微波预热对刨花板板坯中温度分布规律的影响∗
2022-12-26唐培朵冼学权黄正规黄志民黎演明
唐培朵 冼学权 黄正规 黄志民 黎演明
(1. 广西科学院,广西 南宁 530007;2. 广西祥盛家居材料科技股份有限公司,广西高性能无醛刨花板工程技术中心,广西 崇左 532599)
微波是指频率在300 MHz~300 GHz范围内的电磁波(波长1 m~1 mm)。目前国内工业常用的微波频率为915 MHz和2 450 MHz[1-3]。微波加热是一种通过介质与微波间的相互作用,使微波创造的电磁能转化成热能的加热方法。但并非所有的材料都能被微波加热,能被微波加热的物质称为介质。从分子结构来分析,介质是由极性分子、电偶极子、偶极子等组成。在无外加电场时,介质内部的正负电荷中心不重合,排列也杂乱无章,呈随机分布状态[4]。在微波电磁场的作用下,介质电荷从随机散布状态转为有序取向排列,始终以每秒数十亿次的频率不停地做取向运动,引起分子剧烈运动与碰撞摩擦,直接将电磁能转化为热能。
在木材行业微波多用于加热、干燥、杀菌等方面,在这些应用中木材结构均未被破坏[5-8]。对木材进行微波处理,利用的是微波热效应和非热效应共同作用[9]。将木材置于微波电磁场中,木材分子和木材中的水分子均会随着微波电磁场的变化而不停地旋转、摩擦,由于两者存在极性差异,故微波能主要被木材中的水分子吸收。
人造板生产需要消耗大量的能源[10-11]。据统计,生产1m3刨花板需要消耗热能2.3~2.7 GJ,电能160~180 kW·h[12-13]。在刨花板的固化成型工艺中,由于木质纤维的导热性差,刨花板板坯需要在高温下连续热压,通过热辊由外到内的热传递加热方式实现板坯整体加热至160 ~180 ℃,能源和时间消耗较高。刨花板的固化成型是决定刨花板整体生产速率和产品质量的关键环节[14-15]。利用微波对板坯进行预处理,可使板坯尤其是板芯温度在进入热压机之前得到迅速提高,从而减少连续热压时间,降低能耗[16-18]。而微波加热的定向性,可使刨花板板坯被整体加热,使其内部纤维组织与胶黏剂结合更加均匀,从而提升刨花板产品品质。为此,本文采用微波加热技术,并结合红外热成像技术,对微波功率、预压高度、微波预热时间等因素对刨花板板坯中温度分布规律的影响进行研究。
1 材料与方法
1.1 材料
试验用刨花,含水率约为12%,由广西祥盛家居材料科技股份有限公司提供。
1.2 试验设备
全数字化变频工业微波炉(WeboX-A6型),微波频率(2 450±50)MHz,转盘式加热,仪器仓体内有6个先进、巧妙设计的微波输入馈口,加热均匀,株洲市微朗科技有限公司;红外热成像仪(英菲P2型),采用英菲感知热像头及配套分析软件,用于拍照和录制视频记录温度数据,无锡英菲感知技术有限公司;便携式木屑水分仪(TK100W),青岛拓科仪器有限公司;电子天平(JY2002),上海衡平仪器仪表厂;平板硫化机(JGW-300),青岛金港湾机械有限公司;鼓风干燥箱(DHG-9240A),上海天呈实验仪器制造有限公司。
1.3 板坯制作
依据目标厚度为18 mm、板面尺寸为300 mm ×300 mm、密度为0.72 g/cm3进行组坯。称取刨花1.167 kg,然后根据试验需求,将刨花平均分成若干等分,进行分层铺装,层与层之间选用纱布隔开(纱布不仅可以起到分层的作用,同时还可以不影响水分的转移),铺装完成后进行预压,使其达到试验要求的预压高度。
1.4 温度分布规律试验
试验工艺主要包括:刨花称重→分层制作板坯→压机预压→微波预热→红外热成像仪拍照并记录。
温度测量步骤:1)将板坯分成5 层,微波预热时用红外热成像仪录制视频,微波预热后迅速移开上层,并拍照记录每层的温度分布情况;2)将板坯分成2 层,微波预热后迅速移开上层,用红外热成像仪拍照并记录中间层1/2 处温度分布情况。
2 结果与分析
2.1 微波预热后板坯中温度的分布规律
采用频率为2 450 MHz的工业微波设备对板坯进行微波预热处理,在微波预热时间为45 s,预压高度为60 mm,微波预热功率为6 × 250 W、6 × 500 W和6 × 750 W的条件下进行板坯内部温度测定试验,得到不同功率下板坯各层在微波预热后的红外热成像图(见图1),不同功率下板坯各层最高温度和平均温度统计如表1 所示,根据P2 英菲热像头录制的不同功率下微波加热45 s的视频数据绘制而成的板坯表层最高温度随加热时间的变化规律如图2 所示。

图1 不同功率下板坯各层在微波预热后的红外热成像图Fig.1 Infrared thermal imaging of each layer of the slab at different power levels after microwave preheating

图2 板坯表层最高温度随加热时间的变化规律Fig.2 The maximum temperature of the surface of the slab changes with the heating time

表1 不同微波功率下板坯各层最高温度和平均温度Tab.1 The maximum temperature and average temperature of each layer of the slab at different microwave power levels
根据图1所示红外热成像图颜色差异,可快速直观辨别出板坯内部横向切面上温度随微波功率增加而升高(例如:A4→B4→C4对比)。结合图2分析可知,板坯整体温度随微波功率的增加逐步呈线性升高趋势。此外,从表1分析可知板坯内部纵向切面上各层温度均比较接近(第一层除外)。这说明刨花板板坯经微波预热后,其内部各个位置的温度一致,微波加热具有均匀性。但第一层也就是表层,其温度均稍低于其他各层,呈现出板坯内部温度高于表层温度,形成温度梯度。这可能是由于板坯内部缺乏散热条件,且板坯表层不仅有热损失,还有水分的蒸发,导致板坯内部温度实际上高于表层温度[19]。此外,在微波处理过程中,木材内部的温度分布规律及均匀性与微波加热方式直接相关[20-22]。本试验采用的微波设备仓体内有6个先进的巧妙设计的微波输入馈口,以双向微波辐射方式进行加热,木材内能形成内高外低的温度梯度,且温度分布均匀性较好。
鉴于微波加热的均匀性,故接下来的试验均通过记录板坯内中间层1/2处温度分布来考察微波预热功率、预压高度、微波预热时间等因素对刨花板板坯中温度分布情况的影响。
2.2 不同微波预热功率对板坯中间层温度的影响
采用频率2 450 MHz的工业微波设备对板坯进行微波预热处理,分别选用6 × 400 W、6 × 500 W、6 ×600 W、6 × 700 W和6 × 800 W 5种不同加热功率,在预压高度60 mm,微波预热时间为45 s的条件下进行板坯内部温度测定,得到不同功率下板坯经微波预热后中间层1/2处红外热成像图及温度,如图3和表2所示。
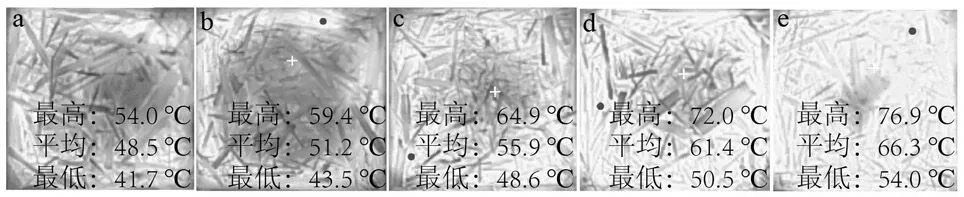
图3 不同功率下板坯微波预热后中间层1/2 处红外热成像图Fig.3 Infrared thermal imaging at the middle layer of the slab at different power

表2 不同功率下板坯微波预热后中间层1/2 处温度Tab.2 Temperature at the middle layer of slabs at different power levels
从图3中的红外热成像图颜色差异及表2中统计的温度增长趋势,可以看出相同的微波预热时间内微波功率越大,板芯升温速度越快,这说明微波功率越大越有利于提高板坯板芯的预热温度。目前,国内外在板坯预热方面做了大量研究,利用微波对板坯进行预热处理,一个重要的也是最直接的作用就是使板坯温度,尤其是板芯温度在进入热压机前得到提高,缩小板芯初始温度与固化温度之间的温差,从而达到减少热压时间实现快速固化,进一步缩短生产周期,提高生产效率并减少能耗[4,19,23]。此外,板坯被整体同步加热,固化均匀,使内部组织结构更加均匀化[24],可提升刨花板产品品质。
2.3 预压高度对板坯中间层温度的影响
分别选用40、60、80、100 mm和120 mm5种不同预压高度,采用频率2 450 MHz的工业微波设备对板坯进行微波预热处理。在微波功率为6×500 W,微波预热时间为45 s的条件下对板坯内部温度进行测定,得到不同预压高度板坯经微波预热后中间层1/2处红外热成像图及温度,见图4和表3。

图4 不同预压高度板坯微波预热后中间层1/2 处红外热成像图Fig.4 Infrared thermal imaging at the middle layer of the slab at different pre-pressure heights

表3 不同预压高度板坯微波预热后中间层1/2 处的温度Tab.3 Temperature at the middle layer of slabs at different pre-pressure heights
从图4的红外热成像图可以看出,图片中颜色和亮度相近,说明板坯经微波预热后中间层1/2处的温度相近。这可能是因为板坯的预压高度(40~120 mm)均在微波的穿透范围内,都可以达到均匀加热的结果。在微波处理过程中,木材的加热深度由微波频率决定[6,25-26]。一般木材用的微波频率为2 450 MHz和915 MHz,其对应波长分别为12.2 cm和32.8 cm。然而表3中记录的平均温度虽接近,但仍有随预压高度降低呈现升温的轻微趋势。这可能是预压高度越大,孔隙率越高,热损失较快,不利于升温;而预压高度越小,样品越致密,有利于传热与升温。本试验采用的设备微波频率为2 450 MHz,且板坯无预压时,高度约为120 mm,预压后高度均在微波加热可及范围内,故呈现出预压高度对微波预热后的板坯温度分布影响不大的结果,但仍有随预压高度降低而升温的趋势。考虑到预压成本,本试验均选用60 mm预压高度作为试验条件。
2.4 不同微波预热时间对板坯中间层温度的影响
分别选用20、25、30、35 s和40 s 5个不同微波预热时间,采用频率2 450 MHz的工业微波设备对板坯进行微波预热处理。在室温为30 ℃,微波功率为6×850 W,预压高度为60 mm的条件下对板坯内部温度进行测定,得到不同微波预热时间的板坯中间层1/2处红外热成像图及温度,如图5和表4所示。
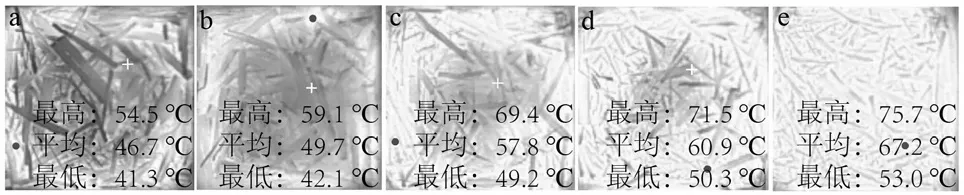
图5 不同微波预热时间的板坯中间层1/2 处红外热成像图Fig.5 Infrared thermal imaging at the middle layer of the slab at different microwave preheating time

表4 不同微波预热时间的板坯中间层1/2 处的温度Tab.4 Temperature at the middle layer of the slab at different microwave preheating time
由图5的红外热成像图可以看出,图片的颜色随微波预热时间增加逐步变亮,说明板芯温度也逐步上升。表4中统计的平均温度数据也能清晰地反映出板芯温度随微波预热时间的增加而逐步上升的趋势。此外,在6 × 850 W功率下微波预热35 s,板坯中间层1/2处的温度从室温30 ℃升至60.9 ℃,可实现迅速升温30 ℃左右,说明微波加热具有定向性,效率高。一般而言,蒸汽加热时热能转换利用率为15%以上,红外线加热时热能转换利用率为50%,而微波加热时热能转换利用率高达95%以上[9]。同时,木材中的表面水和分子结合水是刨花中的主要吸波介质,故水分含量和水分的分散程度决定了木材微波加热的热效率。当木材中含水率降到15%以下时,木材介电弛豫频率小于微波加热频率,木材的介电常数随温度升高而不断增大。本试验所使用的刨花初含水率约为12%,因此在整个加热过程中始终能保持高效率。
3 结论
本文采用微波加热技术,并结合红外热成像技术,研究了微波功率、预压高度、微波预热时间等因素对刨花板板坯中温度分布规律的影响,得出以下结论:
1)采用微波对刨花板坯进行预热处理,同一层板坯内部温度分布均匀,并随着微波功率的增加,整体温度逐步呈线性升高趋势,但板坯表层因热损失和水分蒸发,导致板坯内部温度实际上高于表层温度,形成温度梯度。
2)增加微波功率,降低预压高度和增加微波预热时间,有利于提高板坯整体温度。基于微波优异的穿透性,在40~120 mm的预压高度范围内,板坯经微波预热后其内部温度分布均匀。
3)微波对木质纤维加热具有定向性,可在35 s内使板坯迅速升温30 ℃,比传统热传导具有更快的加热速度,且整个加热过程中始终能保持高效率,有利于提高刨花板的整体生产速率,同时降低加热能耗。
