轨道交通用7xxx系铝合金接头组织性能浅析
2022-12-18金文福齐芃芃
邓 鑫,金文福,齐芃芃,李 欢,金 鑫,黄 晨
(辽宁忠旺集团有限公司,辽宁 辽阳111003)
轨道交通列车之所以可获得较高的运行速度,与列车车体中所使用的中高强度铝合金材料密不可分,与钢铁材料相比,铝合金由于其质量轻、比强度高以及耐腐性性能好等优势,已成为金属材料中较为成熟的轻量化材料而广泛应用于全世界各国的轨道交通高速列车生产及制造中。此外,铝合金高速车体还具有自动化生产效率高、运行安全稳定性高等优势。7N01作为Al-Zn-Mg系铝合金,因其具有良好的挤压性能和焊接性能而被发达国家广泛应用于轨道交通车体底架等承载结构中,是极为理想的中高强度铝合金材料[1-4]。
此外,由于铝合金具有较大的热传导系数,故在对其进行焊接的过程中应严格控制热输入。因此,选用适合的铝合金焊接工艺尤为重要,MIG焊作为铝合金焊接最常用的方法之一,保证焊缝成型美观的同时,可有效提高焊缝接头强度系数及焊缝的各项性能[5]。
我国高速车体发展相较发达国家晚,因此对轨道车体材料的焊接性能研究显得尤为重要。本研究旨在通过对轨道交通车体用7N01铝合金材料进行焊接,分析其焊后接头的组织及性能,弥补国内中高强铝合金焊接性能研究空白,为国内轨道交通领域铝合金焊接技术研究提供一定的理论依据。
1 试验材料与方法
1.1 试验材料
本研究选取尺寸300mm×150mm×6mm的7N01合金板材,填充金属选用直径均为Φ1.2mm的ESAB ER 5087铝合金焊丝。母材及填充金属化学成分见表1;母材力学性能为,屈服强度377MPa,抗拉强度436MPa,延伸率15%。母材金相显微组织如图1所示,可看出母材的细长晶粒。

表1 母材及焊丝化学成分(质量分数,%)
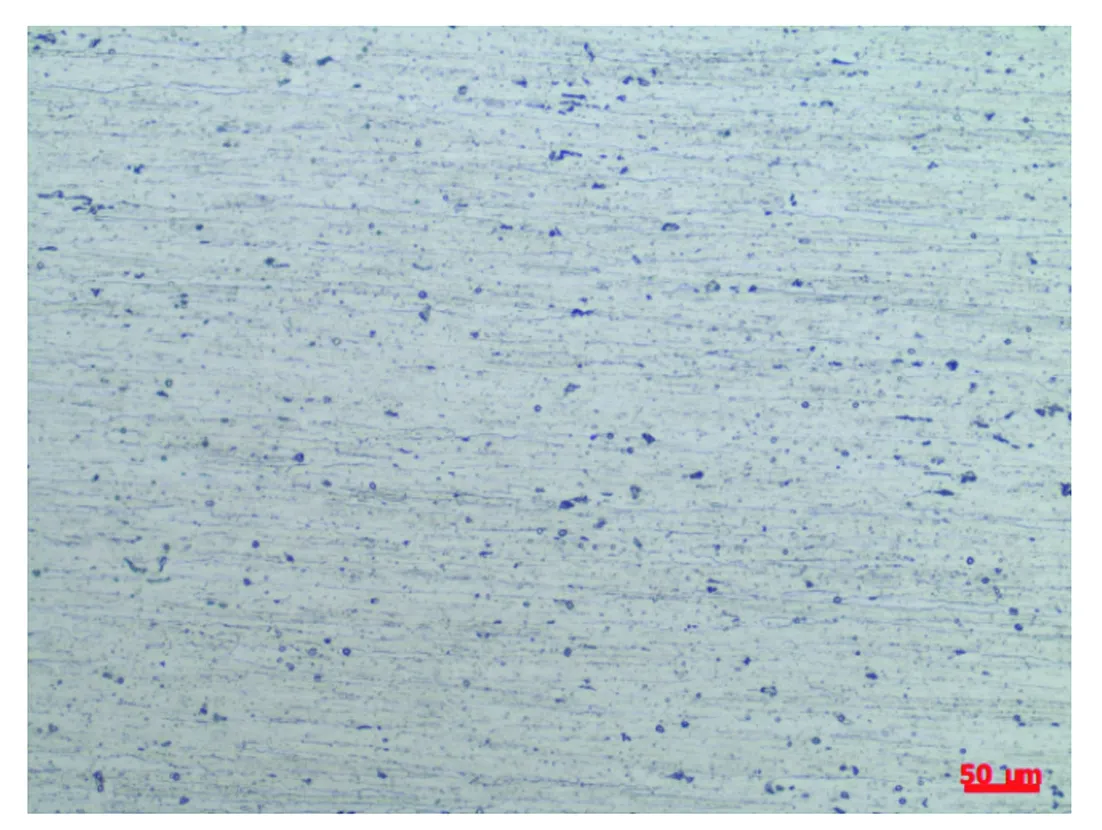
图1 母材显微组织Fig.1 Base metal microstructure
1.2 试验方法
焊接时选用福尼斯TPS 5000半自动MIG焊机对试板进行对接焊,采用V型坡口对试板进行单面焊双面成型焊接。由于本次试验7N01母材厚度较大,一次焊道不能将待焊位置填满,施焊时需要多层多道焊,因此焊缝共2道,背部置有非永久衬垫,如图2所示。

图2 焊缝接头形式Fig.2 Welding joint
此外,为了避免焊接过程中过热对焊缝机械性能的不利影响并减小热影响区的软化范围,需将焊道间温度严格控制在80℃以下进行施焊。焊前对待焊位置进行机械打磨,旨在清除油污、氧化膜等,避免其对焊缝质量造成不利影响。焊接工艺参数为,焊接速度8mm/s ~8.5mm/s,气体流量22L/min;第一道焊接电流130A~135A,第二道焊接电流135A~145A。
选用AG-X 100KN H电子万能试验机对焊接试板所取的拉伸试样进行拉伸性能测试,检测结果按照GB/T 2651-2008标准进行判定,检测数值取平均值作为最终试验结果。使用FV-810型维氏显微硬度计并根据标准ISO 9015-2011对焊缝进行维氏硬度检测,并使用蔡司光学显微镜对焊缝进行断口形貌及显微组织观测。
2 试验结果及分析
2.1 拉伸试验
焊后将试板余高打磨平整,避免拉伸测试时由于焊趾位置的应力集中而对焊缝性能产生不良影响。在焊接试板上取4组力学性能试件。拉伸试验检测结果表明,焊接接头强度分别为290MPa、282MPa、286MPa及284MPa,平均值为285.5MPa。根据JIS H 4100标准中要求的7N01-T6母材强度最低值为335MPa,可得出本试验标准接头强度系数为0.852(均值),满足ISO 15614标准要求,实际接头强度系数为0.647~0.661之间。4组力学拉伸测试试样的断裂位置均位于焊缝中心区域,试件宏观拉断图如图3所示,断口轮廓线与静态拉伸方向呈45°角。对拉伸断口进行超声清洗后,进行拍摄扫描电镜,拉伸断口SEM形貌图如图4所示。

图3 拉伸试件宏观照片Fig.3 Macrophotograph of tensile specimen
由图4可见均匀的等轴韧窝,尺寸为10μm左右,由于主要为沿晶断口,韧窝存在较密集,且深度较浅、尺寸较小,因此可判断焊缝区为典型的铸态组织韧性断裂[6-8]。断口可见少量低熔点共晶薄膜,当焊缝受到冲击作用时,韧窝周围的低熔点共晶薄膜会成为裂纹源进而影响焊缝的冲击韧性,但由于其数量较少,可忽略对焊缝性能的实际影响。此外,韧窝内部不可见析出强化相,这是由于焊接过程中,熔池受到较大热输入影响,快速熔化并凝固形成焊缝,使得焊缝区来不及析出强化相,造成强化相的缺失,进而影响了焊缝性能。
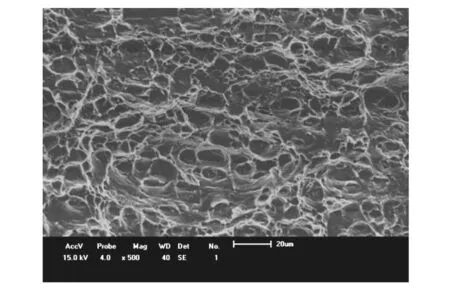
图4 拉伸断口SEM形貌Fig.4 SEM morphology of tensile fracture
2.2 接头硬度
本部分采用维氏硬度进行测试,测试中心为焊缝中心处,测试点距离焊缝正面2mm处并向焊缝两侧对称分布,且间隔2mm。为提升硬度测试准确性并排除突变性,对焊接接头进行3次硬度检测,取平均值作为本次焊接接头维氏硬度测试最终结果,7N01-T6焊接接头最终显微硬度分布如图5所示。
通过分析发现,7N01-T6焊接接头硬度最低值位于焊缝中心,约为70HV,判断7N01-T6焊接接头最薄弱区位于焊缝中心区域。随着距焊缝中心距离的增加,焊缝硬度逐渐增高,并逐渐进入焊接接头的热影响区处,在距离焊缝中心5mm处,存在一个硬度低值点,硬度值约为105HV,这是焊接过程产生的热输入导致接头热影响区处软化所致[9-11]。随着距离焊缝中心距离的增加,硬度逐渐恢复至母材硬度115HV~120HV范围内波动,焊缝中心区域硬度值约为母材硬度的60%。这是由于焊接接头靠近焊缝中心区域受到热输入影响最大,晶粒长大最严重,软化随之也最严重,随着距离焊缝中心距离的增加,热输入影响减弱,因此硬度逐渐增大并趋于母材硬度。

图5 接头硬度分布Fig.5 Joint hardness distribution
2.3 微观及金相组织
图6为焊接接头50倍粗晶形貌,可看出焊缝内部无夹渣、气孔等冶金缺陷,焊缝熔透良好无未熔合缺陷。

图6 焊缝粗晶形貌(×50)Fig.6 Coarse crystal morphology of weld (×50)
由于焊接过程中的热输入作用,焊接接头各区域组织形貌不尽相同,本部分通过对接头焊缝区、熔合区以及母材的金相微观组织形貌对7N01-T6焊接接头进行分析,旨在分析晶粒在焊接热循环作用下的生长行为,图7为7N01-T6接头200倍金相显微组织形貌。
从图7(a)可看出,7N01焊缝中心区域为典型的铸态组织,这是由于在焊接过程中焊缝区位置的填充金属及母材,由于受到电弧热及焊后快速冷却作用而经历了快速熔化以及凝固的过程,粗大的柱状晶来不及到达焊缝中心温度便降低至再结晶温度以下,与铸造原理较为相似,因此形成了典型的具有粗大等轴晶粒的铸态组织,进而造成了焊缝强度以及韧性的降低。从图7(b)可以看到有一条较为清晰的分界线,为焊缝区与热影响区的分界线,叫作熔合线,熔合区宽度可以看出约为100μm。熔合区内存在一定数量的细小等轴晶粒,这是由于该位置晶粒由于紧靠母材,焊接过程可以快速凝固,晶粒来不及长大而形成细小的等轴晶,对焊接接头的塑性和韧性有着一定的提升作用。此外,从图7(b)图可以明显看出热影响区的粗大晶粒,这是由于焊接过程中受到热输入作用,使母材的细长晶粒发生一定程度的长大现象,故形成了热影响区的粗大晶粒,焊接接头在热影响区的强度和硬度有一定程度的降低,使得热影响区也成为了焊接接头的薄弱环节之一。

(a)焊缝区; (b)热影响区;(c)母材图7 接头显微组织形貌(×200)Fig.7 Microstructure of welding joint(×200)
对于7N01此类Al-Mg-Zn系热处理强化铝合金,Mg、Zn为主要强化元素,其焊接难点主要有以下几点:(1)焊接时极易产生气孔;(2)焊接接头软化极其严重;(3)线膨胀系数较大,极易产生焊接热裂纹缺陷;(4)焊接过程中极易出现Zn、Mg等元素的烧损及合金元素的挥发;(5)含Cu的7xxx铝合金会显著增加其耐蚀性及合金强度,但同时也会相应增加其裂纹敏感性。因此,选用ER 5087焊丝对其进行焊接,是由于ER 5087焊丝中含有可细化晶粒的Zr,焊接过程中可在一定程度上对焊缝晶粒进行细化,降低焊缝的热裂倾向并提升焊缝性能。
此外,在焊缝区内存在着一定数量呈条状分布的第二相粒子Mg2Si化合物以及弥散分布的主要强化相MgZn2。熔合线及热影响区则由于熔合区靠近母材,金属在熔化后受到冷却作用产生了较大的温度梯度而快速凝固,晶粒来不及长大则形成了比焊缝区组织更加细小的等轴晶粒,并且向着与熔池冷却方向相反的方向生长,形成了近缝区粗大的柱状晶以及垂直熔合线的等轴晶的微观组织形貌。
3 结论
(1)7N01焊后焊接接头实际强度系数均大于0.6;断裂位置均位于焊缝中心,断口轮廓线与静态拉伸方向呈45°角,断口SEM形貌显示为典型的韧性断裂断口形貌。
(2)7N01焊接接头硬度以焊缝中心为中心向焊缝两侧呈对称分布,焊缝中心为硬度最低点且拉伸断裂位置位于焊缝中心,因此判断焊缝中心为7N01铝合金焊接接头的最薄弱区。
(3)7N01焊缝区为典型的铸态组织,焊缝中心区域由粗大的等轴晶粒组成,熔合线处存在一定数量的细小等轴晶粒,对焊接接头塑性及韧性有一定的提升作用。
(4)7N01铝合金焊后主要强化相为MgZn2,同时存在一定数量呈条状分布的第二相粒子Mg2Si。
