家居木制品用水性紫外光固化涂料及其应用研究进展
2023-02-09吴智慧张海桥
吴智慧,张海桥
(南京林业大学家居与工业设计学院,南京 210037)
水性涂料是指以水为溶剂或分散介质的一类涂料。在固化过程中,水性涂料挥发物的主要成分是水,对环境友好、不会危害人体健康。而传统的、以有机溶剂为分散介质的溶剂型涂料在固化过程以及后续产品使用过程中都会产生挥发性有机化合物(volatile organic compound,VOC),危害环境、影响人体健康。
2013年,雾霾天气频繁在我国多个地区发生,严重影响人们的正常生活;同年9月10日,国务院印发了《大气污染防治行动计划》,制订了10条治理措施。在第1条“加大综合治理力度,减少多污染物排放”中明确提出要完善涂料、胶黏剂等产品VOC限值标准,推广使用水性涂料。2015年1月1日,我国开始实行修订后的《中华人民共和国环境保护法》,2月1日,开始对涂料企业征收4%的消费税,但对施工状态下VOC含量不大于420 g/L的涂料可免征[1]。因此,部分企业开始转型,而生产低VOC的水性涂料是转型方向之一。随后,我国每年都会发布相关政策法规。2016年1月1日起,我国开始实行新版的《中华人民共和国大气污染防治法》。2016年7月8日,工信部和财政部联合发布了《重点行业挥发性有机物削减行动计划》。2017年9月14日,生态环境部、国家发展改革委、财政部、交通运输部、质检总局和能源局六部委联合制定了《“十三五”挥发性有机物污染防治工作方案》。2018年6月27日,国务院印发了《国务院关于印发打赢蓝天保卫战三年行动计划的通知》(国发〔2018〕22号)。2019年6月26日,生态环境部印发了《重点行业挥发性有机物综合治理方案》。2020年6月23日,生态环境部发布了《2020年挥发性有机物治理攻坚方案》。一方面,在我国国家政策的推动下,涂料企业转向生产水性涂料;另一方面,水性涂料以其本身环保、绿色、低碳、高性能、广泛适用等优点受到了消费者的青睐[2],使得水性涂料逐步在涂料市场占据了一定的份额。在我国“十三五”期间(2016—2020年),集装箱行业中普通干货箱除预处理外,全部使用水性涂料进行涂装[3]。在木器涂料行业,UV涂料和水性涂料的份额也得到快速提升。根据Chemark公司统计数据,2019年,欧洲、中东和非洲地区的木器涂料市场中水性涂料已占主导地位,其占比为47%,溶剂型涂料占比为44%,粉末涂料和辐射固化涂料占比分别为5%和4%[4]。
随着水性涂料市场占比增大,其缺点也愈发受到行业关注。与溶剂型涂料相比,水性涂料在漆膜丰满度、封闭性、硬度、耐磨性能、干燥速度以及成本等方面都存在一定的差距[5-6]。对于涂布在木家具、木地板、木门、木饰面、木楼梯等家居木制品表面的水性涂料,还要考虑此类木质产品对水敏感,施工时长时间直接接触水分会造成待涂饰的木质产品表面吸水润胀,也会影响漆膜表面质量[5]。为了提高施工速度、保证漆膜质量,同时满足低VOC的要求,家居木制品生产企业多使用改良的低VOC溶剂型紫外光(ultraviolet,UV)固化涂料和水性UV固化涂料。
UV固化涂料是指涂料中含有低聚物(预聚物)、光引发剂、活性稀释剂和各种助剂的一类涂料,光引发剂可在UV的照射下产生自由基或阳离子,进而引起体系中的活性官能团发生自由基聚合或阳离子聚合交联,固化形成漆膜。UV固化涂料可在极短的时间内完成漆膜固化,且具有“5E”的特征,即高效(efficient)、环保(eco-friendly)、节能(energy-saving)、经济(economy)、适应性广(enabling)[7]。水性UV固化涂料比普通水性涂料固化快,可最大程度减少涂料中的水分与木质产品的接触时间,减少木质材料的吸水润胀。水性涂料的涂装作业会先进行底层腻子的涂装,封闭木质材料表面的孔隙,降低水性涂料中水分的渗透量,为后续涂料的涂膜质量提供保障。水性UV固化涂料凭借其黏度低、固化速度快、安全性能好、绿色环保等优点[8],在家居木制品领域得到了广泛应用。但水性UV固化涂料仍然存在漆膜性能不足的缺点,随着水性UV固化涂料市场占比的不断扩大,对于提升水性UV固化涂料漆膜性能的需求亟待解决。
1 水性UV固化涂料改性研究进展
家居木制品用涂料主要有两个作用:一是装饰美化;二是延长木制品的使用寿命。决定装饰效果的关键因素为涂料的种类、性能和涂饰工艺。水性UV固化涂料的关键技术在于合成既可由UV引发固化又亲水的低聚物[9]。家居木制品用水性UV固化涂料按照低聚物的不同,可分为水性环氧丙烯酸酯类(waterborne epoxy acrylate,WEA)、水性聚氨酯丙烯酸酯类(waterborne polyurethane acrylate,WPUA)、水性聚酯丙烯酸酯类(waterborne polyester acrylate,WPEA)和水性聚丙烯酸酯(waterborne polyacrylate,WPA)类。
1.1 水性环氧丙烯酸酯(WEA)
WEA的制备方法通常先用环氧树脂和丙烯酸反应,得到环氧丙烯酸酯,再和酸酐反应,以引入亲水的羧基,最后再用碱中和[10]。环氧树脂的分子结构中含有环氧基、羟基、醚键等基团,使得其固化物具有优异的附着力、耐化学腐蚀等特征。WEA固化后涂膜硬度高、附着力好、光泽度高、耐化学性能好。
大部分WEA在制备时以双酚A环氧为原料,而双酚A环氧中含有苯环,会导致涂膜抗黄变性能差、柔韧性不足等缺点。对于WEA的改性主要有有机硅改性[11]、氟改性[12]、引入其他单体进行改性等方法。田建军等[13]使用脂环族环氧树脂E711替换了双酚A环氧,经过丙烯酸酯化、与酸酐反应、再用胺中和,最终得到了脂肪族WEA,克服了普通环氧丙烯酸酯的易黄变和脆性大的问题。Xiao等[11]以正硅酸乙酯(TEOS)为前驱体,用溶胶-凝胶法合成了纳米二氧化硅溶胶,并用于WEA的改性研究。硅溶胶和WEA会形成杂化材料,形成Si—O—Si键,杂化复合材料受热时,纳米二氧化硅粒子由于具有较高的表面能会向表面迁移,防止聚合物涂膜的降解。热重分析结果显示,硅溶胶改性的WEA涂膜分解温度比未改性涂膜高33 ℃,提高了WEA的热稳定性。倪晓婷等[12]在水性UV环氧丙烯酸酯的合成过程中加入甲基丙烯酸十二氟庚烷酯,以引入氟烷基。由于C—F键的键能比C—C高,含氟烷基的化合物在遇到化学试剂攻击或高温时,会首先断裂键能低的C—C键,因此,经过氟烷基化合物改性的聚合物稳定性会得到提高。含氟基团进入聚合物的侧链,增加聚合物链段的柔性。其与树脂微观不相容,固化过程中形成微观相分离,吸收冲击能量,提高树脂的冲击强度。结果表明,氟改性的处理方法提高了树脂的热稳定性,同时涂膜的硬度、附着力、耐冲击性也得到了提升。
1.2 水性聚氨酯丙烯酸酯(WPUA)
WPUA的合成方法一般为先用二异氰酸酯和二元醇反应,使用小分子二元醇和二羟甲基丙酸进行扩链,再用羟基丙烯酸酯封端,最后使用有机胺进行中和[10]。WPUA是在生产中应用较多的一类水性低聚物,固化后具有较好的柔韧性、耐磨性、抗冲击性和耐化学性。
WPUA是研究较多的水性UV固化涂料之一,但其涂膜在硬度、热稳定性、对于WPUA的改性有无机材料改性[14]、超支化改性[15]、氟改性、有机硅改性等方法。此外,还有多重固化体系和多官能团度及高官能度改性[16],以提高体系交联密度,达到提高涂膜力学性能、热稳定性、耐水性的目的。针对WPUA涂膜的力学性能不足和热稳定性差的问题,Xu等[17]先用KH-570对纳米碳酸钙进行改性,再将改性后的纳米碳酸钙用于WPUA的改性处理。纳米碳酸钙可用于涂料行业,但其比表面积高,很难在有机聚合物中均匀分散。硅烷偶联剂KH-570可通过共价键将纳米碳酸钙这类无机纳米材料和有机分子结合起来,改善无机纳米材料的分散问题。结果表明,改性后的纳米碳酸钙可以使WPUA涂膜的拉伸强度提高59.8%,邵氏(A)硬度可从82.5提高到93.0,断裂伸长率从122.14%提高到195.84%,涂膜力学性能得到明显提升。最高热分解温度由458.3 ℃提高到723.1 ℃,热稳定性得到提高。针对WPUA的漆膜硬度和耐候性方面的不足,Lü等[18]使用纳米二氧化硅作为改性剂对WPUA进行改性处理。漆膜测试结果显示,纳米二氧化硅的加入,提升了WPUA漆膜的铅笔硬度(从HB提升到4H)和耐候性,并且发现适量纳米二氧化硅可以提高WPUA涂层的固化速度。
1.3 水性聚酯丙烯酸酯(WPEA)
WPEA在制备方法上通常使用端羟基聚酯与丙烯酸酯化(或酸酐或多元酸与二元醇反应)得到有羧基的端羟基聚酯,再与丙烯酸反应,得到有羧基的聚酯丙烯酸酯,最后用有机胺中和,便可得到WPEA[10]。WPEA价廉、黏度低,固化后柔韧性和光泽度较好。
UV-WPEA在固化过程中,光固化速率低、氧阻聚现象比较明显,涂膜耐水、耐热性能也较差。对于光固化速率和氧阻聚明显的问题,可以在PEA的侧链上植入芳环或在主链上植入醚键解决[19]。对于PEA的耐水性和耐热性的缺陷,Miao等[20]通过用含氟异氰酸酯对超支化聚酯进行改性,合成了含氟超支化聚酯丙烯酸酯,研究了以含氟超支化聚酯丙烯酸酯为添加剂的UV固化涂膜的性能。超支化聚合物具有密集的支化结构和大量的端基,具有良好的流动性能和加工性能。经过氟烷基化合物改性的聚合物在遇到化学试剂攻击或高温时,会首先断裂键能低的C—C键,使得聚合物的稳定性得到提高。研究结果表明,极低浓度的含氟超支化聚酯丙烯酸酯即可使涂膜表面能降低,具有较好的耐水性。热重分析结果表明,涂层具有较强的热稳定性,可在180 ℃时保持稳定。
1.4 水性聚丙烯酸酯(WPA)
WPA一般是在水性丙烯酸酯的基础上引入碳碳双键,使之具有光反应活性。水性丙烯酸酯价廉、附着力和耐黄变性能较好,但光固化速度慢,耐磨耐冲击性能不高。对于WPA的改性有有机硅改性、氟改性[21]、纳米材料改性[22]、聚酯改性[23]等方法。
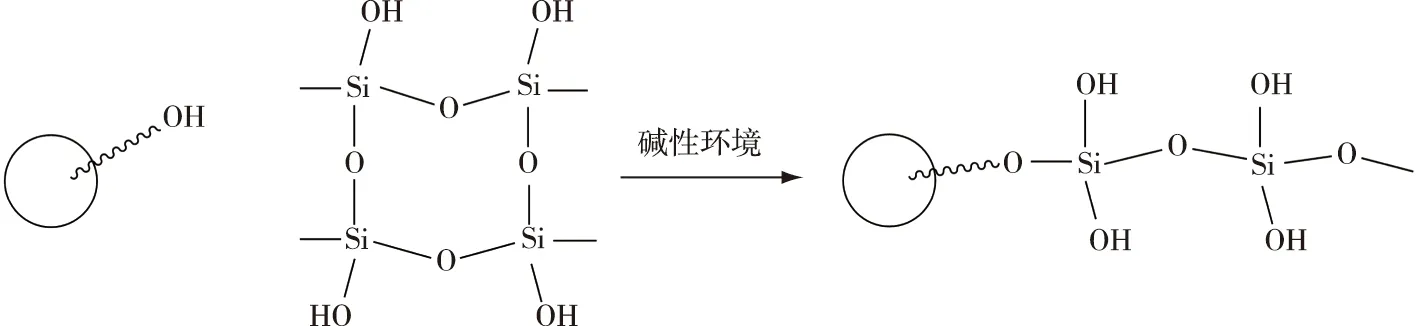
图1 硅溶胶改性PA乳液机理[25]Fig.1 Schematic chemical reaction of PA latexes and silica sol
2 涂料涂饰技术应用情况
近十几年来,我国木制品生产量、消费量和出口量稳居世界首位,涂料企业发展迅猛,根据Orr &Boss咨询公司统计数据,2020年亚太地区涂料制造企业排行榜前25名中,我国共有11家涂料企业进榜。国内高校、研究院所、组织机构和涂料企业都聚焦于这一发展势头,2020年11月18日,经国家林业和草原局批准同意,由中国林业科学研究院木材工业研究所牵头的“木材涂料与涂装国家创新联盟”成立。联盟包括1家理事长单位和36家理事单位,致力于推动我国木材涂料、涂装与木质制品企业、科研院校之间新产品、新技术、新装备的研发与推广应用、相关质量与标准化等方面的交流与合作。目前,正值我国家居木制品行业迅速发展时期,一些新技术、新装备已经在涂料涂饰方面得到应用。同时,也出现了一些具有发展潜力的新兴技术。
2.1 涂料固化技术
2.1.1 新型UV固化技术
传统的UV固化设备主要使用UV汞灯作为UV光源,在家居木制品行业应用很广。但使用UV汞灯(图2a和b)存在两个问题:一是UV汞灯产生的UV会将空气中的氧激发成为臭氧,危害生态环境,影响人体健康[26-27];二是UV汞灯释放的热量高,稍长时间的照射就会使产品或工件表面温度迅速提高,严重的会导致产品或工件产生热变形。随着全球范围内环保意识的提高,欧盟已对UV汞灯的使用期限提出限制[28],规定汞灯可在欧盟地区使用至2025年。因此,新型的UV光源设备——UV-LED(light emitting diode,发光二极管,图2c和d)开始进入家居木制品行业。

图2 UV汞灯(a、b)和UV-LED灯(c、d)Fig.2 UV-mercury lamps (a,b) and UV-LED lamps (c,d)


表1 UV汞灯与UV-LED特征比较Table 1 Characteristics comparison between UV-mercury lamp and UV-LED
目前,UV-LED固化技术已在家居木制品表面涂装中得到了应用。在生产上,其可与辊涂机、淋涂机等配套使用,进行板式部件UV涂料固化;也可与垂直往复式喷涂机、机器人喷涂机、人工喷涂等配套使用,完成异型非规整零部件或产品的固化工序[31]。
但是,UV-LED也存在如成本较高、散热差、单颗功率较小、波长单一等问题[32]。由于光引发剂的吸收光谱需与UV光源的发射光谱相匹配,因此需要选用或研发与UV-LED波长相适合的光引发剂;同时,也需要设计多波长UV-LED固化装置。UV-LED固化技术作为一项新兴的UV固化技术在不断升级完善后,必将会在表面涂装、数码喷墨打印、油墨印刷、3D光固化打印等领域得到广泛的应用。
此外,准分子灯UV开始在家居木制品行业得到应用,主要光源是激发波长为172 nm的氙准分子UV灯。172 nm UV属于VUV(vacuum ultraviolet,真空紫外线),能量强,极容易激发空气中的氧气产生臭氧。因此,行业内基本是在氮气的氛围中使用。波长为172 nm的准分子UV能量高达7.2 eV,可以打开大多数分子键,能实现UV汞灯很难或不能实现的光化学反应。目前,家居企业制备哑光肤感涂层的技术方法之一就是将172 nm准分子UV与UV-LED/汞灯联用,对涂料进行固化。172 nm准分子UV穿透力差,仅能透过涂料表层约1 μm的深度范围。由于光引发剂的存在,表层固化厚度可至10~20 μm,使涂料表层先完成固化。固化过程中,深层涂料固化时产生的压力会传递到已固化的表层,表层以微褶皱的形式释放压力,以维持体系的整体稳定。后续使用UV-LED/汞灯固化,将表面褶皱“固定”,防止因其他因素造成褶皱消失。涂层表面的微褶皱随机无序,是能产生哑光和肤感特性的主要原因。
2.1.2 EB固化
EB(electron beam,电子束)固化与UV固化同属于辐射固化技术,是一种可对涂料进行快速固化的技术,二者都有高效、节能、绿色环保等特点。高能EB(能量150~300 keV)会使涂料中的树脂转变为激发态树脂,激发态树脂的共价键发生均裂,产生自由基,进而引发体系中低聚物和活性稀释剂交联固化成膜。
EB涂料通常由辐射固化单体、辐射固化树脂和助剂组成,环氧树脂、环氧(甲基)丙烯酸酯和聚氨酯(甲基)丙烯酸酯是最常用的EB固化树脂[33]。EB固化的机理可分为自由基聚合和阳离子聚合。自由基聚合固化体系(主要是丙烯酸酯类)不需要光引发剂;阳离子聚合固化体系(环氧树脂、环氧甲基丙烯酸酯和聚氨酯甲基丙烯酸酯)需要添加阳离子引发剂,限制了其应用范围[34]。
整套EB固化装置主要包括电子加速器(扫描式或线型)、屏蔽装置(屏蔽电子加速器产生的X射线)、惰性气体装置(使氧质量分数在0.05%以下,降低氧阻聚影响)。早在1973年,荷兰的Svedex公司就投入运行了第一条用于木材表面涂层固化的EB固化生产线[35]。但由于早期受到设备复杂、成本高昂等方面的限制,EB固化的应用范围较小。随着EB技术不断发展,EB设备成本下降、EB固化技术的安全性和稳定性得到提升,EB固化技术的应用领域开始拓展,在涂料[36]、油墨印刷[37]、胶黏剂和复合材料[38]等领域得到应用。
UV固化技术主要靠光波传递引发体系固化,体系中需含有光引发剂,适用于透明度高的涂料产品,很难使色漆完全固化,受氧阻聚影响很小。EB固化技术使用高能电子束引发体系聚合固化,不需要光引发剂,颜料不会干扰固化过程,但整个固化过程都需在惰性气体(一般为氮气)的保护下进行以避免氧阻聚影响。通常来讲,UV固化体系均可用于EB固化[39]。EB固化可对较厚的漆膜进行固化,可固化清漆的厚度为UV固化的4倍,可固化色漆的厚度可以达到UV固化的8倍[40]。同UV-LED固化一样,EB固化属于冷加工,不会产生热辐射,适合于加工畏热材料[35]。Ruiz等[36]研究了UV固化和EB固化对于清漆漆膜性能的影响,研究表明,在相同固化程度下,EB固化比UV固化得到的漆膜硬度更高、耐老化性能更强。毛丰奋等[41]研究了EB固化和UV固化得到的木器清漆漆膜性能的差别,结果表明,EB固化比UV固化得到的涂层表现出更高的铅笔硬度和更优的附着力。
目前,EB固化技术仍存在一些需要解决的问题:
1)设备投资大。
2)EB固化需要在惰性气体的环境中,以避免氧阻聚对固化效率的影响。
3)EB固化时,高能电子束会产生X射线,会对人体造成伤害,需要配备屏蔽装置[39]。
EB固化技术开始在我国印刷包装、木器涂料领域崭露头角,由于其固化设备要求较高,短时间难以在众多领域得到广泛应用。
2.2 涂装技术
家居木制品表面的漆膜是由多层涂层组成的,涂层的涂饰方法可分为手工涂饰和机械涂饰。手工涂饰效率低、劳动强度大、施工环境差,且挥发性有机溶剂会对涂饰人员造成伤害。为了减少涂料浪费、提高工作效率、提高涂饰质量,机械涂饰正逐步代替手工涂饰。
2.2.1 机械自动喷涂
机械自动喷涂可与其他设备组成自动化喷涂生产线,速度快、效率高,涂装均匀且涂层质量好。机械喷涂的方式主要有固定机械手自动喷涂(图3a)、水平往复机自动喷涂(图3b)、垂直往复机自动喷涂(图3c)、自动旋杯喷涂(图3d)等。

a)固定机械手;b)水平往复机;c)垂直往复机;d)自动旋杯。图3 机械自动喷涂Fig.3 Automatic mechanical spraying
固定机械手自动喷涂是在机架的不同位置上固定好机械手或喷枪,对产品或工件进行定点喷涂。该技术适用于批量大且外形一致的产品的涂装作业,并可与其他设备组成连续式自动喷涂生产线[42]。水平往复机自动喷涂是将一个或多个喷枪安装在机头位置,机头可沿机架的横梁进行水平往复匀速运动,在运动过程中对产品或工件表面进行喷涂。垂直往复机自动喷涂是将一个或多个喷枪安装在垂直机架上,机头可沿着机架做垂直往复运动,并均匀地对产品进行侧向喷涂。自动旋杯喷涂是使用高速旋杯式喷枪对产品或工件进行喷涂的工艺。此技术需要将产品或工件接地,将静电旋杯接上正(负)高压电,在产品或工件和静电旋杯之间形成高压静电场。涂饰作业时,液态涂料雾化形成带电的漆雾,吸附在极性相反的产品或工件上。旋杯按加电方式可分为内加电和外加电两种,由于水性涂料的电阻小,使用内加电旋杯会漏电,故水性涂料通常使用外加电旋杯[43]。自动旋杯喷涂可以形成均匀、丰满度高、表面平整的涂层,且涂料利用率高(90%以上),适用于可悬挂的实木零部件、木框架等工件或产品的大批量生产。
2.2.2 机器人智能喷涂
机器人智能喷涂是一种较为先进的喷涂工艺,以机械臂配合喷枪使用,安装灵活(吊装或座装皆可,图4a为悬挂吊线通过式,图4b为地台式)、喷涂稳定性好、设备利用率高(90%~95%[42])、节省涂料。喷涂机器人的机械手有多个自由度,可按照设定的轨迹对产品或工件表面和内部进行喷涂。

a)悬挂吊线通过式;b)地台式。图4 机器人智能喷涂Fig.4 Intelligent robot spraying
喷涂机器人的工作模式主要有人工示教、离线编程、建模和AI智能喷涂。其中,最常采用的方法是离线编程法,此法适合批量规格一致、单一喷漆动作的平面板件[44]。喷涂时,交界区的涂层厚度容易因重复喷涂而比其他部位厚。因此,喷涂轨迹需要不断进行优化。董慧芬等[45]在现有模型的基础上,建立了曲面涂层生长模型,经过计算及仿真分析后,认为影响涂层厚度均匀性的关键因素是重叠宽度和曲率半径。王毅等[46]研究了喷涂机器人自动喷涂交界区的涂层厚度不均匀的问题,建立椭圆双β喷枪模型,得到交界区横向搭接参数的最优取值区间,进一步优化了喷涂轨迹。
AI智能喷涂是一种较新的工作模式。喷涂机器人带有3D激光扫描系统和AI智能软件算法,对产品或工件进行尺寸和图像识别后,能够自动生成涂饰方案。适用于厚度在300 mm以内任意形状的产品或工件,喷涂过程无需人工干预,可对产品或工件的不同部位采用不同的角度、喷幅和喷量进行智能喷涂。
2.2.3 加温氮气喷涂
传统的空气喷涂是喷涂技术中应用较广的一种方法,可人工手动喷涂,也可以利用机器进行机械自动喷涂,适应性强、灵活性高。空气喷涂的缺点在于压缩空气由多种分子组成,喷涂时会发生湍流现象,造成涂料过喷引起浪费[47]。此外,压缩空气易受到粉尘、油污、水汽等污染,导致漆膜出现质量问题。
加温氮气喷涂技术是一种新兴的喷涂技术,此方法利用恒温且携带电离电荷高纯度氮气作为涂料的喷涂载体。加温氮气的制备流程如图5所示,加热是为了保证喷涂过程中涂料的温度恒定,防止受到环境温度的影响,便于涂饰。此方法可以电离氮气分子,通过电荷同性相斥、异性相吸的特性,使产品或工件表面电荷达到中和,避免静电吸附颗粒和毛屑,提高喷涂质量[47]。李忠星等[48]研究了加温氮气喷涂和传统空气喷涂对涂料涂饰的影响,结果发现,相同条件下加温氮气喷涂得到的涂层更厚,且可节约17.22%的涂料用量。
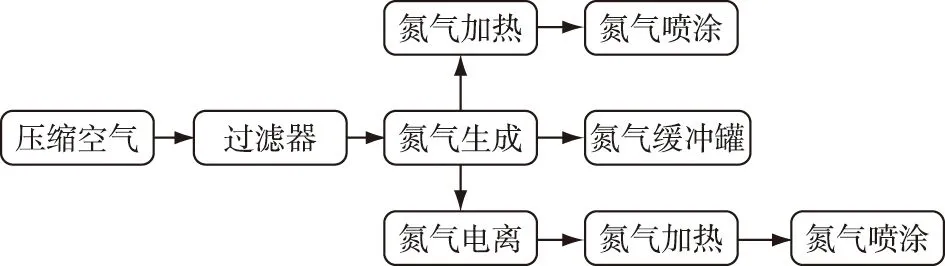
图5 氮气的制备流程[44]Fig.5 Preparation process of nitrogen
目前,加温氮气喷涂技术在国内外汽车行业已经得到应用。在家居木制品行业,加温氮气喷涂技术可与机械喷涂设备组合使用,具有较大的应用前景。
3 木制品用涂料相关标准的发展
3.1 我国国家标准对VOC的要求
我国现行国家标准中,涉及家居木制品用水性涂料或辐射固化涂料的标准主要如表2所列。其中,最早实施的GB 18584—2001中规定了甲醛的释放量以及色漆中重金属的含量要求,未对VOC进行限制。2010年2月1日开始实施的GB/T 23999—2009按照用途及功能将水性木器涂料分为地板用面漆、家具用面漆、装修用面漆、底漆和中涂漆,但也未对VOC进行限制。2020年12月1日开始实施的GB 18581—2020与2021年2月1日开始实施的GB/T 38597—2020相比,后者对于清漆、色漆、辐射固化涂料的VOC要求更高。
表2中对于VOC要求最为严格的是于2017年7月1日开始实施的GB/T 33394—2016《儿童房装饰用水性木器涂料》。由于儿童的身体发育不健全,对于有害物质的免疫程度较低,容易受到来自外部环境的伤害[49]。因此,对于儿童房装饰用水性木器涂料的VOC要求最为严格。于2018年7月1日开始实施的GB/T 35602—2017《绿色产品评价 涂料》是我国首批绿色产品评价标准之一[50]。虽然GB/T 35602—2017实施较早,但较后实施的GB 18581—2020与GB/T 38597—2020,其对于VOC的要求更严格。GB/T 35602—2017引入了总挥发性有机化合物释放量(total volatile organic compounds,TVOC)及半挥发性有机化合物(semi-volatile organic compound,SVOC)的概念,同期实行的GB/T 35601—2017《绿色产品评价 人造板和木质地板》就限制了产品TVOC的基准值。
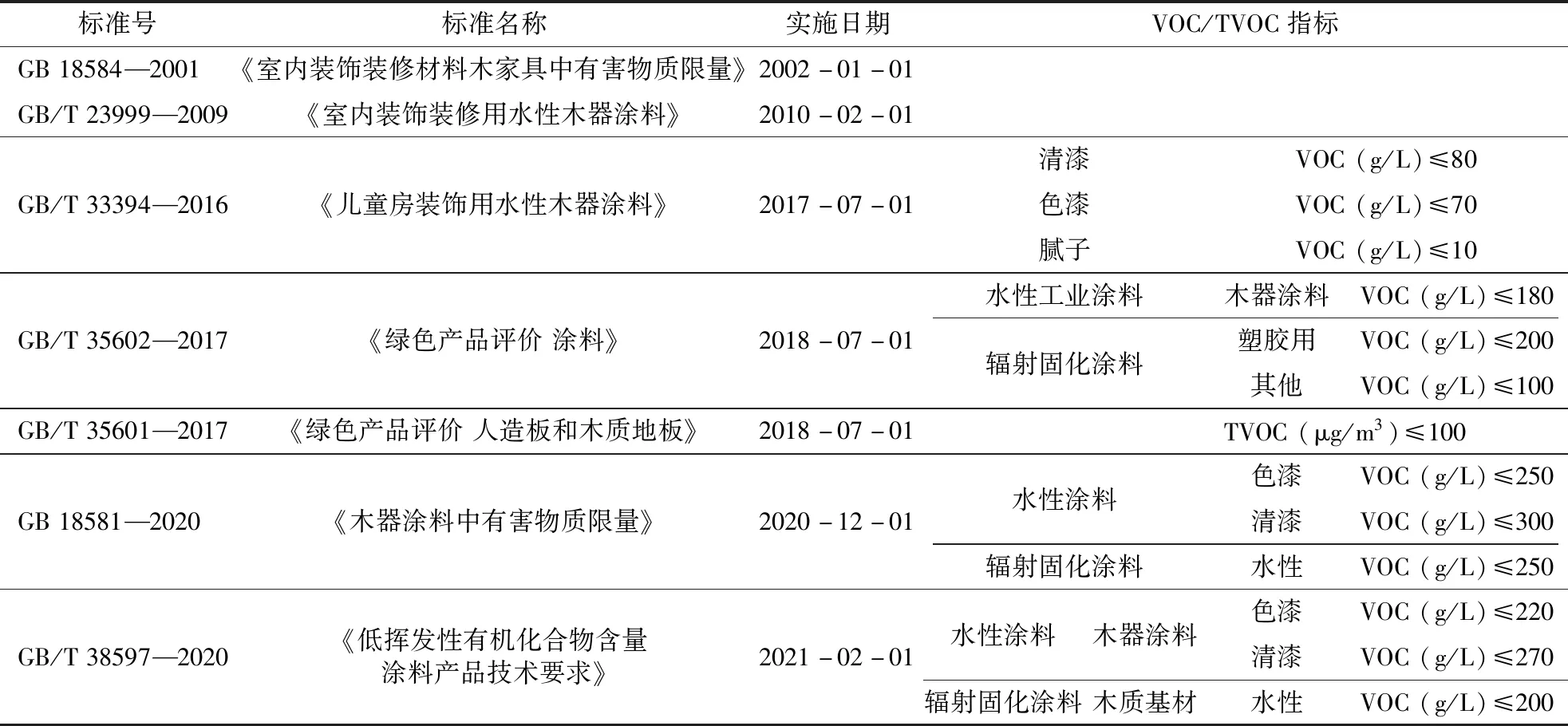
表2 涉及家居木制品用涂料的国家标准Table 2 National standards of coatings for furniture and wood products
值得注意的是,我国国家标准中对于VOC的定义发生了变化。GB/T 35602—2017的定义为“在所处大气环境的正常温度和压力下,可以自然蒸发的任何有机液体或固体”。后来,我国环保部门参考采纳了美国环境保护署关于VOC的光化学定义[51],并在国内标准中推行。GB 18581—2020和GB/T 38597—2020中将VOC定义为“参与大气光化学反应的有机化合物,或者根据有关规定确定的有机化合物”,即是这一变化的具体体现。
3.2 我国行业标准对VOC的要求
在我国现行行业标准中涉及家居木制品用水性涂料以及辐射固化涂料的标准主要如表3所示,主要集中在化工(HG)、环境(HJ)、林业(LY)行业。部分行业标准,如HG/T 3655—2012和HG/T 5183—2017未对VOC或TVOC作出限制。从VOC/SVOC的指标来看,行业标准中关于VOC的基准值及TVOC承载量都要求较低,具体到某一产品的行业标准对于VOC或TVOC的要求更为严格。通常人们的室内活动时间长于室外且室内较为封闭,所以室内用木器涂料对于VOC/TVOC的要求比户外用木器涂料更加严格。

表3 涉及家居木制品用涂料的行业标准Table 3 Industry standards of coatings for furniture and wood products
需要注意的是,表3中行业标准对于VOC的测试方法有两种,一是GB/T 23986—2009中规定的“气相色谱法”;二是GB/T 34675—2017《辐射固化涂料中挥发性有机化合物(VOC)含量的测定》所规定的方法。而对于TVOC的测试主要有HJ 571—2010“气候箱测试法”和GB/T 29899—2013“小型释放舱法”两种方法。因此,即使是同一涂料产品,也会因测试方法的不同而在结果上略有差异。
3.3 国外标准对VOC的要求
由于发展水平的不同,不同国家或地区的环保法规对于涂料中有害物质的限定标准也不同。笔者选取了包括日本、欧盟、德国、北欧和美国在内的5个国家或地区的环保法规或标准,详细对比结果见表4。
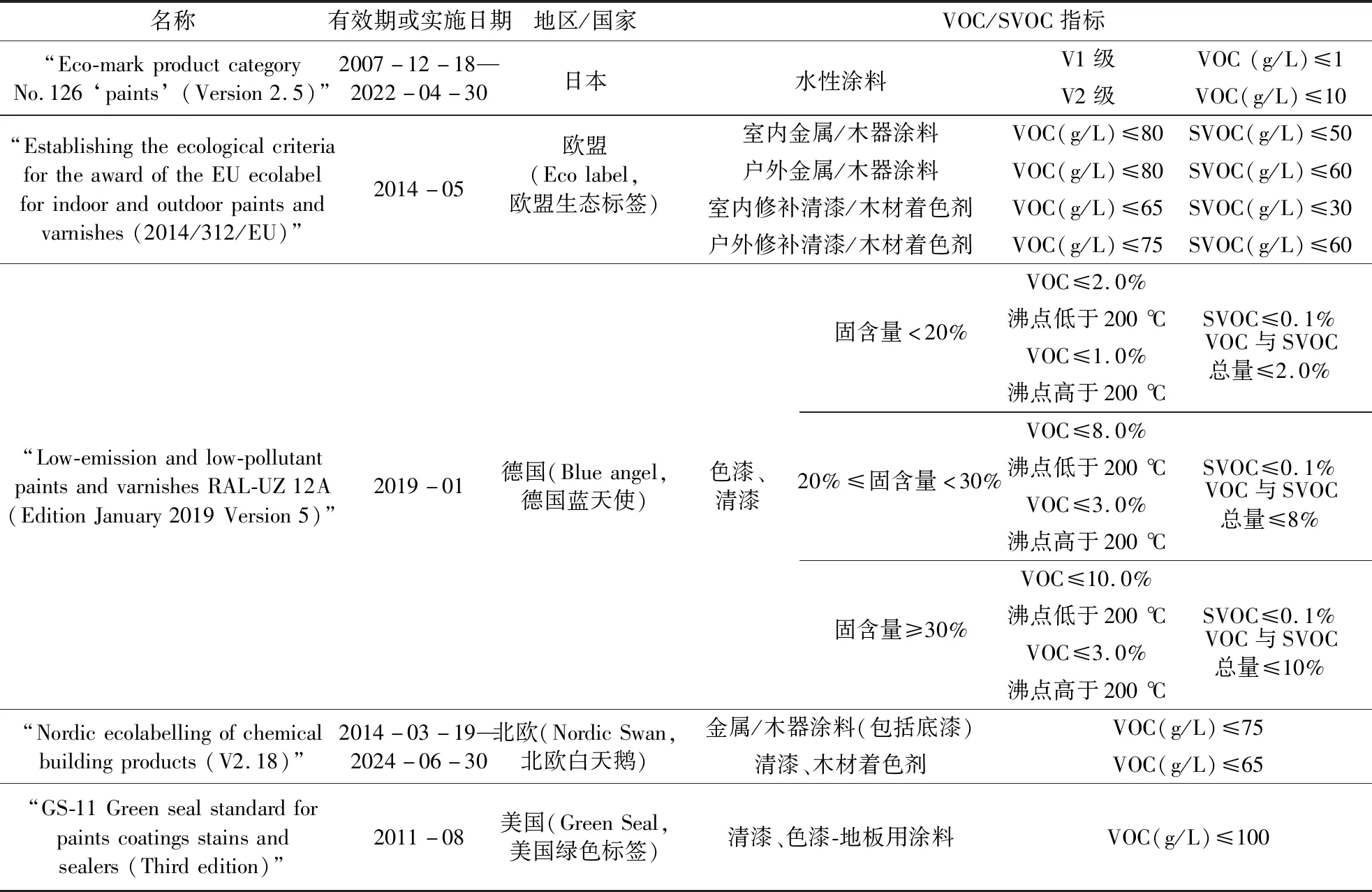
表4 涉及家居木制品用涂料的国外标准与法规Table 4 Foreign standards and regulations of coatings for furniture and wood products
根据表4可知,日本对于水性涂料VOC的限制堪称严苛,用于室内的VI级要求VOC≤1 g/L,用于户外的V2级要求VOC≤10 g/L,比我国和西方发达国家的法规、标准都要严格。北欧白天鹅认证中对于涂料VOC的要求与欧盟生态标签认证以及我国HJ 2537—2014的要求基本一致,但欧盟生态标签认证中包括对于SVOC的限制。欧盟将水性涂料划分为室内与户外两种应用环境,与我国行业标准中分为室内和户外的做法相同,户外水性涂料对于VOC要求低于室内水性涂料。德国的蓝天使认证考虑了涂料的固含量以及VOC中各组分的沸点,对涂料VOC中沸点高于或低于200 ℃的组分含量作出详细的要求,同时限制了VOC和SVOC总量。美国绿色标签认证中对于清漆、色漆中VOC的要求为≤100 g/L,比我国HG/T 5862—2021中的要求(≤180 g/L)更加严格。欧盟生态标签认证和德国蓝天使认证都在限制VOC的基础上,进一步限制了SVOC的含量,意味着欧盟和德国对于VOC的监管范围更大、更严格。
国外标准中对于VOC的定义也各不相同,从对于VOC组分沸点的规定上就可见一斑。日本规定VOC组分的沸点范围为23~260 ℃,美国规定沸点≤280 ℃,而欧盟和北欧规定沸点≤250 ℃。此外,各国对于VOC的测试方法也不尽相同,美国使用ASTM D3960-05标准;欧盟规定VOC的测试使用ISO 11890-2和ISO 17895(VOC含量小于1.0 g/L)标准,SVOC测试使用ISO 11890-2标准。
4 涂料涂装技术发展趋势
2021年11月10日,我国和美国代表在联合国气候变化格拉斯哥大会期间发表了《中美关于在21世纪20年代强化气候行动的格拉斯哥联合宣言》,意味着两国在保护自然环境、使用清洁能源上再次达成一致,中美两国必将引领全球在绿色发展的道路上继续前进。纵览我国和其他国家各项环保法规、国家标准,继续提高政策法规和标准的严格程度、推广使用环保型涂料、开发绿色涂装和固化技术,一定是长期的发展方向。
水性涂料的产能将会继续增大,优质的高性能水性涂料将占据更大的市场。高固含量水性涂料是一种较为新兴的水性涂料,其固含量高。高固含量水性涂料在固化时挥发物少,可缩短固化前的干燥时间,减少耗能。一般而言,随着固含量的增大,涂料的黏度也会增大,给施工带来不便。因此,开发一批高固低黏的水性涂料是未来的一个重要研究方向。生物基水性涂料也是一种新兴的水性涂料,主要以植物油[52](蓖麻油、大豆油、葵花油等)和其他生物基材料衍生物为原料合成所需的低聚物。生物基原材料易得、价廉、可再生;植物油具有独特的化学结构,具有羟基(蓖麻油)、酯类、不饱和位点和其他官能团[53],是一种极具潜力的化石能源替代品。近年来,对于生物基水性涂料的研究热度呈现出明显上升的趋势,研究也开始向多方向展开。但仍然需要继续解决生物基原材料价廉但加工成本高、生物基水性涂料漆膜性能差的缺点。
此外,家具木制品用粉末涂料也是一个值得注意的研究方向。粉末涂料不含稀释剂,固含量(质量分数)为100%,涂料利用率可达95%。粉末涂料并非完全意义上的新型涂料,其在金属基材表面的涂装和固化技术已经成熟,在家居木制品行业中的应用主要集中在中密度纤维板(medium density fiberboard,MDF)这类平面板件的涂装上。MDF粉末涂料涂装前需要先对MDF板件进行预热,使板材表面温度达到110 ℃左右。预热的目的在于使内部水分移动到表面,降低MDF表面电阻,提高导电性,使粉末易于喷涂[54]。喷涂后,再利用中波红外-热风循环固化技术进行固化,固化所需时间与固化温度有关,固化温度135 ℃时,可在5 min内完成固化。相比水性UV固化涂料,粉末涂料的固化时间更长,但粉末涂料在环保、涂料利用率上更胜一筹。随着研究的进步,粉末涂料将会在家居木制品用涂料上占有一定的份额。
在技术应用上,主动借鉴其他行业如汽车、油墨行业中先进的涂装和固化技术,将会给家居木制品行业带来新的发展动力。对于木制品企业集中的产业园区,可以建设“共享喷涂中心”,实现对涂料喷涂和固化中产生的污染进行集中治理,也提高设备利用率、降低中小企业投资成本,提升木制品行业整体绿色健康发展。
