陶瓷球栅阵列封装器件焊点可靠性研究
2022-12-14王思敏贾巧燕何欣谕
王思敏 贾巧燕 何欣谕
中航工业西安航空计算技术研究所 陕西西安 710077
球栅阵列封装(BGA)器件由于其高互连密度、优异的电性能等优点,被广泛应用于军事和航空航天电子设备中。BGA器件的焊点开裂问题让大家意识到印制电路板(PCB)上的焊盘尺寸必须与元器件的锡球尺寸在一定范围内相匹配。不同封装的BGA对应不同的PCB设计规则,PCB设计时焊盘尺寸应按照塑料球栅阵列(PBGA)器件的低铅(Sn63Pb37)锡球直径缩小15%~25%,但对于陶瓷球栅阵列(CBGA)器件来说,PCB设计时焊盘尺寸应按照高铅(Sn10Pb90)锡球直径扩大5%~15%,即CBGA器件应焊接在大焊盘上。
本文主要解决选用CBGA器件时,焊盘设计与器件不匹配情况下的焊接工艺难题,通过对比“低铅锡球—小焊盘”“高铅锡球—小焊盘”两种工艺状态的焊点在温度循环(-55~+100℃、变温速率10℃/s)条件下的焊点可靠性,通过对比验证适用于小焊盘焊接CBGA的焊接工艺。
1 CBGA焊点可靠性影响因素
热膨胀系数是度量固体材料热膨胀程度的物理量,是单位长度、单位体积的物体,温度升高1℃时,其长度或体积的相对变化量。CBGA器件陶瓷基体与有机基PCB材料的膨胀特性不同,陶瓷基板热膨胀系数为7.5×10-6/℃,与FR4基板热膨胀系数(17.5×10-6/℃)严重不匹配,在高低温环境中使用时,热膨胀系数不匹配会导致二者有相对变形,并且温度越高变形越大。在温度循环等环境试验中热失配将导致焊点发生开裂,引发器件失效[1-2]。
材料因温度变化而引起的形变量为[3]:
ΔL=α×ΔT×L
(1)
式中:α为材料热膨胀系数;ΔT为温度变化;L为原始材料长度。因此CBGA器件变形量与器件尺寸呈正相关关系。
研究证明,焊点高度显著影响焊点可靠性,焊点高度越高,焊点可靠性越好。相同封装下高度分别为0.40mm、0.75mm的锡球与高度为2.30mm的锡柱的疲劳寿命比值是1∶4∶45,将锡球改换为锡柱可有效缓解CBGA器件与FR4基板之间的热失配[4]。CBGA一般采用高铅(Sn10Pb90)锡球,熔区大约在270~300℃,在进行有铅工艺焊接时,锡球不会熔化。因此,与塑料球栅阵列封装(PBGA)器件的焊点高度相比,CBGA焊点高度较高,可以有效缓解焊点在变温条件下承受的内应力,从而改善焊接可靠性。
焊接CBGA时,锡膏量的多少决定了锡膏与锡球的接触面积,即有效焊接面积,当有效焊接面积增加大,锡膏与锡球之间的结合力越大,同时较大的焊接面积,可以有效降低焊点的内应力。因此为保证锡膏量,当PCB焊盘尺寸一定时,CBGA器件对应位置的锡膏印刷网板开孔比例一般是1∶1。PCB焊盘尺寸决定了锡膏量,所以CBGA器件应焊接在大焊盘上。
综上所述,影响CBGA器件焊点可靠性的主要因素为器件热膨胀系数、器件尺寸、焊盘设计、焊点高度和锡膏量。在CBGA器件型号指定、PCB焊盘尺寸一定、锡膏印刷网板设计相同的情况下,焊点可靠性取决于锡球成分。目前仍存在部分已定型的产品中CBGA器件对应的PCB为小焊盘设计,以往从焊盘设计与锡球相匹配的角度出发,采用将CBGA原有的高铅球铲掉重新植上低铅球的焊接工艺,但低铅锡球在回流焊接过程发生熔融,从而使焊点高度降低,这不利于焊点可靠性。在本文中,我们开展了验证实验,证明“高铅锡球—小焊盘”工艺可以有效改善小焊盘焊接CBGA的可靠性。
2 试验方案
本试验选用陶瓷封装的菊花链测试芯片,以有效检测焊点的互连状态,焊盘与焊盘之间的连线关系根据器件进行设计,保证器件和焊盘之间形成菊花链路,菊花链路示意图见图1。
本试验所用菊花链测试芯片的陶瓷基体热膨胀系数为5.6×10-6/℃,与一般CBGA芯片的热膨胀系数相近,锡球成分为Sn10Pb90。本试验设计了两种状态,每种状态各两块验证板,每块验证板上焊接两种尺寸不同的菊花链测试芯片,25mm×25mm和33mm×33mm的芯片各一个,验证板外形见图2。尺寸为25mm×25mm的芯片锡球数量为360(以下称为CBGA360),尺寸为33mm×33mm的芯片锡球数量为1023(以下称为CBGA1023),详细的验证状态见表1。由于33mm×33mm菊花链测试芯片尺寸较大,为提高可靠性,本试验对33mm×33mm尺寸的器件四角进行“L”型点胶。

图2 验证板外形图
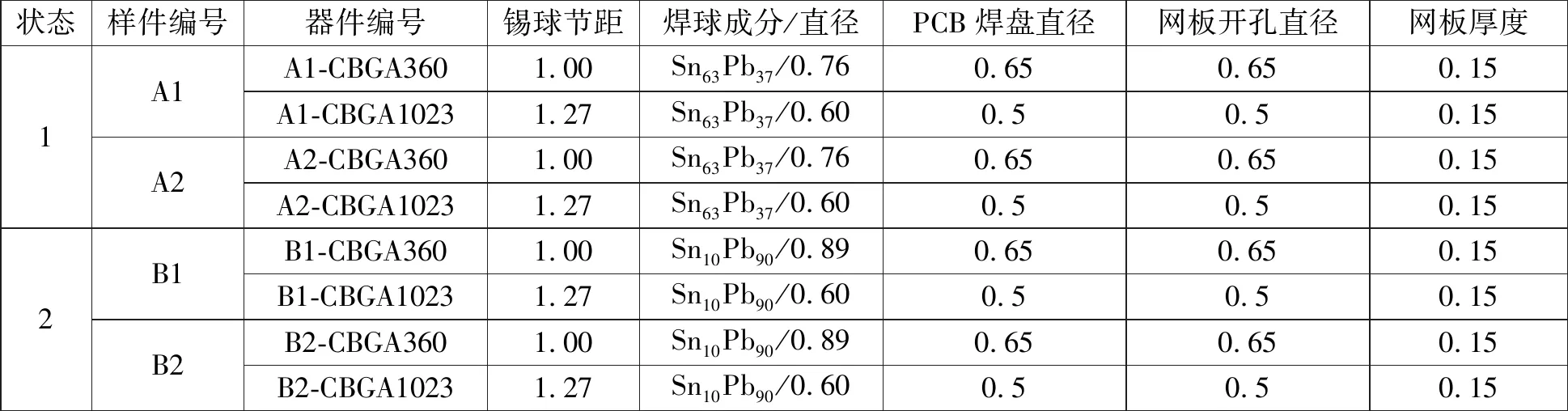
表1 验证件状态(单位mm)
温度循环试验条件按照ECSS标准执行[5],即温度循环范围为-55~100℃,温变速率为10℃/min,极值温度保持时间为15min,单次循环用时61min。温度循环曲线如图3所示。温度循环过程中通过持续监测链路的电阻变化来检测焊点是否失效。以常温下的阻值为基准值,阻值连续5次超过基准值则认为焊点失效。

图3 温度循环曲线示意图
3 试验过程
锡膏印刷完成后,使用20倍放大镜检查印刷结果,结果显示锡膏印刷无漏印、桥连、少锡。样件制作过程使用标准的表面组装技术专用设备和工艺将CBGA封装组装到印制电路板上。
回流焊接温度曲线设置能够显著影响焊接分界面上金属间化合物的形成。不同模块应器件选用及布局特点选择合适的加热温度、时间和速度,确保模块上所有元器件的焊点温度均符合要求。因此,在验证组件板回流焊接前,进行了温度曲线确认,以保证验证板上的CBGA锡球与锡膏充分润湿。按照IPC-7095《BGA设计及组装工艺实施》标准要求[4],在验证样板上对应芯片焊球处布置热电偶,热电偶布局示意如图4所示,使用专用温度测量工具对回流曲线进行了确认,试验所用焊膏的参考回流曲线设置要求如图5所示。

图4 热电偶安装示意图

图5 回流曲线设置要求
对焊接完成的8只样件进行了光学检测及X光检测,在40倍放大镜下检查焊点,焊点光亮、润湿良好,焊点照片见图6,X光检测结果均正常,无桥连现象,器件照片见图7。

(a):A1-CBGA360

(a):A1-CBGA360
4 结果分析
根据失效定义,电阻值连续5次超过基准值20%为失效。按此要求进行如下计算:
(1)依据基准值计算根据计数次数与循环周期之间的关系,筛选出常温时对应的阻值;
(2)筛选出阻值超过基准值120%的数据点;
(3)定位连续5次超过基准值120%的数据点,以这5个数据点的起始点算失效周期。
每5s计一次阻值,故计数次数与时间对应关系为:

(2)
单次温度循环用时为61min,故:

(3)
由此推算出失效周期计算公式:

(4)

表2 阻值测试结果
由表2可知,对于尺寸为25mm×25mm和33mm×33mm的CBGA器件来说,状态2器件的焊接可靠性均远远优于状态1器件的焊接可靠性。
结语
综上所述,本试验通过对“高铅焊球—小焊盘”与“低铅焊球—小焊盘”两种焊接状态的样件进行温度循环测试,并对其可靠性进行验证,结果表明“高铅焊球—小焊盘”焊接工艺制作的样件在长时间温度循环条件下的焊点可靠性优于“低铅焊球—小焊盘”的焊接状态的焊点可靠性。总之,本文证明“高铅锡球—小焊盘”工艺可以有效改善小焊盘焊接CBGA的可靠性,为印制板组件的制作提供了实验数据支撑与理论分析。
