PUR热熔胶封边机结构优化设计
2023-01-10李茂洪车天庚吕楚涛李晓旭刘子昕闫承琳
李茂洪, 车天庚, 吕楚涛, 李晓旭, 刘 东, 刘子昕, 闫承琳*
(1.广州弘亚数控机械股份有限公司,广东 广州 510700;2.广州极东机械有限公司,广东 广州 511300;3.中国林业科学研究院木材工业研究所,北京 100091)
随着人们生活水平与消费水平的提高,个性化定制家居市场发展迅速,在追求品质环保的同时,还要更加美观时尚;封边是家具生产流程关键工序之一,封边的表面质量、贴合强度和加工效率等都会影响整套家具的最终性能[1,2]。封边质量高的家具不仅具备高端的艺术水准和视觉美感,而且受湿度、温度等外部环境的影响小,性能稳定、使用寿命长,实现了板式家具功能性与艺术性的统一,更符合现代家居理念[3]。
目前家具生产主要采用的封边技术是EVA胶封边、PUR胶封边、激光封边和热风封边等。其中激光封边和热风封边作为新兴的封边模式,通过自身技术结合新型封边材料提升封边质量和美感,但由于成本高昂和核心技术受限,目前国内自主生产激光或热风封边机制造厂家很少,导致市场普及程度很低[4-7]。EVA胶封边属于传统热熔胶封边技术,工艺相对成熟,封边材料和热熔胶成本低廉,EVA封边材料适应性高,但胶层不耐高温,易出现封边条脱落、产生胶缝等问题;PUR热熔胶封边工艺耐溶性、耐冷性、耐热性、耐腐蚀性均比EVA胶高,具有优良的使用性能,采用耐高温PUR封边技术可以减小胶缝,提高板式家具产品的品质和使用寿命[8-10]。
热熔胶封边依旧是目前国内家具封边主体技术,PUR热熔胶封边工艺和设备仍需克服自身技术缺点,通过工艺创新与设备改进,引领家具制造业的大规模定制化服务快速发展[11,12]。广州弘亚数控机械股份有限公司研发人员通过在封边机领域的经验积累,对传统封边机的输送装置、涂胶装置、存胶装置、齐头装置和跟踪修边装置进行结构优化设计,改进研发出一套智能化、柔性化程度高的PUR热熔胶封边机,能够满足不同的封边要求,封边质量和封边效率大大提高。
1 传统热熔胶封边机
1.1 封边工艺与主要结构
热熔胶封边技术是通过熔胶设备将热熔胶融化并均匀地涂抹在板材上,使板材与封边带完美贴合。根据封边工件形状可以将封边机大致分为直线封边机和曲线封边机,不同类型封边机的加工流程不同,以传统直线封边机为例,热熔胶封边技术一般包括以下工序:涂胶、施压封边、切除余边、跟踪修边;为了进一步提高封边质量及效果,部分智能化程度较高的封边机增加了预铣、粗修、精修和抛光工序[13,14]。其工艺流程如图1所示:①预铣,去除待封板材表面的毛刺,提高板材表面平整度以待后续封边;②预熔:预铣后,将胶锅中的热熔胶加热到合适温度,为涂胶过程做前期准备;③涂胶:预铣后,使热熔胶平整涂布到待封板材表面;④封边:涂胶后,将封边带与涂好热熔胶的板材贴合并压紧;⑤切断:封边后,切断板材前、后两端封边带多余部分;⑥粗修:切断后,保留板材上下侧的多余封边带余量,其余部分切掉;⑦精修:粗修后,完全切除板材上下侧余量封边带并倒角(倒圆角或倒直角);⑧跟踪修边:精修后,对倒角后封边带上锋利棱边进行修整;⑨刮边:精修后,刮除板材上下侧封边带的棱角与划痕;⑩抛光:刮边后,将板材上、下棱边进行抛光。
传统热熔胶封边机一般由输送、预熔、涂胶、齐头、修边以及其他辅助装置组成。输送装置用于板材的入料、出料,衔接封边各个工序,实现板材封边的协调配合;预熔装置用于融化热熔胶,加热输胶管及涂胶装置,将固态的热熔胶转化成适用不同涂胶装置的液态热熔胶;涂胶装置主要分为下涂胶和上涂胶两类,将热熔胶采用辊涂方法涂布到板材待封边上;齐头装置包括用于切断封边条首端的下齐头锯组件及用于切断封边条尾端的上齐头锯组件;修边装置是利用刀具修掉封边齐头后的上下余料;其他辅助装置还包括压带装置、退带装置、驱动装置、密封装置等。

图1 热熔胶封边工艺流程图
1.2 传统热熔胶封边机存在问题
板材封边常见的质量问题一般为针孔、胶缝粗、胶合强度不够等问题,这些问题既影响板材家具的边部保护、防潮防尘、封闭有害气体等功能,也会影响家具的视觉美观[15]。封边机的安装和装配精度、封边板材的材质特点、封边带和热熔胶的种类、封边过程中工人操作的误差等因素都会影响封边质量,以下是传统封边机在热熔胶封边工艺过程中存在的问题:
(1)封边方式。目前家具生产厂家主要还是使用单台封边机进行封边作业,封边效率低、工作强度大,完成全部板材封边的落地次数多、费时费力;也有可以同时封四条边的封边机,但无法应付只需要封单条边、封两条边、封三条边等不同的工况条件。
(2)存胶清胶。PUR热熔胶易与空气发生化学反应,存储和转运难度大;较高的粘接强度在封边任务结束后又给胶锅清理增加了难度,且人工刮胶清理不能适应规模化封边生产需求。
(3)出胶涂胶。胶门堵塞是出胶过程主要问题,由于长时间工作,胶门出口处容易堆积粘接结团的热熔胶或人造板材颗粒,使板材表面涂胶不均,影响封边带与板材的粘接质量;涂胶过程存在熔胶泄露问题,密封效果不好会导致热熔胶在胶门处泄露形成堵塞,从而影响涂胶均匀性。
(4)齐头修边。在齐头和修边的实际操作过程中,需要人工多次调整切割余量和锯片角度,加工速度慢、工作效率低,且对操作人员的技能要求较高,不符合规模化、自动化的封边需求。
2 PUR封边机结构优化改进
2.1 封边机工作过程
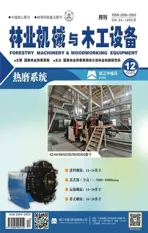
本文设计的PUR热熔胶封边机如图2所示,主要由预铣装置、涂胶装置、压贴装置、齐头装置、仿形跟踪修边装置、抛光装置和控制系统等组成。
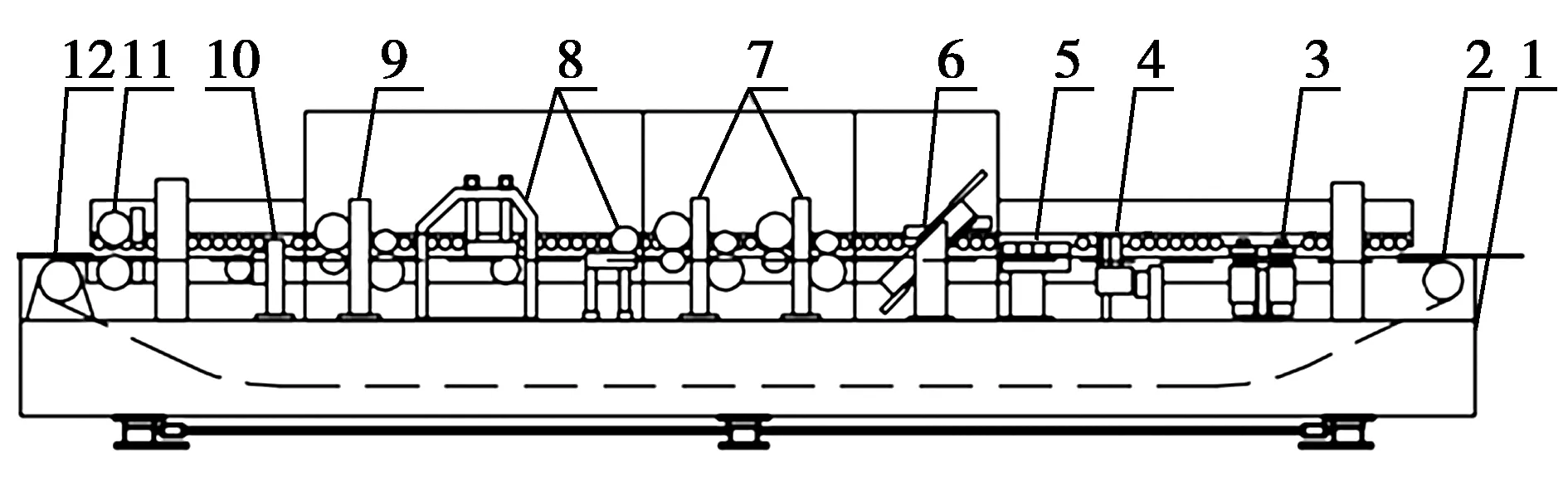
图2 改进后PUR热熔胶封边机结构示意图1.床身;2.导向板;3.预铣装置;4.涂胶装置;5.压贴装置;6.齐头装置;7.修边装置;8.仿形跟踪修边装置;9.刮边装置;10.开槽装置;11.抛光装置;12.循环输送装置
封边机工作过程如下:首先根据加工要求,通过循环输送装置将板材输送至封边机相应位置进行封边的涂胶和封边加工;利用涂胶装置的可弹射胶门结构控制适宜的施胶量,将熔融胶均匀涂布到板材待封边上并压带封边;封边完成后将板材运输到齐头加工位置切割余量,将前后多余的封边带切掉,再将其运输到修边加工位置,利用修边装置完全切除板材上下侧余量,再将其运输到仿形跟踪修边装置对封边带进行棱角处理,最后封边机对板材进行刮边和抛光处理;待板材的封边加工任务结束后中转装置将胶锅中的残余PUR热熔胶进行储存并可清理。
2.2 关键装置设计改进
本文对传统热熔胶封边机的输送、涂胶、齐头和跟踪修边装置进行了结构改进,重点完成涂胶装置结构优化,增设了可弹射胶门结构和止动结构,同时优化了密封结构;针对PUR胶不易存储问题增设中转装置,同时增强了整机和各装置控制系统信号快速采集分析和传输处理能力。改进后的PUR热熔胶封边机具有稳定灵敏的控制系统,实现了存胶、涂胶、齐头、修边和清胶的一体化加工,智能化和柔性化水平大幅度提高,符合定制化和规模化生产需求。
2.2.1 循环输送装置
针对目前传统封边机只能同时封单条边或四条边而不能灵活处理实时工况的问题,本文设计了一种循环输送装置,如图3所示,主要结构包括两个上料输送辊、两个出料输送辊、两个回转抓取机构和尺寸识别单元等,其中回转抓取机构和尺寸识别单元是本装置的核心。回转抓取机构为两平行吸附板,用来转换板材方向,各输送辊上设有间距控制阻挡件用以控制板材的间距;尺寸识别单元采用光电传感器等组件,用以读取板材条形码或二维码信息并传回控制系统做出处理。循环输送装置可以通过尺寸识别单元对进入该封边机的板材进行扫码识别,获取板材的加工要求信息,完成板材单条边封边、两相对边封边、两相邻边封边、三条边封边、四条边封边中的任何一种加工要求,使得封边加工更为智能化和柔性化。
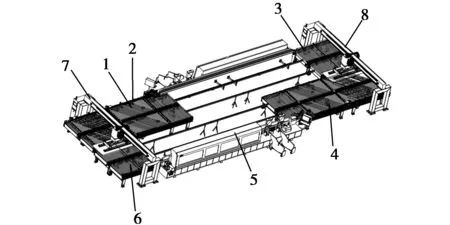
图3 循环输送装置示意图1.第一上料输送辊;2.尺寸识别单元;3.第一出料输送辊;4.第二上料输送辊;5.封边加工机构;6.第二出料输送辊;7.第一回转抓取机构;8.第二回转抓取机构
2.2.2 涂胶装置
涂胶装置主要实现出胶和涂胶两个功能,针对两个过程存在的不同问题分别进行了结构优化。
(1)可弹射胶门结构
针对出胶过程中容易出现的胶门堵塞问题,本文在传统涂胶装置基础上增设了一个可弹射胶门结构,主要结构包括气缸、连杆、摆动杆、限位机米螺丝、盖板、气缸的固定座和安装座等,如图4所示。该结构通过进胶口气缸和出胶口气缸的收缩或伸出实现胶门的弹性启闭,同时拥有定量施胶和胶门清洁的功能,实现了PUR胶封边机的柔性化改进,具体实现方案如下:①胶门的开闭:工作时两个胶门同时打开,上溶胶胶锅中的热熔胶在加热到合适的温度后,通过出胶口胶门流到涂胶轴上对板材边缘进行涂胶,然后随涂胶轴转动进入进胶口胶门回流入胶锅。当涂胶装置不工作时,出胶口气缸处于伸出状态,控制胶门为关闭状态,同时进胶口气缸处于收缩状态,控制胶门处于关闭状态。②定量施胶:当胶锅中热熔胶温度加热到加工温度时,出胶口气缸处于收缩状态,进胶口气缸轴端收缩带动进胶口胶门打开;同时由于气缸收缩也会使摆动杆逆时针转动,此时两个气缸座会同时向前移动一定距离,带动出胶口气缸向前移动一定距离,进而使出胶口胶门顺时针旋转打开一定缝隙;通过旋转安装在气缸固定座上的限位螺钉控制出胶口胶门开口大小,使涂胶机构工作时涂胶轴上有合适的胶量。③胶门清洁:涂胶轴工作一定时间或有一定数量的板材涂胶后,出胶口容易产生积胶现象;控制驱动机构中出胶口气缸瞬间伸出再收缩使出胶口胶门瞬间开大(弹射胶门),由于内部出胶压力大,胶门处结团的堵塞物会从出胶口处带出,实现胶门的自动清理。
图4 可弹射胶门结构示意图1.胶锅;2.连轴;3、4、11、13.限位螺钉;5.胶门;6.连杆;7.盖板;8.上盖板;9.涂胶轴;10.气缸固定座;6、12.限位机米;14.气缸连接块;15.气缸;16.摆动杆;17、18、20.光轴;19.气缸安装座;21.气缸;22.气缸连接块
(2)密封结构
针对涂胶过程中热熔胶容易泄露的问题,本文在涂胶装置中设计了一个密封结构,主要结构包括密封圈、限位套、限位圈、连接螺母、锁紧螺母等,如图5所示。密封圈是本结构的核心,包括内圈、外圈和连接面,内圈和外圈通过连接面相连,使密封圈整体呈U型结构,密封圈内外壁与涂胶轴和第一孔壁相抵接。U形结构可以有效提升密封圈的弹性贴合性能,在工作轴发生左右晃动时,内圈能够随着晃动,始终贴合工作轴的外壁面,从而保证了密封圈的密封性能,大大提高设备使用性能,节约生产和维护成本。
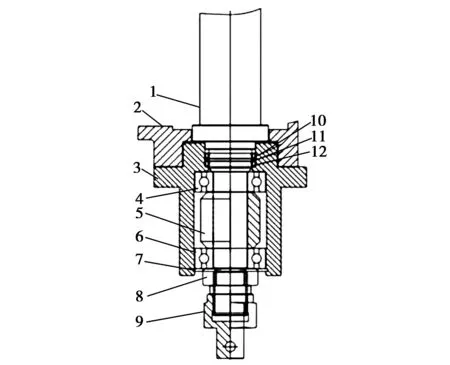
图5 密封结构1.涂胶轴;2.熔胶盒;3.底座;4,6.高温轴承;5.限位套;7.限位圈;8.锁紧螺母;9.连接螺母;10、12.密封圈;11.挡圈
(3)止动结构
针对涂胶结束后板材与涂胶装置二次接触的问题,本文在涂胶装置中增设了一个止动结构,主要结构包括固定座、驱动气缸、限位组件、涂胶组件等,如图6所示。驱动气缸和限位组件是本结构的核心,在涂胶装置的机架上设置固定座,并且在固定座上设有驱动机构,再通过驱动机构驱动限位组件以实现涂胶机构上涂胶组件的止动,具体实现方案如下:板材在涂胶过程中会经过涂胶轴前面的导向器,当板材脱离导向器时,板材也就脱离了止动结构,而止动结构上的涂胶组件在其驱动气缸推动下依旧朝向板材方向移动,此时通过与板材驱动方向平行的驱动气缸反向驱动,在板材离开涂胶轴之前,驱动限位组件抵住涂胶组件以实现止动,防止板材脱离后涂胶组件在驱动气缸的驱动下继续朝向板材的方向移动,从而避免二次接触。
2.2.3 中转装置
针对PUR热熔胶存储和清理困难的问题,本文设计了一种中转装置,如图7所示,主要结构包括存储箱、抽真空组件、旋转加热组件、刮胶组件、胶锅等,抽真空组件、旋转加热组件和刮胶组件是本装置的核心。中转装置可以实现PUR热熔胶的暂时存储和用后清理,为规模化热熔胶封边生产提供条件,具体实现方案如下:①实现存胶功能过程中,抽真空组件中真空泵抽出容置腔内的气体,真空存胶装置可以提前设定保持负压,当箱体内气压高于保持负压时控制系统驱动真空泵工作,保证存储箱实现稳压。当需要取出胶锅时,系统控制电磁阀打开,外界大气进入到容置腔内使得腔内真空状态破坏,方便胶锅的取出。②在实现清胶功能过程中,旋转加热组件加热胶锅使热熔胶熔化,加入适量的冲洗剂(防止PUR胶反应固化)并控制涂胶轴转动,PUR热熔胶在涂胶轴的旋转下顺着刮胶组件流向清胶盒中,实现清胶过程。
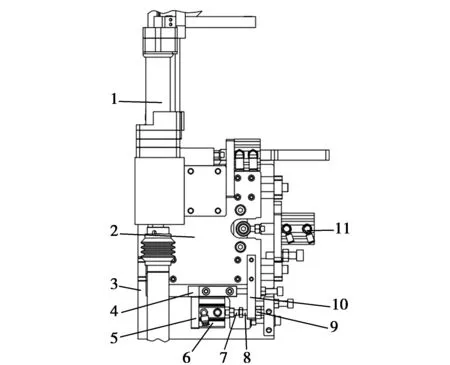
图6 止动结构1.涂胶轴;2.涂胶组件;3.机架;4.固定座;5.气缸座;6.驱动气缸;7.第一限位螺母;8.输出轴;9.第二限位螺母;10.限位板;11.驱动件
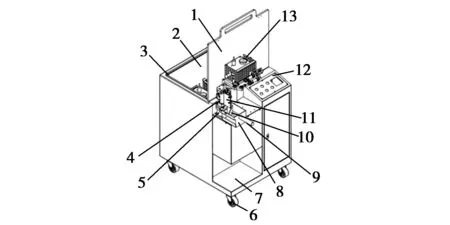
图7 中转装置1.箱盖;2.抽真空组件;3.密封胶条;4.涂胶轴;5.旋转加热组件;6.万向轮;7.装置平台;8.清胶盒;9.把手;10.支架;11.刮胶组件;12.控制系统;13.胶锅
2.2.4 水平齐头装置
针对传统封边齐头作业中需要手动调节齐头余量且锯片的切割角度不能调整的问题,本文对齐头装置进行了结构优化,主要结构包括控制系统、横梁、两个齐头机构和横向驱动组件等,如图8所示。齐头机构是本装置的核心,包括固定板、旋转板、滑座、定位板、移动组件、升降组件、切割组件、距离微调组件、水平摆动和竖直摆动组件;各组件都与控制系统电连接,准确性和可靠性高。水平齐头装置可实现0°~25°范围内切割余量大小的灵活调节,两齐头结构通过控制系统实现同时切割,控制系统内检测单元根据实际切割余量灵活调整锯片角度,提高了工作效率,节省了时间成本。
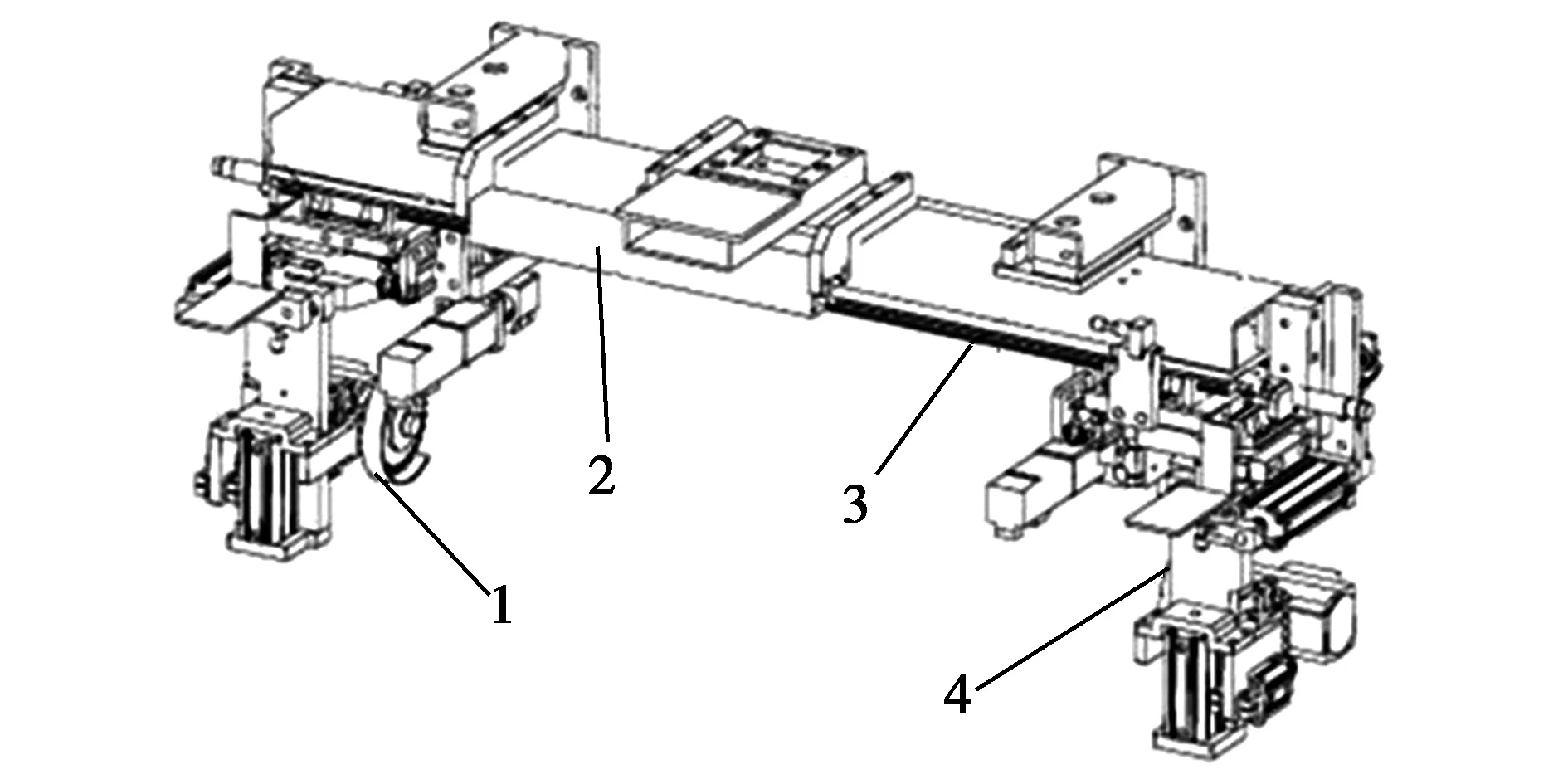
图8 水平齐头装置1.左齐头机构;2.横向驱动组件;3.横梁;4.右齐头机构
2.2.5 仿形跟踪修边装置
现有跟踪修边装置的作用是通过气动控制刀具跟随板材同步移动,其无法控制刀具与板材的相对移动,加工速度比较低。本文设计了一种仿形跟踪修边装置,如图9所示,其结构包括上、下跟踪修边组件、驱动组件、行程组件、滑动组件等,跟踪修边组件和驱动组件是本装置的核心。具体实现方案如下:进行齐头切割之后的板材输送到修边加工位置时,
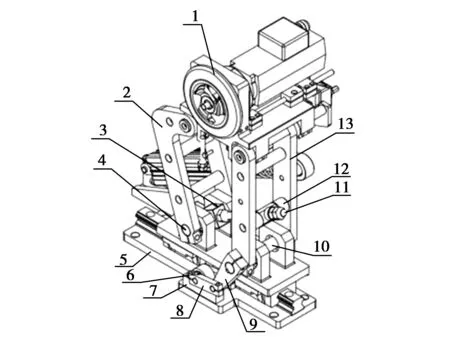
图9 仿形跟踪修边装置1.修边电机;2.第二跟踪支板;3.转动块;4.第二光轴;5.底板;6.第一光轴;7.轴承座;8.锁紧板;9.摆臂板;10.轴承;11.导向杆;12.横杆;13.第一跟踪支板
被跟踪修边组件感应到,驱动组件提前驱动下跟踪修边组件和上跟踪修边组件运动,使其追赶板材,并在板材到达前使修边电机到位。在保证封边稳定性的前提下,根据板材信息自行调节加工位置以适应对不同板材的修边需求,通过设置追踪装置使仿形跟踪修边装置的加工速度最快达到0.43 m/s,提高了封边机修边效率和柔性加工水平。
3 结论
本文基于PUR热熔胶性能特点以及传统热熔胶封边技术存在问题,对传统热熔胶封边机进行了结构优化,循环输送装置可满足不同封边工况,为涂胶装置研发了可弹射胶门、密封和止动结构,中转装置能够真空存胶和自动清胶,并提高了齐头装置和跟踪修边装置的自动化水平和工作速度。改进后的PUR热熔胶封边机实现了存胶、涂胶、齐头、修边和清胶的一体化加工,以及板材封边工艺的自动化、柔性化,为家具制造业的大规模定制化提供了高性能智能封边设备。