JWF1211A 型梳棉机纺制优质棉纱的工艺实践
2022-12-13王丽霞任光业崔中浩
王丽霞 任光业 崔中浩
(青岛宏大纺织机械有限责任公司,山东青岛,266061)
随着纺纱技术的不断进步,清梳联设备得到广泛应用,纺纱质量也得到了极大提高。如何在提高纱线质量的基础上,提高单元机产量,降低设备厂房投资和生产运营成本,则成为纺纱厂和纺机设备生产厂的共同目标。我公司为此努力探索,对清梳联单元机工艺结构、清棉流程、上机工艺、针布器材配置等进行了大胆创新,取得了突破性成果。在此,重点介绍我公司生产的成套清梳联工艺流程与技术特点,及其采用新疆棉纺制中细号纱的生产效果。
1 清梳联清棉工艺流程及各单机特点
1.1 清棉工艺流程
清棉流程设计采用“多包取用,精细抓棉,均匀混和,少碎早落,渐进开松,少伤纤维”的原则。流程中,在抓棉机风机出口处配有FT124A 型重杂分离器,抓棉机和单轴流之间配有JWF0007 型重物分离器,多仓出口配有FT218 型重杂分离器,利用尘棒和管道在不损伤纤维、不增加棉结的情况下排除重物、杂质和金属。在抓棉机肋条处配有金属探测排除装置,抓棉机吸棉风机前配有FT225B 型强力磁铁,抓棉机吸棉风机和JWF0007 型重物分离器之间配有三合一金火探系列探除器,多仓混棉机配有防火装置,配置多道火星探除、重物分离、金属探除等安全措施,为清棉设备安全生产提供了保障。电气系统采用PLC 可编程序控制及各种新型电气技术,运行程序合理严谨,各单元机之间动作联锁;设置棉位光电自停、棉层过厚自停、打手绕花自停、欠压报警等声光信号保护;梳棉机、喂棉箱、圈条器三位一体电气控制,确保系统无故障稳定运行。
1.2 JWF1013 型抓棉机
JWF1013 型抓棉机工作幅宽2.5 m,可以宽松并排放置4 个棉包,排包量比传统往复式抓棉机增加1/3。增加了原料抓取点,打手刀片齿数从传统的 4 齿/片或 6 齿/片优化成 10 齿/片,在刀片有效抓取宽度上抓取精细程度提高60%,相同条件下,打手上单齿抓取棉块更小,棉束块约20 mg~35 mg,利于棉包充分开松。抓臂上打手中心距增大至400 mm,减小了打手之间高速旋转气流的相互影响,有利于棉束的顺利转移;优化了抓臂吸腔形状,利于吸腔吸风量均衡分布,减少棉束转移死角,提高棉束一次性转移效率。
1.3 JWF1111 型并联单轴流开棉机
JWF1111 型并联单轴流开棉机采用了并联轴流开棉工艺,先将进入的棉流均匀分为两路,然后两股棉流并行独立开棉,最后将棉流汇合、微尘汇合、杂质汇合,该新工艺流程在同等条件下开松除杂能力可提升50%,单机最高产量可达3 000 kg/h[1]。在该机型开棉原理和结构设计上,传承了JWF1107 型单轴流开棉机开棉圈数多、开松充分、除杂效率高的优点,完整地保留了主电机变频调速、节能稳定的优点,在开棉产量倍增的同时,能够实现柔性精细化开棉,达到“早落少碎”的开棉效果。一体化设计的入棉与排风的专利结构让清洁工作变得更加简单,而且大大降低了设备维护频率,大幅延长了设备维护周期。打手视窗优化设计,使得视窗拆卸更加方便,更换角钉全程无死角。整机占地面积更小、性价比更高。
1.4 JWF1029 型多仓混棉机
JWF1029 型多仓混棉机具有四重混和作用:原料通过气流自动喂入各储棉仓,实现第1 次自由混和;各储棉仓棉层经过90°变向和路程差,实现第2 次混和;角钉帘同时将多层棉束输出,实现第3 次混和;均棉罗拉将多余棉束剥回,在混棉仓同角钉帘输出原料充分混和,实现第4 次混和。混和原理见图1。

图1 JWF1029 型多仓混棉机四重混和示意图
棉箱储棉量大,纺纯棉时窄幅1.2 m 多仓混棉机储棉量大约在450 kg,宽幅1.6 m 多仓混棉机储棉量大约在650 kg,保证清梳联系统长期运行可靠、稳定,出棉口设置金属重物排杂装置,进一步排除金属和杂质。
1.5 JWF1115-160 型精开棉机
JWF1115-160 型精开棉机喂入形式采用无动力纤维分离器,基本无故障,不增加棉结、不损伤纤维;开松除杂形式采用大直径梳针打手+尘棒除杂部件,开松效果好,损失纤维少。
1.6 JWF1211A 型梳棉机
锡林、道夫、圆墙板均由工艺成熟的铸铁材料制成,稳定、可靠、温升变形小,确保锡林、道夫区域核心梳理隔距稳定;整体钢板焊接结构的机架精度高,刚性好,有力保障了整机机械结构的稳定。
加大锡林、道夫、刺辊之间的夹角,增加工艺分梳角度和工艺梳理弧长,工艺分梳角度从212°增加到247°,工艺梳理弧长从2 400 mm 加大到2 800 mm,较传统梳棉机增加17%。
通过回转盖板踵趾面的材料和结构优化,使摩擦负载更小、寿命更长;曲轨使用特殊工艺处理增加硬度,减少盖板同曲轨摩擦力50%。
采用顺向给棉形式,柔性开松,减少纤维损伤;落杂区长度机外可调,根据工艺要求,可以选配1 个、2 个或3 个落杂区配置,其中,第一落杂区长度可调范围为45 mm~85 mm。
通过铝合金罩板材料和结构优化,直线度、平面度好,转移、分梳气流更稳定,纤维在梳棉机横向分配更均匀,更有利于分梳和转移。棉网清洁器、双联固定盖板、U 形罩板模块化配置,根据工艺需求,灵活组合。
棉网清洁器开口尺寸有2 个配置可选,落棉工艺调整范围加大,固定盖板区气流和排除短绒、微尘能力控制更合理,工艺适应性更好。
盖板清洁部分盖罩采用铝合金拉制材料,形状稳定、外观美观、光滑,盖板花剥取刀采用钢刀,稳定、可靠。
采用四位一体的自调匀整系统。清棉向梳棉机智能连续给棉,棉箱PID 确保筵棉均匀度,后部给棉棉层检测,前部出条前环检测。梳棉机生条5 m 重量的内不匀率可控制在1.0%以内,外不匀率可控制在1.5%以内。
圈条器高速切条,切条时道夫不降速,不影响换筒时的生条质量,节约原料,断头率低,相比旋转式自动换筒结构简单,可节省占地33%。
智能化程度高。可自动检测和统计各个电机的耗能,自动统计各部位针布器材使用周期,并显示报警信息;可自动检测和统计生条粗细节和不同长度生条的重量不匀率等。
2 生产应用实践
某纺织厂配置了该清梳联一机二线16 台JWF1211A 型梳棉机,采用新疆棉纺精梳赛络集聚纱。由于在表征棉花成熟度的马克隆值指标上,机采棉与手摘棉没有显著性差异,其余各项品质指标均存在显著性差异[2],在生产过程中,通过对清梳联工艺流程、上机工艺和针布配置进行优化,梳棉机在台产65 kg/h 情况下,生条和成纱指标都达到了优异水平,实现了高质高产,降低了设备投资和运营成本。
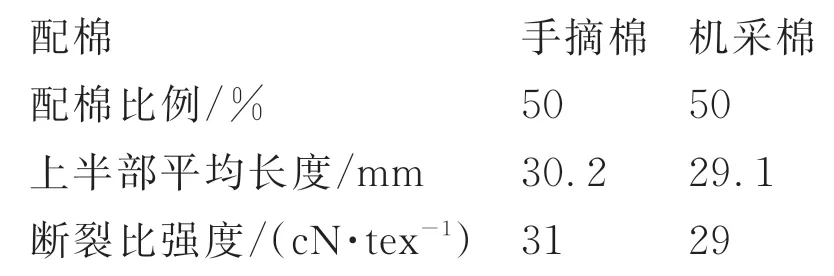
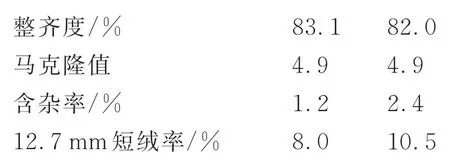
2.1 原料选配
纺纱品种以JC 18.5 tex 赛络集聚纱为例,原料采用50% 的新疆手摘棉和50% 的新疆机采棉。相同品级的机采棉与手摘棉细度接近,但机采棉的主体长度短,短绒率、带纤维籽屑和棉结高,而手摘棉的索丝比机采棉多,所以清梳联在设置上机参数时要综合考虑。具体配棉情况如下。
2.2 清梳联工艺流程配置
JWF1013 型往复抓棉机→FT217-70 型气流分流器+JWF0007-70 型重物分离器→JWF1111型轴流开棉机→[JWF1029 型多仓混棉机→JWF1115-160 型精开棉机→JWF1053 型除微尘机→(JWF1173A 型喂棉箱+JWF1211A 型梳棉机)×8]×2
2.3 清棉各单机上机工艺
2.3.1 JWF1013 型抓棉机
抓棉机是清梳联的第一道工序,为了把棉包中压紧的纤维块松解成较小的纤维束,同时又要避免纤维的损伤和杂质的碎裂,抓包机要做到“勤抓少抓,精细抓取”。JWF1013 型抓棉机具体上机工艺参数:抓棉器间隙下降动程1.2 mm,运行速度24 m/min,打手速度950 r/min,抓手尖顶与肋条底平面距离-3 mm,运转效率在90%~95%。
2.3.2 JWF1111 型并联单轴流开棉机
JWF1111 型并联单轴流开棉机的优势就是将棉流均匀分为两路,而这两路是并行独立开棉,每路棉量相对减半,棉花中的杂质可以充分暴露,利于杂质的排出。具体上机工艺参数:第1 组尘棒(入口/出口)安装角为18°/27°、隔距 9.12 mm/10.10 mm,第2组尘棒(入口/出口)安装角18°/27°、隔距9.12 mm/10.10 mm,打手速度450 r/min。
2.3.3 JWF1029 型多仓混棉机
JWF1029 型多仓混棉机有平帘和斜帘,其储棉量大,混和均匀。具体上机工艺参数:角钉帘线速度91 m/min,输送带线速度0.6 m/min,均棉罗拉速度582 r/min,剥棉罗拉速度412 r/min,均棉罗拉至角钉帘隔距30 mm,剥棉罗拉至角钉帘隔距20 mm。
2.3.4 JWF1115-160 型精开棉机
具体上机工艺参数:尘棒安装角度20°×27°×35°,尘棒隔距 9.7 mm×8.7 mm×7.2 mm,梳针打手速度506 r/min。
2.4 JWF1211A 型梳棉机工艺
主要针布配置及工艺参数:锡林针布C18-40-10D 型,道夫针布 D40-30-36CR4 型,刺辊针布V8-05-40型,回转盖板针布TN60型。产量65 kg/h,出条速度240 m/min,生条定量23 g/5 m,喂 棉 定 量 850 g/m,刺辊速度803 r/min,锡林速度433 r/min,盖板速度260 mm/min。给棉罗拉至给棉板隔距0.18 mm,给棉罗拉至刺辊隔距0.89 mm,握持距0.64 mm,刺辊至第1除尘刀隔距0.51 mm,刺辊至第2除尘刀隔距0.56 mm,刺辊至分梳板隔距1.02 mm,刺辊至锡林隔距0.18 mm,锡林至道夫隔距0.18 mm,回转盖板隔距0.25 mm、0.20 mm、0.20 mm、0.20 mm、0.20 mm、0.20 mm,道夫至剥棉罗拉隔距0.25 mm,后上棉网清洁器导流板/除尘刀隔距1.52 mm/0.41 mm,后下棉网清洁器导流板/除尘刀隔距1.52 mm/0.18 mm,后上罩板出口隔距0.89 mm,后下罩板入口隔距1.02 mm,后固定盖板隔距(从下到上)0.56 mm、0.51 mm、0.46 mm、0.41 mm、0.36 mm,前固定盖板隔距(从上到下)0.30 mm、0.30 mm、0.25 mm、0.25 mm,前上棉网清洁器导流板/除尘刀隔距1.52 mm/0.36 mm,前下棉网清洁器导流板/除尘刀隔距1.52 mm/0.31 mm,前下罩板出口隔距0.56 mm。
2.5 清梳联纺纱质量指标
JWF1211A 型梳棉机筵棉、生条AFIS 各项主要技术指标如下。

由以上数据可知,通过合理的清棉流程配置和工艺优化,JWF1211A 型梳棉机产量65 kg/h时,梳棉棉结去除率91.6%,籽皮棉结去除率86.7%,总杂质去除率95.4%,短绒率降低1.7 个百分点。将新疆机采棉和手摘棉混纺,梳棉生条棉结去除率和杂质去除率都达到了较高水平,重量短绒率下降明显,5 m 重量外不匀率在1.5%以内,生条条干CV值在3.5%以内,生条整体质量均达到了较高水平。
JWF1211A 型梳棉机各部位落棉率(落棉率是梳棉机产量65 kg/h,取开车20 min 后各个点的落棉量计算得出),见表 1。 由表 1 可知,JWF1211A 型梳棉机主要落杂点在第1 落杂区和回转盖板花部分,约占总落棉的50%,总落棉率为6.67%。
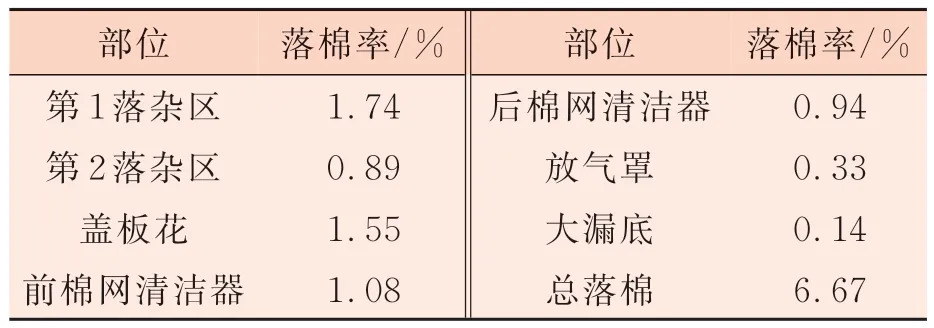
表1 JWF1211A 型梳棉机各部位落棉率
该条清梳联生产线以纺JC 18.5 tex 赛络集聚纱为主,主要成纱质量指标:条干CV值10.1%,-40%细节6个/km,-50%细节0个/km,+35%粗节28个/km,+50%粗节2个/km,+140%棉结 25 个/km,+200% 棉结 4 个/km,毛羽H值2.75,断裂强力354 cN。参考USTER2018 公报水平,条干CV值为10%水平,断裂强力为63%水平,其余管纱指标均达到5%水平。条干CV值和断裂强力水平不高与棉纤维马克隆值太大等有关。
3 结语
(1)根据原料、成纱质量和产量要求,创新配置了2.5 m 工作幅宽往复抓棉机、并联单轴流开棉机、四重混和无打击部件的多仓混棉机、大直径梳针打手配合尘棒除杂精开棉机等单元机,既保证了开松除杂效果,又控制了棉结增长,减少了纤维损伤,所配置的JWF1211 型梳棉机较好满足了市场采用新疆棉纺高质纱、清梳联和梳棉机高产的需求。
(2)通过设定合理的清梳联各单机和流程参数,JWF1211A 型梳棉机加工新疆棉中细号高质纱,在产量达到65 kg/h 时,设备长期运转稳定可靠,故障率低,清洁维护方便,梳棉机生条AFIS棉结去除率大于90%,重量短绒率下降1.7 个百分点,落棉率6.67%,都达到了较好水平,生条条干CV和重量不匀率、成纱指标均表现优秀。
