切丝机铜排链整体拆装辅助装置的设计与应用
2022-12-20黎志国彭建虎段宁东
黎志国,彭建虎,段宁东
深圳烟草工业有限责任公司,广东省深圳市龙华区龙华街道清宁路2 号 518109
切丝机是将片烟或烟梗切成指定宽度的叶丝或梗丝的生产设备,切丝宽度通常由切丝机铜排链输送装置的进给速度和刀辊转速决定。铜排链在切丝机运行过程中输送并压实片烟或烟梗,但运行一段时间后铜排链铰接位置堆积的油污和烟垢容易导致铜排链僵硬、啮合差、运行受阻,造成片烟或烟梗在铜排链上打滑,影响切丝宽度的均匀性,因此需要定期拆卸铜排链进行清洁和保养。铜排链拆装辅助装置分为分段式和整体式两种类型:①分段式拆装是将铜排链的铰接销抽出并分成多段链节,清洁保养后重新连接链节形成排链。因分解的铰接位置较多,链节重新安装后需要与设备重新磨合,初始投料时容易出现切丝宽度不均匀等情况。②整体式拆装是将铜排链整体从切丝机上拉出,清洁保养后重新安装。该方法只拆卸一个铰接位置,具有劳动强度低、保养效率高、重新磨合时间短等优点,但目前大部分整体式装置只具备拆卸或安装功能,同时支持拆卸和安装功能的装置则存在结构复杂、占地面积大、操作不方便等问题。为此,杨光露等[1]、鲁中甫等[2]针对SQ3X 型切丝机设计了一种铜排链自动拆装设备,通过定位排链节和抱紧拖拽机构完成销轴的拆卸与安装。张冰江等[3]设计了一种用于铜排链拆卸的拉销工具;周群华[4]在拆卸装置中通过大转盘提供牵引力将铜排链拉出。张世强等[5]设计的铜排链专用工具可以避免排链在安装过程中产生形变;郭文生等[6]设计的铜排链安装装置利用钢丝绳将铜排链牵引入切丝机;胡文权等[7]设计的铜排链安装工具通过辊轮将铜排链拉动到指定位置,并采用棘轮棘爪防止辊轮逆转;杨洪等[8]将铜排链搭接在拆装装置链节上,利用链节水平运动提供牵引力实现铜排链的拆装。但上述研究或改进仍未能较好地解决拆装铜排链劳动强度大、耗费时间长等问题。为此,基于省力杠杆原理和定滑轮转向原理设计了一种切丝机铜排链整体拆装辅助装置,以期降低劳动强度,提高切丝机保养效率。
1 系统设计
1.1 结构组成
铜排链整体拆装辅助装置主要由机架、旋转牵引机构和支撑导向机构组成,见图1。①机架(2)设计有上下两层平台放置铜排链,其底部安装有万向轮方便转运铜排链。②旋转牵引机构(图1b)通过轴承及轴承座(14)固定在机架上,主要由手柄(5)、减速箱(4)、扁带卷筒(11)、压块(12)以及牵拉扁带(3)等组成。其中,减速箱相当于一个省力杠杆,通过增大力矩、减小力臂的方式将手柄旋转输入的扭矩传送至扁带卷筒;压块螺钉(13)锁紧后可以将扁带卷筒与压块之间夹持的牵拉扁带固定并使其随扁带卷筒的转动而收紧缠绕,从而将扁带卷筒的旋转力矩转变为对铜排链的牵引力。③支撑导向机构由前托辊(6)和后托辊(1)组成,前托辊支撑并引导铜排链运行,通过调整高度可以使装置适应不同型号切丝机;后托辊相当于一个定滑轮,可以将铜排链从上层平台引导至下层平台,双层平台的设计减小了整体拆装辅助装置的占地面积。

图1 铜排链整体拆装辅助装置结构示意图Fig.1 Structure of device for removing and installing compression band unit
1.2 工作原理
如图2 所示,①拆卸铜排链(5)时,先将铜排链上靠近辅助装置前托辊(3)的一节铰接销取出,使铜排链开环;牵拉扁带(2)一端搭接在铜排链链节上,另一端经前托辊支撑和后托辊(1)转向后夹持在扁带卷筒(7)上;转动手柄使牵拉扁带收紧缠绕,牵引铜排链整体从切丝机运行轨道中拉出并放置在两层平台上。②安装铜排链时,先将开环状态下的铜排链平铺放置在机架的上层平台上(开口靠近切丝机),牵拉扁带一端搭接在铜排链靠近切丝机一侧的链节上,另一端从切丝机张紧辊(4)上方进入铜排链运行轨道并从张紧辊下方离开后夹持在扁带卷筒上;转动手柄使牵拉扁带收紧缠绕,进而牵引铜排链沿牵拉扁带轨迹完全进入运行轨道后插入铰接销,使铜排链闭环。在拆卸和安装过程中,前托辊应调节至与切丝机张紧辊高度一致,以减小牵引铜排链时的运动阻力。

图2 铜排链拆卸和安装过程示意图Fig.2 Schematic diagram of removing and installing processes of compression band unit
1.3 减速箱减速比计算
根据经验可知,牵引铜排链进行拆卸和安装时所需牵引力F1≥1 000 N,人工旋转减速箱摇动手柄的驱动力F2≤40 N,根据转矩计算公式可以得到减速箱减速比:

式中:i为减速箱的减速比,无量纲;M为扁带卷筒输入轴转矩,N·m;L1为减速箱摇动手柄半径,m;R1为扁带卷筒半径,m;R2为牵拉扁带最大缠绕厚度,m。
已知R1=0.035 m,R2=0.045 m,L1=0.15 m,计算可得减速箱减速比i≥13.33。
1.4 机架有限元仿真分析
已知机架长2.00 m,宽0.75 m,高1.80 m,设计时选用了边长为0.08 m、壁厚为0.004 5 m 的铝合金方管。为保证装置的强度和刚度,采用Ansys 有限元仿真软件(美国Ansys 公司)对机架在水平方向上的变形情况进行静力分析[9-10]。如图3a 所示,根据拆卸铜排链时辅助装置的受力情况,将机架简化为3 个有限元固定约束和载荷:①装置底部固定在地面上不能移动,在机架万向轮上添加固定约束A;②旋转牵引机构与机架连接部分受到铜排链的反作用牵引力,在旋转牵引机构上模拟牵拉扁带的牵引力B,其受力方向与牵拉扁带运动方向相反;③后托辊的作用是使牵拉扁带转向,利用载荷C 表示牵拉扁带在后托辊上的包角力,包角力与牵引力方向相反、大小相等。同理,利用辅助装置安装铜排链时,由于后托辊不起作用,机架的受力情况可以简化为固定约束A和牵引力B(图3b)。
设置牵引力B 和包角力C 均为5 000 N(远大于机架实际载荷),通过仿真计算得到拆卸和安装时机架的变形结果,见图4。可见,牵引铜排链时,机架中部(即旋转牵引机构的安装位置)发生的变形量最大,但仍在合理范围内,说明机架强度和刚度均能满足工作要求。
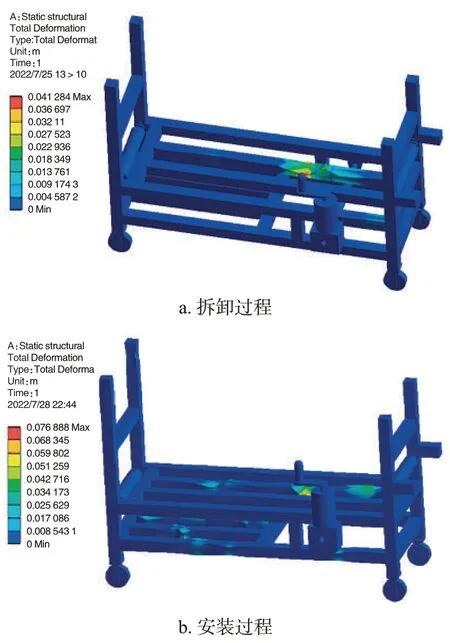
图4 机架等效变形云图Fig.4 Equivalent deformation cloud diagram of bracket
2 应用效果
2.1 实验设计
设备:SQ34 型切叶丝机、SQ35 型切梗丝机(昆明烟机集团二机有限公司);EVO 型切叶丝机(意大利Garbuio Dickinson集团)
方法:设备保养人数为3 人,统计铜排链整体拆装辅助装置应用前后3种型号切丝机铜排链的拆卸和安装时间。重复5次,取平均值。
2.2 数据分析
如表1 所示,应用辅助装置后,SQ34 切叶丝机拆装总耗时减少21.3 min/次,SQ35 切梗丝机减少22.0 min/次,EVO 切叶丝机减少17.9 min/次;3 种型号切丝机铜排链平均拆卸时间减少9.1 min/次,平均安装时间减少11.3 min/次,整体拆装时间减少25.5%。说明采用辅助装置可以有效降低工人劳动强度,提高铜排链的保养效率。

表1 铜排链整体拆装辅助装置应用前后铜排链拆装时间对比Tab.1 Time for disassembling and assembling compression band unit before and after applying the designed device for removing and installing(min·次-1)
3 结论
针对切丝机铜排链设计了一种铜排链整体拆装辅助装置。通过支撑导向机构使铜排链转向以减小装置占地面积,利用旋转牵引机构将铜排链牵引力从1 000 N 降低至40 N。以3 种型号切丝机为对象对辅助装置进行测试,结果表明:在保养人数不变的情况下,使用辅助装置后拆卸和安装铜排链的平均时间分别减少9.1 min/次和11.3 min/次,整体拆装时间减少25.5%。该装置可以满足多种型号切丝机铜排链整体拆装的保养需求。
