轧花环境温湿度对棉花长度和强度指标的影响
2023-02-21袁少琦张纯宇
袁少琦 张纯宇 戴 伟 徐 红
(新疆大学,新疆乌鲁木齐, 830046)
新疆是我国棉花的主产区,2018年新疆棉花产量占全国当年产量的83.8%[1],2020年新疆棉花产量516.1万t,占全国总产量的87.3%。同时,新疆机采棉技术也在快速普及,目前机采棉大约占80%,但机采棉的纤维品质相比较于进口棉还有一定的差距[2]。从各方面寻求改善新疆棉花品质的途径,对提升新疆棉花产业链的竞争力显得极为迫切。
在棉花加工过程中,轧花车间通常没有采取密封措施,车间温湿度随室外空气变化波动。新疆机采棉加工时间一般从10月10号左右开始,到12月份或者次年1月份结束,在这期间随着室外温度的波动,轧花车间的温度一般在25 ℃~-10 ℃左右。中国纤维检验局[3]在实验室对5 ℃~40 ℃棉纤维回潮率与相对湿度、温度的关系做过模拟研究,结果显示棉花回潮率随温度下降呈上升趋势。鉴于新疆地区棉花轧花季节低温气候的特点,系统研究轧花环境温湿度对棉花初加工质量的影响,对于改进和提升新疆棉花品质具有重要的意义。
1 试验内容与方法
1.1 采样地点和时间
新疆昌吉州玛纳斯县某轧花厂,从2020年10月10号到2020年12月10号,对该厂皮清后打包前的机采棉进行采样,并记录取棉口对应的温湿度以及棉样回潮率,采样期间取棉口温度范围在16.4 ℃~-8.1 ℃。轧花厂取样结束后,将棉样送回纺织厂实验室,在标准温湿度状态下平衡24 h以上,在标准状况下,采用USTER HVI1000型大容量棉纤维测试仪检测相关质量指标。
1.2 棉花初加工工艺流程
本试验皮棉取棉口在锯齿皮清机之后、皮棉滑道之前的管道检查口。棉花初加工工艺流程:喂棉→重杂物清理→一道籽棉烘干→铃壳清理→一道复式籽棉清理→二道籽棉烘干→二道复式籽棉清理→复式锯齿轧花→气流皮清→锯齿皮清→皮棉滑道(加湿)→取样、打包。
1.3 试验数据
在GB 1103.1—2012《棉花 第1部分:锯齿加工细绒棉》中,细绒棉质量指标包括品级、长度、马克隆值、回潮率、含杂率、断裂比强度、长度整齐度指数及色泽特征等[4]。本研究选择棉花上半部平均长度Len、长度整齐度指数Unf、短纤维指数SFI、断裂比强度Str、断裂伸长率Elg等5项指标作为研究对象。有关轧花环境温度t、相对湿度φ、棉花回潮率W及棉花质量试验数据如表1所示。
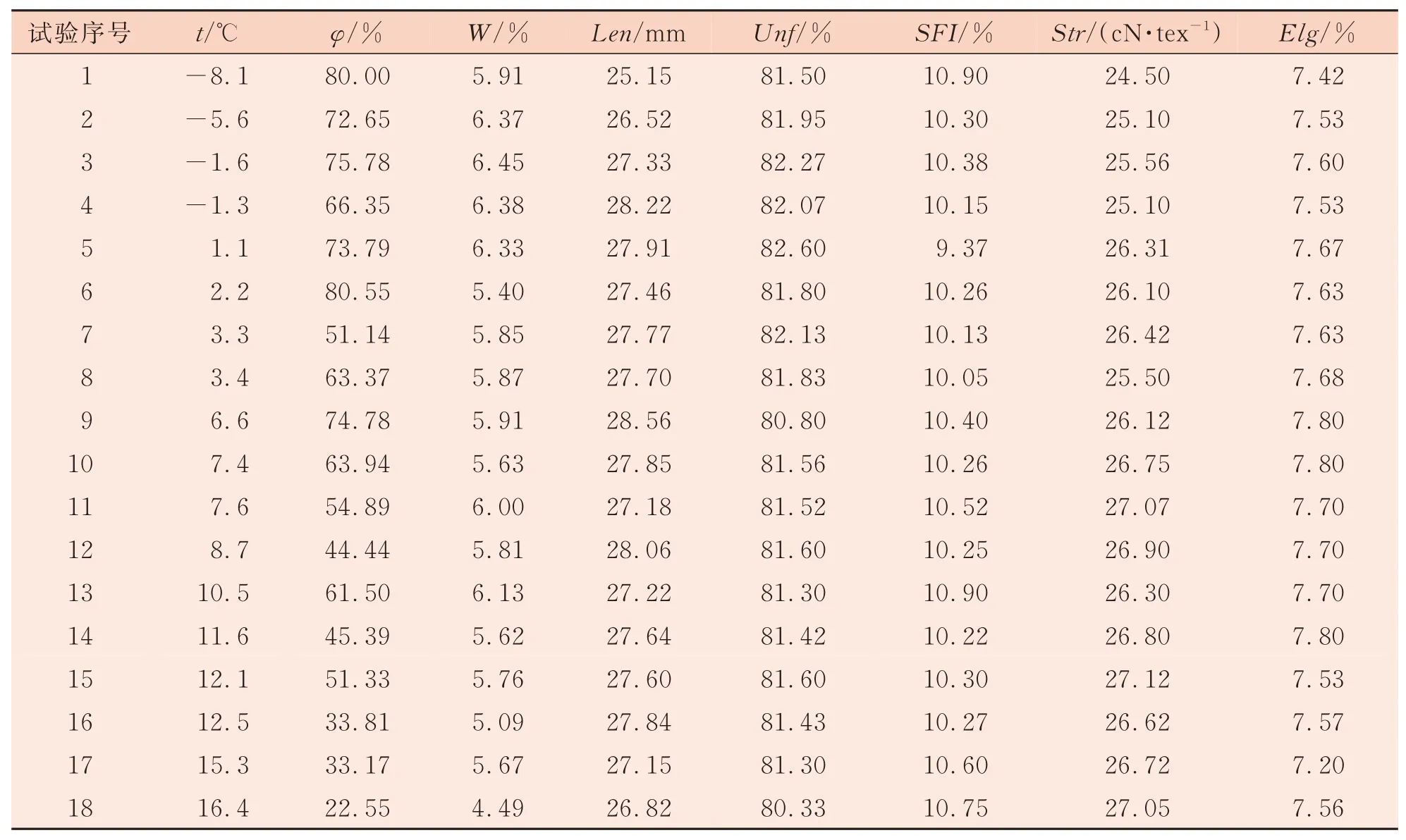
表1 轧花环境温湿度与测试棉花质量指标
1.4 分析方法
在棉花加工过程中回潮率对棉花加工质量有较大的影响,实际上棉花回潮率与环境温湿度密切相关,撇开环境温度,仅研究棉花回潮率对棉花加工质量的影响具有一定的片面性。由于在一定环境条件下,空气相对湿度是受温度制约,即在温度、相对湿度与回潮率三者的变化中温度是自变量。我们以温度为对象,首先分析研究其对环境相对湿度及棉花回潮率的影响,在此基础上研究温度对棉花长度和强度指标的影响。
根据我们所采集的不同环境温度对应的相对湿度、棉纤维回潮率及纤维长度和强度指标的统计结果,通过Python软件进行一元高次函数回归分析,该方法是研究1个因变量与1个或多个自变量间多项式的回归分析方法,根据变化趋势,选择适当的多项式阶数,得到回归方程式与拟合曲线,可以通过增加自变量阶数进行尽可能的逼近,并通过相关系数(r)判断它们之间的相关性程度,如式(1)所示。
式中:r值的绝对值介于0~1之间。r越接近于1,表示两个变量之间的相关程度就越强;越接近于0,表示两个变量之间的相关程度就越弱。一般|r|取值与相关程度规定如下。|r|取值范围分别为0~0.19、0.20~0.39、0.40~0.69、0.70~0.89、0.90~1.00时,|r|的意义依次表示为极低相关、低度相关、中度相关、高度相关、极高相关。
2 棉花吸湿机理分析
根据纤维吸湿机理,棉纤维在吸湿或放湿过程中,从棉纤维表面到内部存在着水分子蒸汽压力的势能差。当吸湿时,水汽压力的势能外高内低;当放湿时,水汽压力内高外低。棉纤维含湿包含两部分,一部分为表面含湿,另一部分为内部含湿。当温度较高时,水分子活力强,棉纤维吸湿过程中更容易进入纤维内部,吸湿平衡时间较短,纤维表面不易积聚水分;当温度过低时,水分活力降低,棉纤维吸湿能力较差,纤维内部几乎很难吸收水分,纤维表面容易积聚水分,此时纤维的含湿表面部分较多。这种现象在新疆冬季轧花过程中表现比较突出,低温高湿环境,棉纤维吸湿困难,棉花表面潮湿,影响轧花质量。
3 温度与棉花各项质量指标的关系
3.1 温度与上半部平均长度的关系
温度与棉花上半部平均长度的回归方程如式(2)所示,两者关系的拟合曲线如图1所示。

式中:Len为棉花上半部平均长度(mm);t为棉纤维所处环境温度(℃)。
在给定的显著性水平0.05下,r为0.767,属于高度相关。由图1可以看出,温度在-8.1 ℃~16.4 ℃时,棉花上半部平均长度先增加后减小。
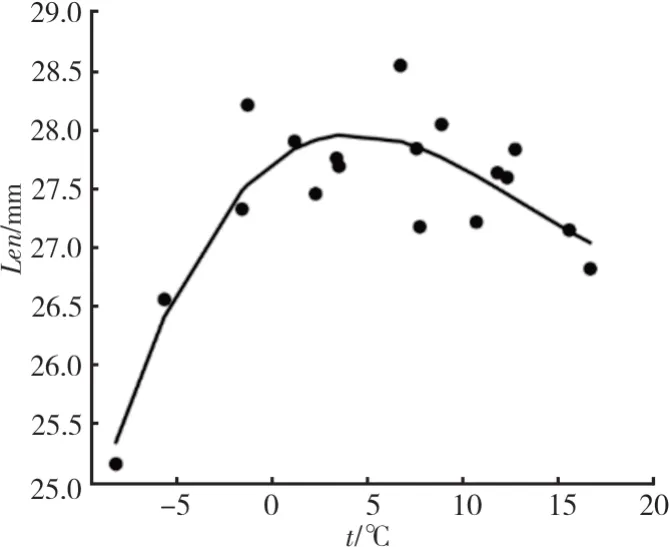
图1 环境温度与棉花上半部平均长度的关系
当温度下降到0 ℃附近及以下时,棉花处于高湿状态,虽然棉纤维本身强度增加,但同时纤维的基部与棉籽的结合力也增大,轧花困难[5],另外由于低温使得棉纤维柔曲性减小、脆性增加,尤其是-5 ℃以下可能还存在冰晶破裂刺伤纤维等,导致棉花上半部平均长度减小;当环境温度在-8.1 ℃时,此时由于冰冻、潮湿等原因,棉纤维的物理机械性能都很差,纤维缠结、机械撕扯导致棉花上半部平均长度最小;当温度在3 ℃~10 ℃时,环境相对湿度处于正常范围时,棉花上半部平均长度较大;当温度在16.4 ℃时,环境相对湿度较低,由于环境干燥,棉纤维表面干脆,加之轧花速度的增加会损伤纤维,上半部平均长度整体减小。
3.2 温度与长度整齐度指数的关系
温度与棉花长度整齐度指数的回归方程如式(3)所示,两者关系的拟合曲线如图2所示。

式中:Unf为棉花长度整齐度指数(%);t为棉纤维所处环境温度(℃)。
在给定的显著性水平0.05下,r为0.615,属于中度相关。由图2可以看出,当温度在-8.1 ℃~16.4 ℃时,棉花长度整齐度指数的变化也是先增加后减小。
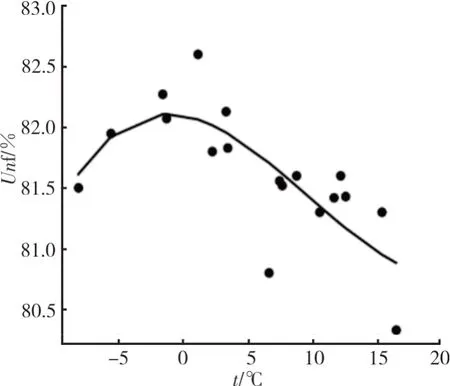
图2 环境温度与棉花长度整齐度指数的关系
当温度在-8.1 ℃附近时,环境相对湿度处于潮湿,而且棉纤维可能有冰晶,导致棉花长度整齐度指数减小;当温度在16.4 ℃时,环境相对湿度低,由于干燥,纤维表面干脆,加之较快的轧花速度,长度整齐度指数减小。需要说明的是,当温度在7 ℃和16.4 ℃附近时,出现个别点离回归曲线较远的现象,查阅该数据对应的轧花速度,发现此时轧花速度较该时间段的平均速度高,这可能是导致该处数据低、离散性大的原因。
3.3 温度与短纤维指数的关系
温度与棉花短纤维指数的回归方程式如式(4)所示,两者关系的拟合曲线如图3所示。

式中:SFI为棉花短纤维指数(%);t为棉纤维所处环境温度(℃)。
在给定的显著性水平0.05下,r为0.551,属于中度相关。由图3可以看出,温度在0 ℃左右是一个转折点,在0 ℃以下,随着温度的降低,短纤维指数迅速增加,尤其是-8.1 ℃这个点,增加十分明显,这除了低温潮湿产生的缠结以及低温使得棉纤维柔曲性减小、脆性增加的因素外,还可能存在冰晶破裂产生的刺伤纤维;在0 ℃以上,短纤维指数随温度的增加缓慢增加,这主要是由于轧花速度的提升引起的,但是当温度上升到10 ℃以上时,进入干燥区,此时棉纤维强度随纤维回潮率的降低而降低也是一个因素。
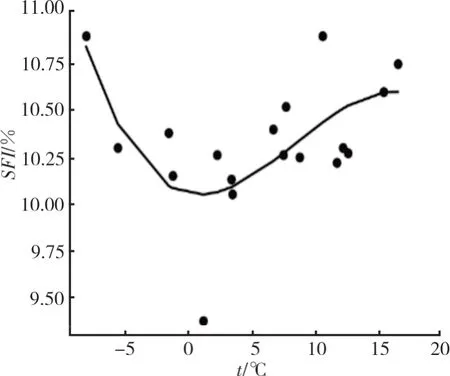
图3 环境温度与棉花短纤维指数的关系
3.4 温度与断裂比强度的关系
温度与棉花断裂比强度的回归方程式如式(5)所示,两者关系的拟合曲线如图4所示。

式中:Str为棉花断裂比强度(cN/tex);t为棉纤维所处环境温度(℃)。
在给定的显著性水平0.05下,r为0.620,属于中度相关。由图4可以看出,温度在-8.1 ℃~16.4 ℃时,棉花断裂比强度随温度增加而增加。
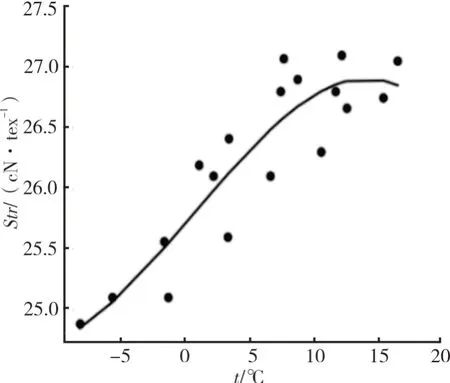
图4 环境温度与棉花断裂比强度的关系
当温度低于3 ℃时,环境相对湿度高,基本大于75%,棉纤维间容易缠结,而且纤维的基部与棉籽的结合力也增大,轧花困难;当温度下降到更低时,棉纤维中会出现冰晶,刺伤纤维,导致纤维的断裂比强度最低。当温度在3 ℃~10 ℃时,环境相对湿度在正常范围,回潮率随温度的增加波动不大,所以棉纤维的断裂比强度在增加。当温度高于10 ℃时,一方面由于棉纤维的柔曲性及脆性改善使得棉花损伤减小,另一方面因环境相对湿度变低,纤维回潮率降低以及轧花速度的提升,使得棉纤维强力变差,几个因素综合作用,棉纤维断裂比强度呈现较小的波动状态。
3.5 温度与断裂伸长率的关系
温度与棉花断裂伸长率的回归方程如式(6)所示,两者关系的拟合曲线如图5所示。

式中:Elg为棉花断裂伸长率(%);t为棉纤维所处环境温度(℃)。
在给定的显著性水平0.05下,r为0.562,属于中度相关。由图5可以看出,当温度在-8.1 ℃~16.4 ℃时,棉纤维断裂伸长率整体呈现先增大后减小趋势。
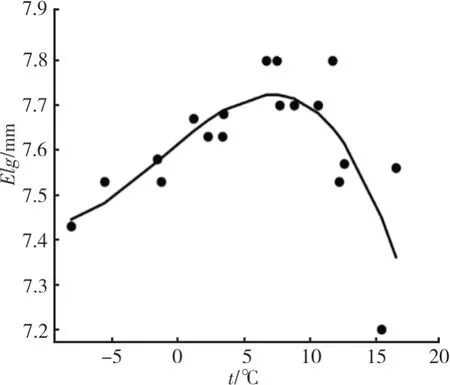
图5 环境温度与棉纤维断裂伸长率的关系
当温度低于3 ℃时,环境相对湿度较高,棉纤维回潮率较高,纤维间的缠结,使得棉纤维断裂伸长率较小;当温度在3 ℃~10 ℃时,环境相对湿度在正常范围,所以棉纤维断裂伸长率增加;当温度大于10 ℃时,环境相对湿度较低(在40%左右),棉纤维回潮率较低,棉纤维干脆导致断裂伸长率减小。当温度在15 ℃附近时,出现一个散点离回归曲线较远,查阅该数据对应的轧花速度,发现此时轧花速度高于该时间段的平均速度,因此这可能是导致该处数据偏低的原因。
4 结论
(1)在整个轧花季节,随着温度的升高,可根据环境的相对湿度将轧花时间粗略分为潮湿区(75%以上)、正常区(50%~75%)和干燥区(50%以下)。
(2)当温度低于3 ℃后,处于潮湿区。此时虽然空气潮湿,但含湿量却很低,虽然测得的棉纤维回潮率在全年最高,但棉纤维实际吸湿较少,附着在棉纤维表面的水分较多,棉纤维表面发潮,加上低温带来的纤维脆性增加等原因,十分不利于生产加工,因此该时段加工的棉纤维长度和强度指标最低。
(3)当温度在3 ℃~10 ℃时,相对湿度正常,纤维脆性变小,棉纤维的长度和强度指标呈现上升趋势。
(4)当温度高于10 ℃时,环境处于干燥状态,轧花过程中放湿量较大,导致纤维回潮率偏低,虽然棉纤维的脆性减小、柔曲性增加有利于轧花,但低的回潮率加上较高的轧花速度,导致棉纤维断裂比强度呈现较小的波动,其他长度和强度指标有下降趋势。
(5)因为受棉花不一致性、现场取样车速、环境温湿度、烘干量等因素随机变化的影响,上述研究结果相关性仍有一定局限性,但总体上还是可以看出它们之间的变化趋势及规律,对新疆棉花加工工艺的改进和优化有一定参考价值。采取控制轧花环境温湿度或选择合适的温湿度时间点轧花,有利于提升棉花长度和强度质量指标。
