超声波协同离子液体预处理对酒糟纤维素酶解的影响
2023-02-08雷玉立曾凯龙艳范春泉金建陈文浩
雷玉立,曾凯,龙艳,范春泉,金建*,陈文浩
1. 西南科技大学生命科学与工程学院(绵阳 621010);2. 固态发酵资源利用四川省重点实验室(宜宾 644000);3. 西南科技大学经济管理学院(绵阳 621010)
酒糟是固态发酵生产白酒的主要副产物[1]*,富含各种营养物质,其中纤维素干基含量高达20%~30%,如果不及时处理,就会腐烂、恶化环境[2]*。酒糟纤维素对于动物来说适口性不佳,营养成分很难被消化吸收[3]*。此外,纤维素具有复杂紧密结构,很难被降解。因此,探究如何高效降解酒糟中纤维素,开辟酒糟利用的新途径,对于人类生产、环境保护、资源利用等具有积极作用。
关于酒糟的研究主要集中在蛋白饲料开发,制取沼气、生物乙醇,造纸和化工原料和提取纤维素等[4-5]*。国内相关研究已取得一定成效。离子液体预处理可以破坏纤维素的晶体结构[6]*、降低纤维素的结晶度和聚合度[7]*。超声波可以强化传质。柯巧媚等[8]*研究发现超声波预处理能促进酒糟纤维素酶解,纤维素转化率较未处理的提高35.4%。Yu等[9]*研究发现超声可以破坏稻壳的表面结构,从而提高酶解效率。这些方法在一定程度上可以促进纤维素的降解,但效果有待改进。因此,此次试验拟探寻酒糟纤维的高效酶解方法,助力“双碳”目标的实现。
以纤维素转化率作为考察指标,研究超声波处理温度、超声波功率密度、超声波处理时间、超声波工作间歇比对酒糟纤维素转化率的影响,并采用正交试验优化得出最佳参数,以期为酒糟纤维的高效酶解提供新方法。
1 材料与方法
1.1 材料与仪器
酒糟丢糟(水分4.86%、总灰分10.3%、粗纤维31.96%、可溶性糖5.82%、粗脂肪10.95%、粗蛋白26.45%,四川沱牌集团有限公司);纤维素酶(50 000 U/g,上海源叶生物科技有限公司);1-丁基,3-甲基咪唑六氟磷酸盐([BMIM]PF6,上海成捷化学有限公司);葡萄糖(CP,成都市金山化学试剂有限公司);柠檬酸、磷酸氢二钠(均为AR,成都市金山化学试剂有限公司);酒石酸钾钠、3, 5-二硝基水杨酸(均为AR,成都市科隆化学有限公司)。
FA2004N分析天平(上海菁海仪器有限公司);BILON-1000CT多用途恒温超声波提取机(上海比朗仪器制造有限公司);Eppendorf离心机(艾本德中国有限公司);HH-8数显恒温水浴锅(常州市金坛华特实验仪器有限公司);725紫外可见分光光度计(上海佑科仪器仪表有限公司)。
1.2 试验方法
1.2.1 工艺流程与试验步骤
鲜酒糟→前处理→超声波协同离子液体处理→离子液体回收→残渣→添加缓冲溶液→纤维素酶解→沸水浴灭酶→离心→上清液定容→DNS比色法测定还原糖含量→计算纤维素转化率
称取0.1 g酒糟至真空包装袋中,按料液比1∶50(g/mL)加入离子液体[BMIM]PF6,封口后在设定的参数下进行超声波协同离子液体预处理。预处理完成后,将离子液体和酒糟混合物转移至离心管中,以5 000 r/min离心10 min,回收上层离子液体,水洗沉淀2次,按料液比1∶20(g/mL)用磷酸氢二钠-柠檬酸缓冲溶液(pH 5.4)将酒糟转移至试管中并置于50 ℃恒温水浴锅中,预热至50 ℃后,按酶底比990 U/g加入纤维素酶,振荡酶解140 min,酶解结束后立即放入沸水浴中煮沸10 min,灭酶结束后,冷却,以5 000 r/min离心10 min,将上清液定容至10 mL。取5 mL上清液于比色管中,加入2 mL DNS试剂,用蒸馏水补齐至10 mL,振荡摇匀,沸水浴反应5 min后立即冰浴冷却至室温,并在540 nm测定吸光度,根据葡萄糖含量标准曲线得出还原糖含量,并计算纤维素转化率。
1.2.2 单因素试验设计
1.2.2.1 超声波功率密度对酒糟纤维素酶解效果的影响
按照1.2.1的步骤对酒糟纤维素进行超声波预处理和酶解,固定超声波工作间歇比5∶3(s/s)、超声波处理温度60 ℃、超声波处理时间5 min,研究超声波功率密度(167,333,500,1 000,1 500和2 000 W/L)对酒糟纤维素转化率的影响。
1.2.2.2 超声波处理温度对酒糟纤维素酶解效果的影响
基于1.2.2.1的结果,固定超声波功率密度500 W/L、超声波工作间歇比5∶3(s/s)、超声波处理时间5 min,研究超声波处理温度(40,50,60,70和80℃)对酒糟纤维素转化率的影响。
1.2.2.3 超声波工作间歇比对酒糟纤维素酶解效果的影响
基于1.2.2.2的结果,固定超声波功率密度500 W/L、超声波处理温度50 ℃、超声波处理时间5 min,研究超声波工作间歇比(5∶1,5∶2,5∶3,5∶4和5∶5 s/s)对酒糟纤维素转化率的影响。
1.2.2.4 超声波处理时间对酒糟纤维素酶解效果的影响
基于1.2.2.3的结果,固定超声波功率密度500 W/L、超声波处理温度50 ℃、超声波工作间歇比5∶2(s/s),研究超声波处理时间(5,10,15,20和30 min)对酒糟纤维素转化率的影响。
1.2.3 正交试验
由单因素试验得到单因素的优水平,选取影响比较显著的因素进行正交试验设计L9(33*)。
表1 正交试验设计表
1.2.4 对照试验
用正交试验得到的最优组合条件进行试验,以单一超声波预处理、单一离子液体预处理、不做任何处理作为对照组,对比分析4种不同酶解方法的纤维素转化率。
1.3 数据处理
每个试验重复3次,每次平行测定3次,结果以“平均值±标准差”表示。采用Excel软件进行各个因素试验的数据分析及作图;采用SPSS 22.0对各因素水平结果进行显著性分析,设定显著性水平α=0.05(n=9)。
2 结果与分析
2.2 单因素试验结果
2.2.1 超声波功率密度对酒糟纤维素酶解效果的影响
由图1可知,酒糟纤维素转化率先随超声波功率密度上升而上升,功率密度达到500 W/L,纤维素转化率开始下降,500 W/L时纤维素转化率最大。空化效应是超声波作用的主效应,空化导致的微射流使快速移动的水分子、固体颗粒之间不停地相互撞击,纤维素分子含有晶体缺陷的晶区快速变为小晶区[10]*,从而对纤维素形态及超微结构产生影响[11]*。超声波功率密度较高时,超声波探头附近会产生并聚集大量气泡,不利于传递能量[12]*;超声波功率密度较低时,又无法产生足够能量破坏纤维素结构[13]*。综上所述,选择500 W/L为超声波处理的最优功率密度。
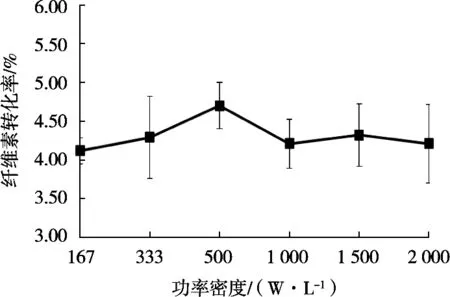
图1 超声波功率密度对酒糟纤维素酶解效果的影响
2.2.2 超声波处理温度对酒糟纤维素酶解效果的影响
由图2可知,不同超声波处理温度下,酒糟纤维素转化率总体呈先上升后下降趋势,纤维素转化率在超声波处理温度50 ℃时达到最高。超声波功率恒定时,温度越低,越难发生空化,而随着温度提高,蒸汽压力也相应增大,从而削弱空化作用[12]*。温度上升时,液相表面张力下降,而液相蒸汽压力随温度增加而迅速上升,空化阈值也相应地下降,在超声波强度较低的情况下,就会出现空化现象[14]*。一方面,空化阈随温度的下降而上升,因为温度会影响液体介质的黏滞性,液体介质黏度增大时,产生空化作用则需要更大的超声波声压,空化阈也越高[14]*;但是,温度升高,液体介质气体含量越少,空化泡核越少,空化阈就越高。综上,选择50 ℃为超声波处理的最优温度。
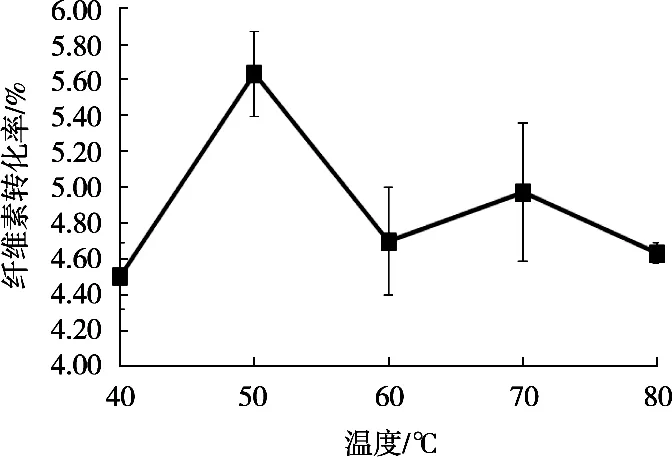
图2 超声波处理温度对酒糟纤维素酶解效果的影响
2.2.3 超声波工作间歇比对酒糟纤维素酶解效果的影响
由图3可知,不同超声波工作间歇比下,酒糟纤维素转化率总体呈下降趋势。不同工作间歇比对酒糟纤维素转化率的影响差异不显著(P>0.05)。工作间歇比5∶1(s/s)时,相同超声波时间内,超声波发出的次数最多,空化效应增强;间歇时间过长,超声波体系的空化泡核有足够的时间成长,以致溃散,空化效应减弱[14]*。综合实际考虑,选择5∶2(s/s)作为超声波处理的最优间歇比。
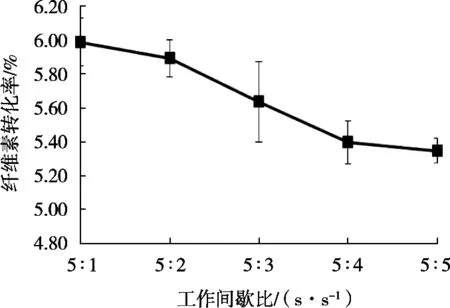
图3 超声波工作间歇比对酒糟纤维素酶解效果的影响
2.2.4 超声波处理时间对酒糟纤维素酶解效果的影响
由图4可知,不同超声波处理时间下,酒糟纤维素转化率总体呈先上升后平缓趋势,超声波处理时间达到20 min时,酒糟纤维素转化率基本达到最大值,之后酒糟纤维素转化率趋近平缓。超声波处理时间较短时,半纤维素和木质素不能很好地被释放出来,从而纤维素转化率随时间延长而增大[15]*。超声波处理时间20和30 min之间差异不显著(P>0.05),从实际出发,选择20 min为超声波处理的最优时间。
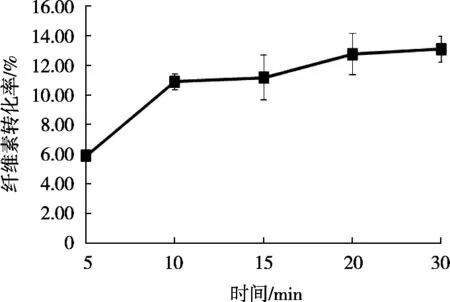
图4 超声波处理时间对酒糟纤维素酶解效果的影响
2.3 正交试验结果
根据单因素试验结果和显著性分析,由于超声波工作间歇比对酒糟纤维素酶解效果的影响差异不显著(P>0.05),将间歇比固定为5∶2(s/s),故选取超声波温度(A)、超声波功率密度(B)、超声波时间(C)3个因素进行正交试验,正交试验结果如表2所示。
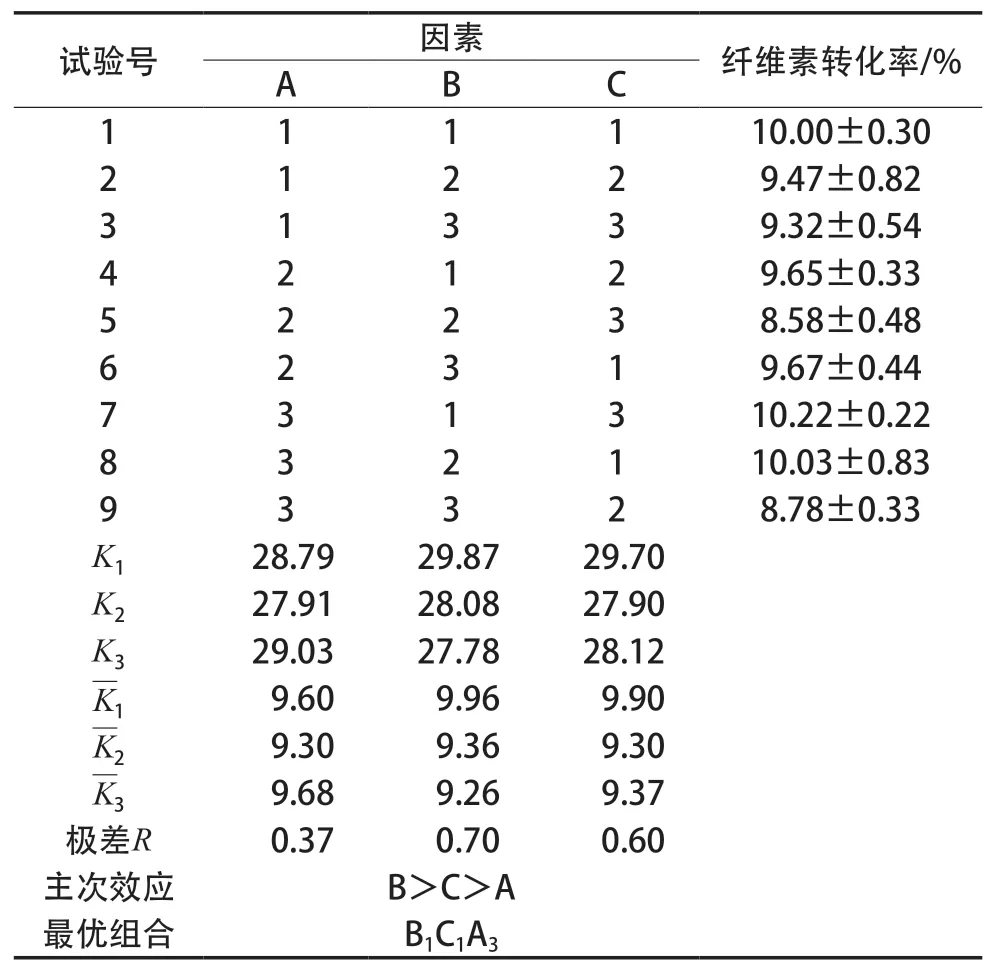
表2 正交试验结果表
如表2所示:3个因素的主次效应为B>C>A,即不同超声波功率密度对酒糟纤维素酶解效果的影响最显著,超声波处理时间的影响次之,超声波处理温度的影响最小,确定B1C1A3是最优的组合,即最优工艺参数为超声波功率密度B1(333 W/L)、超声波处理时间C1(15 min)、超声波处理温度A3(55 ℃)。
如表3所示:超声波功率密度、超声波处理温度、超声波处理时间3个因素均对酒糟纤维素的酶解效果有显著影响(P<0.05),其中超声波处理温度和超声波处理时间对纤维素的转化率存在极显著差异(P<0.01)。根据正交试验选出的最优组合为B1C1A3,正交试验设计表中并未出现此组合,需对最优组合的条件参数进行验证试验。验证结果表明,采用离子液体[BMIM]PF6、料液比1∶50(g/mL)、超声波功率密度333 W/L、超声波处理温度55 ℃、超声波处理时间15 min、超声波工作间歇比5∶2(s/s)、酶解时间140 min、酶解温度50 ℃、纤维素酶底比990 U/g、酶解pH 5.4进行试验,酒糟纤维素的转化率为12.05%。
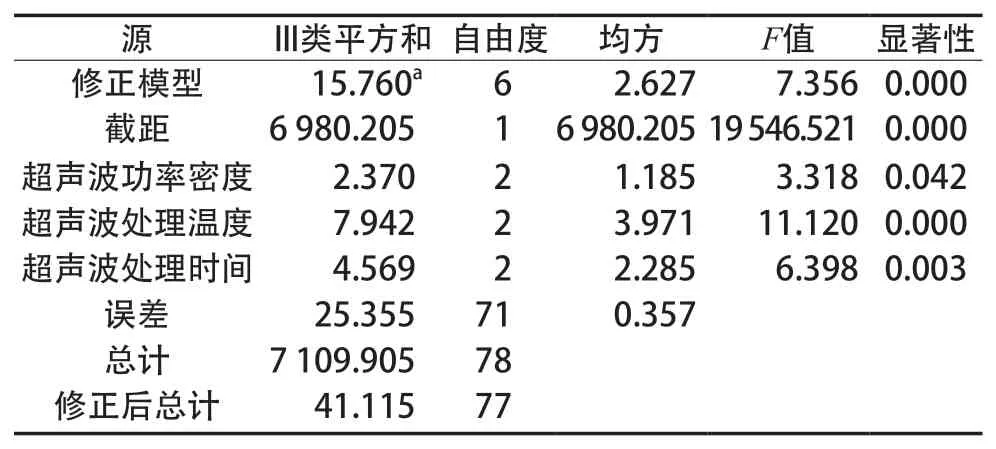
表3 方差分析表
2.4 对照试验结果
由图5可知,4种不同处理方法对酒糟纤维素酶解效果的影响差异显著(P<0.05),其中以超声波协同离子液体处理组的纤维素转化率为最高,其值为12.05%。未进行预处理的纤维素转化率为4.15%;单独超声波预处理的纤维素转化率为5.62%,与未进行任何处理(4.15%)相比,提高了35.4%,故超声波预处理对提高酒糟纤维素转化率具有较好的效果,表现为促进作用;单独离子液体预处理的纤维素转化率为10.84%,与未进行任何处理的相比,提高了161.2%,离子液体预处理能促进酒糟纤维素的酶解。

图5 对照试验结果
3 结论
试验以纤维素转化率为指标,研究超声波协同离子液体预处理对酒糟纤维素酶解效果的影响,并对工艺参数进行了优化。结果表明:酒糟纤维素经最优的超声波协同离子液体工艺条件处理后再进行酶解,其纤维素转化率为12.05%,与不做任何处理、单一超声波处理、单一离子液体处理相比,纤维素转化率分别提高了190.4%,114.4%和11.2%,表明超声波协同离子液体预处理对酒糟纤维素的酶解具有促进作用,可为酒糟纤维素的高效降解提供新思路。
