汽车轮毂洁净加工生产线设计
2023-02-04李长河陈民凯秦爱国刘宗毅赵同涛
李长河,陈民凯,秦爱国,刘宗毅,赵同涛
1.青岛理工大学 山东青岛 266520
2.青岛卡沃斯智能制造有限公司 山东青岛 266100
3.力鼎智能装备(青岛)集团有限公司 山东青岛 266061
4.山东金利特桥箱有限公司 山东潍坊 262501
1 序言
绿色发展是国际大趋势。当前环境和资源问题成为人类的共同挑战,针对如何实现可持续性发展已达成共识,绿色制造无疑是工业升级转型的必经之路。发展绿色制造技术,有利于缓解当前环境资源约束问题,有利于新经济增长点快速培育,而且对加速经济发展方式转变、推动工业转型升级、新旧动能转化及提升制造业国际竞争力具有深远历史意义。
我国汽车行业不断地发展,国内汽车的销量数次刷新全球记录,一直位于世界第一的销量水平[1]。但在我国汽车行业迅速发展的同时,汽车轮毂传统生产线在加工过程中大量使用矿物油切削液,造成了资源浪费、环境污染和危害操作人员健康等问题。据调查,一家中小型汽车轮毂生产厂家每年消耗的润滑液高达65万t,用于润滑液采购、废液处理等方面造价高达300余万元,且存在工作环境出现脏、乱、差等问题。因此,在改造生产线实现自动化的同时,必须保证汽车轮毂的洁净生产,使洁净生产与自动化生产完美结合是未来生产的必由之路[2,3]。
随着国际社会对绿色制造的支持,绿色冷却润滑方式也得到了发展,干式加工[4-6]在机械加工中的成功应用为绿色加工开启了新的道路,但由于缺少切削液的直接润滑,导致想要达到与浇注式润滑相同的加工质量就必须保证刀具的韧性、硬度和耐磨性,这使得干式加工受到刀具限制,且加工过程中由于没有介质参与,排屑和换热性能不足,不可避免地造成工件表面出现烧伤情况。随着学者们的深入研究,提出了低温冷却技术[7-10]。低温冷却技术是将低温气体介质喷射到切削区对切削区进行降温,起到冷却作用,达到加工要求。学者们进行大量试验探究低温冷却技术在车削、铣削等多种加工形式中的冷却效果[11]。试验表明,低温冷却润滑得到的工件质量、刀具寿命和润滑性能均优于干式切削,但与浇注式润滑相比,成本相差无几,且可能导致加工过程中氧气含量降低引起工人窒息,与绿色发展、保证人体健康冲突,需进一步发展研究[12-14]。继干式切削之后,提出了介于浇注式切削与干式切削的微量润滑技术[15-18],最小限度地使用切削液,保证加工质量。微量润滑技术是在高压气体中加入微量润滑油,借助高压气流,将微量润滑油雾化后注入高速切削区,进行冷却润滑和切屑排出。微量润滑油采用具有极好的生物降解性能的植物油作为基础油,极大地改善了工作环境,降低了对环境的污染,保证了工件加工质量[19-21]。将静电场等多能场耦合到加工过程中会起到更好的润滑效果[22-23]。因此,将微量润滑结合到生产线之中已成为必然选择。
由于传统生产线存在自动化不足的问题,而自动化不足也限制了润滑工况的改善,无法达到微量润滑与生产要素同步的要求,因此需对生产线整体进行改进。随着汽车销量的增长,对轮毂的生产效率提出了进一步要求,增强生产线智能化也是行业发展的必然选择。而汽车轮毂作为汽车的重要零部件,其精度、圆度和同轴度对汽车使用寿命、行车稳定性和驾驶员的安全有着重大影响[24]。因此,生产线智能化的改造不仅需要提高生产效率,而且需要保证轮毂生产的质量。但我国轮毂生产厂家规模不一,轮毂机加工大部分依旧采用人工配合机床加工完成生产,大量使用人力,造成生产效率低、成本高、产品性能不稳定,极大制约了轮毂行业的发展。部分生产厂家尝试进行智能自动化生产线改造,但国内企业缺乏自己的核心技术,智能生产线成本较高,使得生产厂家无力更新设备。
面对轮毂生产的需要,我国开始着手组建汽车轮毂的自动化加工生产线。汽车轮毂加工的柔性自动化生产线需实现多规格、多尺寸和变批量的轮毂生产,满足轮毂上下料、粗加工、半精加工、精加工及钻孔等方面的加工自动化流水作业[25]。由于轮毂加工的多样性,众多学者对轮毂加工过程进行了研究。传统的轮毂加工需更换不同工装设备来完成不同类型轮毂的加工[26],降低了生产效率,增加了成本,面对轮毂多规格、多尺寸的生产模式,对轮毂夹具进行改进是自动化柔性生产加工的大势所趋,刘德伟[27]对轮毂柔性夹具进行了设计与分析,通过旋转机构带动连杆实现不同半径轮毂的夹紧,并对夹具进行夹紧力和定位误差分析。梁盈富等[28]对汽车轮毂生产线中智能制造系统总体框架进行了设计,将MES系统和PLC技术与机床机器人相结合。轮毂自动化柔性生产线从柔性加工的夹具,到加工过程中的检测,再到整条生产线与物联网结合,其智能化已经得到长足的发展。
综上所述,生产线设计应解决以下问题:①轮毂的种类繁多,规格尺寸不同,往往需要不同的加工设备来完成生产。②加工单元采用岛式布局,各单元之间加工连续性不足。③浇注式润滑工况在加工过程中飞溅的润滑液会污染环境,影响工人健康。④上下料采用人工,使得成本增加、效率下降。汽车市场对轮毂的需求量巨大,以上问题亟待解决。因此设计了汽车轮毂洁净加工生产线,实现轮毂的上下料、机加工的自动化作业,并加装微量润滑装置来解决污染问题。
2 生产线整体方案设计
2.1 工艺优化设计
汽车轮毂加工的柔性自动化生产线需实现多规格、多尺寸和变批量的轮毂生产,满足轮毂的上下料、粗加工、半精加工、精加工及钻孔等方面加工的自动化流水作业。将轮毂机加工分为5道工序,其规程设计见表1,汽车轮毂加工需进行粗车、半精车和精车加工,将车削分为4道工序,钻孔在加工中心上进行,作为一道工序[29]。
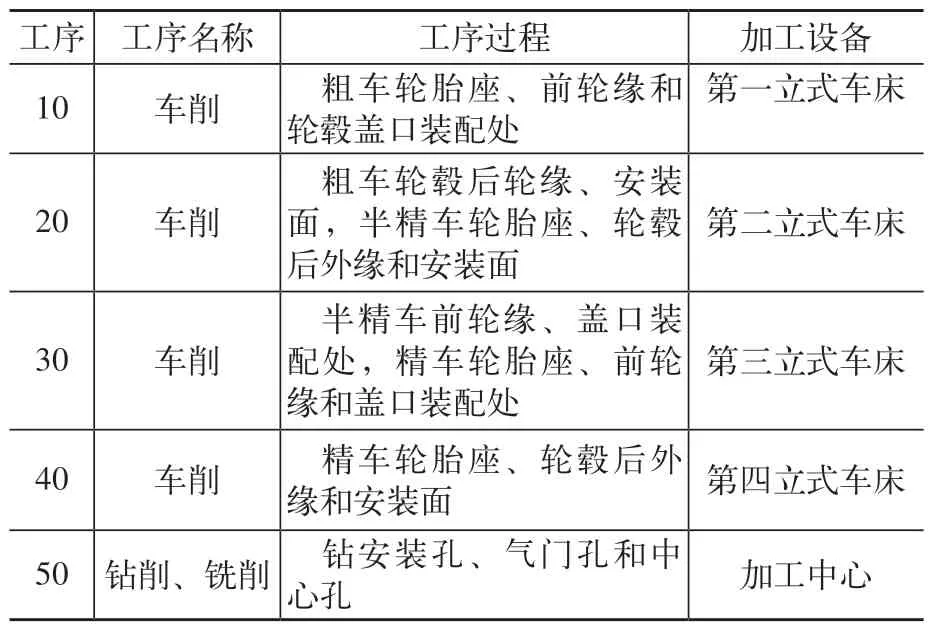
表1 轮毂加工工艺规程设计
2.2 生产线整体布局
从工艺流程出发,对上下料装置、机床夹具和生产工况进行整体设计,设计出的轮毂洁净生产线如图1所示。由4台立式车床和1台加工中心完成轮毂5道工序的加工,5台机床成两排布局,通过3台上下料机械手完成机床与辊道、辊道与辊道之间的物料传输。5台机床和3台机械手组成一个加工单元,车间可布置多个加工单元,通过上料装置进行统一上料。国内现有轮毂加工生产线多为人工搬运上料,既降低了生产效率,又增加了生产成本,因此采用设计出的自动化上料装置,实现生产线的自动上料。
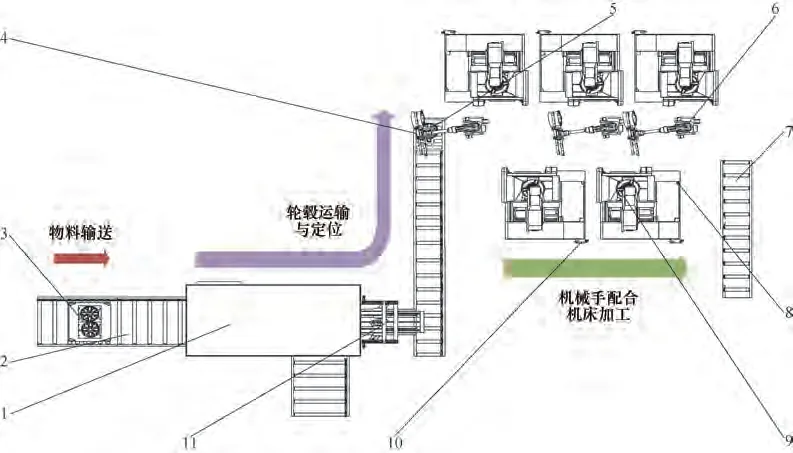
图1 汽车轮毂洁净生产线
3 产线主要部分设计
3.1 夹具柔性设计
随着汽车行业的发展,轮毂呈现出多样化的特征,而现有夹具柔性化程度不足,加工不同规格的轮毂需更换夹具,严重制约了轮毂的自动化生产。为解决该问题,学者对现有轮毂夹具进行了柔性设计与分析,但与生产线的联系不够密切。为适应自动化生产线的需求,设计了一款自动化轮毂夹具,其结构如图2所示。为解决重复定位精度问题,设置有自定位装置提高定位精度;为满足轮毂多尺寸柔性加工,夹紧爪收紧方式通过曲柄滑块机构实现,活动平台可进行轴向调节。自定位装置包括3个定位块、连杆、连接架和上下两部分组成的轨道架。夹紧部分包括固定平台、活动平台和由连杆机构连接的夹紧爪。
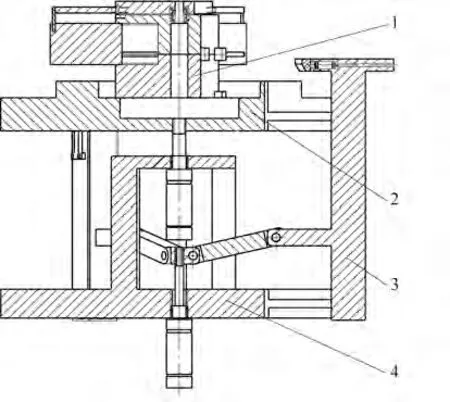
图2 夹具结构
自定位装置实现夹紧前的定位,为夹紧提高更好的定位精度,有利于减小重复定位误差。以轮毂底平面为主要定位基准面,活动平台限制轮毂X、Y轴转动和Z轴移动,在气缸的驱动下,通过连杆机构带动3个定位块同时向外运动,限制轮毂的X、Y轴转动,实现对轮毂的自定位;固定平台与机床相连接,夹紧爪的移动由第一气缸控制,第一气缸通过曲柄滑块机构将垂直的驱动力转换成水平的径向力,夹紧爪在径向力的作用下沿固定平台径向移动,对轮毂进行径向夹紧;第二气缸带动活动平台在Z轴移动,配合夹紧爪对轮毂进行轴向夹紧。
在加工时,夹紧力既要保证不破坏工件,又要保证加工的正常进行[4]。最小夹紧力为保证加工过程中汽车轮毂不因切削力发生位移偏转的夹紧力。气缸需对夹紧爪提供一个最小夹紧力保证加工的正常运行。加工时,夹紧爪与轮毂发生位置偏移,对轮毂产生的摩擦力,摩擦力与力偶相对,从而达到静力平衡,静力平衡条件为

式中,M为主切削力作用在轮毂上产生的力偶(N·m);f2为摩擦力(kN);d为摩擦力作用点到轮毂内孔中心的距离(mm)。
夹紧时的摩擦力是由单个夹紧力产生,刀具与轮毂接触产生的主切削力作用在轮毂上,形成力偶

式中,μ为定位爪下表面与轮毂凸缘表面间的摩擦系数;F2为单个拉臂给的夹紧力(kN);Fz为主切削力(kN);R2为轮毂半径(mm)。
设定机床加工铝合金轮毂时的参数:转速2500r/min,切削深度4mm,工件直径580mm,进给量0.5mm/r,切削长度为400mm。计算切削速度

主切削力可由式(5)计算得出[30]。

式中,Cfz为刀具材料有关的系数;ap为切削深度(mm);f为进给量(mm/r);Kfz为切削力修正系数;xfz、yfz、zfz为切削参数指数。
由此计算出最小夹紧力

式中,K为安全系数,粗加工时取2.75,保证夹紧力大于Fmin即可夹紧。
3.2 微量润滑装置
在《中国制造2025》中提出了推动制造业朝智能、绿色、高端等创新驱动方向发展。绿色加工是国际大趋势,在这种国际大趋势的推动下,轮毂生产线从浇注式转变为微量润滑式的加工工况成为必然。传统的浇注式润滑使用大量的矿物油切削液,污染环境、危害工人的健康且切削液的使用和处理费用昂贵,而微量润滑使用的切削液为植物油基切削液,具有良好的降解能力。微量润滑从浇注式的60L/h降至30~100mL/h[6],不仅减少了浪费,而且加工效果有所上升。
对生产线进行微量润滑装置的改造成为必然选择,微量润滑装置结构如图3所示,其悬挂式安装在机床上,为轮毂加工提供微量润滑工况。用微量润滑装置代替原有的浇注式润滑装置,并根据机床加工的主轴转速对微量润滑装置的注油量进行调整,这样既增强了润滑效果,又降低了成本和污染。
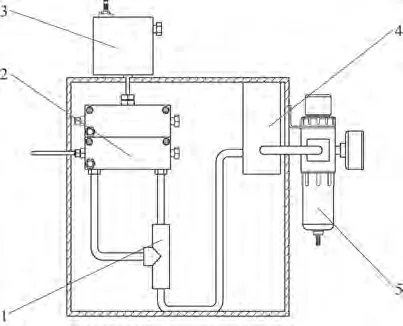
图3 微量润滑装置结构
3.3 上下料机器人轨迹规划与效率
上下料机器人负责各个加工机床之间及机床与辊道之间的物料传输,对生产线的加工效率有很大的影响。机器人结构如图4所示,包括现有机械臂和机械手,机械手具有两个抓取轮毂的位置,通过机械臂转动配合完成具有连续性的上下料,从而节约时间,提高加工效率。
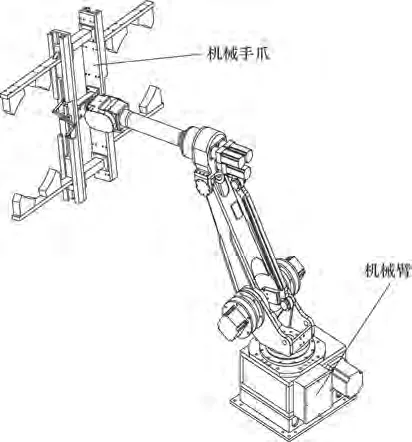
图4 上下料机器人结构
轮毂机械手搬运轨迹复杂,为避免机床与上下料机械手发生碰撞,对机械手进行轨迹规划尤为重要。以第一立式机床和第二立式机床之间的物料搬运为例,上下料机器人需示教的点为9个——1个pHome点、1个过渡点、3个避障点、1个定位装置抓取点、1个机床抓取点和2个机床放置点。机械臂通过偏移指令完成3个避障点之间的搬运,具体如图5所示。上下料流程在阶段1~阶段6之间循环,其中pHome点、过渡点和避障点之间采用关节插补运动,以空载最大运行速度v空载max和满载最大运行速度v满载max运行;避障点和抓取点、放置点之间采用直线插补运动,以空载最小运行速度v空载min和满载最小运行速度v满载min运行。
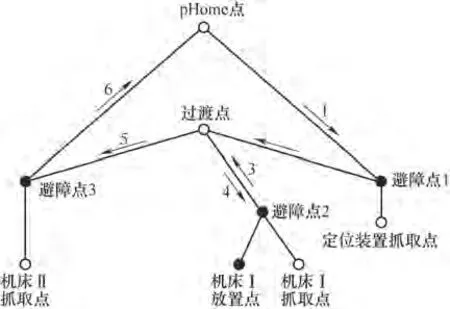
图5 机器人手部TCP轨迹规划
通过Robotstodio进行仿真,行动轨迹表明上下料机器人可以达到预期运行效果,以机器人代替人工搬运,提高了工作效率。通过TCP轨迹跟踪,可判断是否产生碰撞和干涉,节省实际调试时间避免意外。软件运行后,轮毂在辊道和各个机床之间平均搬运时间为27s,而在传统车间中,轮毂和机床间的上下料通过人工完成,平均搬运时间约为33s,上下料效率提高了

4 结束语
根据我国对轮毂生产的重大需求,针对自动化轮毂生产线组建的迫切要求,设计了汽车轮毂洁净加工生产线。通过对轮毂生产的加工工艺进行规划,对轮毂生产线进行整体设计,将各个生产单元通过上料装置实现并联;对轮毂夹具进行设计,实现对轮毂的自定位和柔性夹紧,并提高了重复定位精度,为轮毂加工提供保障;对加工机床进行改进,安装微量润滑装置,可根据机床不同的转速,对机床进行不同的供液,既可保证加工的精度与质量,又能减少资源浪费。设计方案通过虚拟仿真,对系统运行轨迹做出规划,模拟轮毂自动化生产过程,提高工作效率,为实际生产提供理论依据,实现轮毂洁净自动化加工。