卸煤生产线自动控制系统设计
2022-12-08孙林旺吴建设陈玲琴
孙林旺,吴建设,薛 泼,田 刚,陈玲琴
(国家能源集团华北电力有限公司霍州发电厂,山西临汾 031400)
发电厂的翻车机卸煤生产线由4个部分构成:翻车、牵重车、迁空车和推空车等。但由于该生产线具有多种类型设备,在集中控制的方式下,容易出现人工操作失误的问题。因此,本文结合可编程控制器,开发了一种卸煤自动控制系统。该自动控制系统的设计,主要目的是为了进一步促进卸煤生产线的自动控制水平得到提高,以此降低工作人员的工作量。这样既可以提升卸煤工作效率,还可以保证卸煤系统的正常稳定运行。所以,该系统的设计,在未来卸煤作业方面具有广阔的发展前景[1]。
1 卸煤生产线概述
发电厂卸煤生产线主要实现了对卸煤作业设备的控制,使得相关运输设备按照既定的生产流程正常运行,让运煤设备自动完成重车调入空车迁移、集结以及原煤翻卸等作业。而卸煤生产线的工艺流程由重调机、翻车机以及迁车台和空调机等设备组成[2]。
2 系统结构总体设计
2.1 功能分析
该卸煤系统主要由PLC 远程控制系统、通信模块以及数据采集系统等多个部分构成,卸车自动控制系统是整个系统的核心部分,该部分可以实现采集各设备的状态和参数,分析后发出自动运行指令,协调控制卸车机和清扫机作业。具体见图1所示。
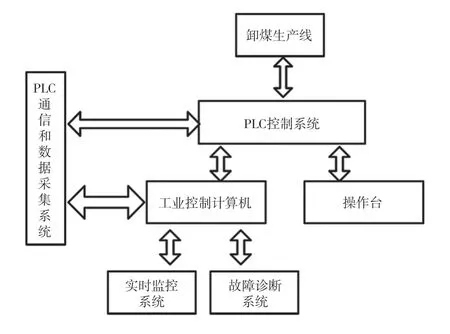
图1 卸煤系统功能分析
2.1.1 PLC通信与数据采集系统功能分析
卸煤生产过程中,其现场运行信号可以划分为多个部分,如操作信号、卸煤生产线作业设备的运行状态以及位置、连锁关系信号和故障问题等部分。其中通信部分和数据采集部分实现了对卸煤作业过程,现场运行信号对数据采集的开发。因此,该方面的功能设计,需要通过上位机实现与PLC 通信的链接,而数据采集方面可以借助数据采集模块,实现对卸煤现场实际情况的数据采集[3]。
2.1.2 实时监控系统功能
实时监控系统实现了对卸煤生产过程进行整体监控和对作业设备进行状态检测而开发的。如从模拟动画显示和运行信号显示等方面来分析:①从模拟动画反面来看,通过对采集到的数据进行信号还原,可以充分地反映出该信号对应时刻整个卸煤生产过程现场运行状态,同时,还可以通过利用动画的方式将系统运动过程模拟出来,然后通过对采集数据的不断更新,就能够实现卸煤生产实时动画显示。②从运行信号方面来看,可以通过利用不同的作业设备,实现对所采集的数据进行有效分类和处理,并通过对设备信号的作业状态检测,以此来确定系统的工作状况。
2.2 总体架构设计
卸煤系统智能运行控制平台,该平台应具有高度开放、功能模块丰富、信息系统安全等特点,具体可划分为卸车场自动控制部分、卸车机以及安全预警、列出定位检测和清扫机等部分。同时,卸车场自动控制系统是整个场站的核心,采集各设备的状态和参数,分析后发出自动运行指令,协调控制卸车机和清扫机作业[4]。如该系统共设有卸车机6台,清扫机2台。并且,为了找寻卸煤车及其车厢的准确位置,在系统设计过程当中还需要配置列车定位检测系统。卸煤自动控制系统的结构如图2所示,且由控制中心和智能中心及各种接口组成。
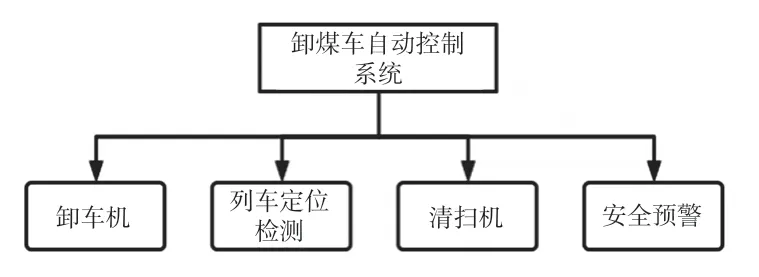
图2 电厂自动卸车系统结构
①控制中心主要用于处理实时性和可靠性要求高的任务,其核心是一台组合式可编程控制系统。控制中心通过网络接口与卸车机控制系统、清扫机控制系统组成实时控制网络,场站其他的信号输入及设备控制也通过实时I/O 接口接入控制中心。②智能中心用于处理实时性要求较低,但需大量分析运算的任务,智能中心的核心是一台高性能工控机并配大型显示器,数据库是运行在智能中心的软件。此外,智能中心与控制中心通过网络接口联接,并承担控制中心的实时信息展示功能,控制中心不另配操作员站。
2.3 硬件配置设计
2.3.1 PLC程控系统模块
卸煤PLC 程控系统的设计,主要实现了对卸煤生产线的自动控制,因此针对该系统的设计,需要充分认识到卸煤系统对电厂的重要以及控制要求,如被控对象的驱动条件,来确定所需的设备。从PLC 选型方面,可以结合卸煤生产线的控制要求,来确定对应的功能模块、I/O 类型和存储模块,这样既能够满足自动控制系统的要求,还能够为系统提供可调试空间和扩展性。并且,还需要针对每个制定的I/O 点设置一个易于识别的字母,以此方便后期程序的编写。
2.3.2 实时监控系统模块
该部分设计通过利用计算机、实时监控技术以及面向对象程序的设计方法和动画显示技术等多方面的有机结合,实现了卸煤系统生产作业过程的整体监视功能、信号状态显示功能以及相关操作记录查询等。
2.3.3 故障诊断系统
在卸煤生产线自动控制系统设计过程中,为了确保卸煤生产线的正常运行,促进卸煤设备的利用效率提高,在系统可靠性的同时,还需要在系统当中融入故障预测和故障发生后能够及时迅速地进行判断和故障处理等功能。因此,在此部分设计时,可以从系统初始化、系统管理和维护、故障预测、故障报警以及故障专家诊断和故障显示记录、故障记录查询等方面进行设计,从而实现对卸煤生产线中存在的故障问题进行预测、检测和报警、诊断与查询等服务[5]。
2.4 软件设计
2.4.1 上位机编程
该软件设计,主要利用Delphi 软件与面向对象编程(OOP)技术的组态设计,需要实现4种功能,从软件操作方面来看,在计算机中配置一个控制面板,并将现有的按钮与开关等,通过Delphi 中的按钮控件来实现,并将其集中到控制面板当中,然后通过现场模拟,实现对现场的控制。从实时动画显示方面来看,可以将翻车机现场的相关设备,通过对应的图片进行替代,并结合实际卸煤场的位置,利用一定的比例将所收集的图像集中在画面当中,接着将从PLC读取的数据结合逻辑运算达到调整图形的目的,以此结合现场的情况同步改变对应的效果。然后,信号分类显示和其他方面,可以将控制系统读取到的信号划分为4种类型:操作、检测、输出和灯信号灯。这样一来可以让工作人员通过对相关信号的检测来判断对应开关按钮的完好程度。
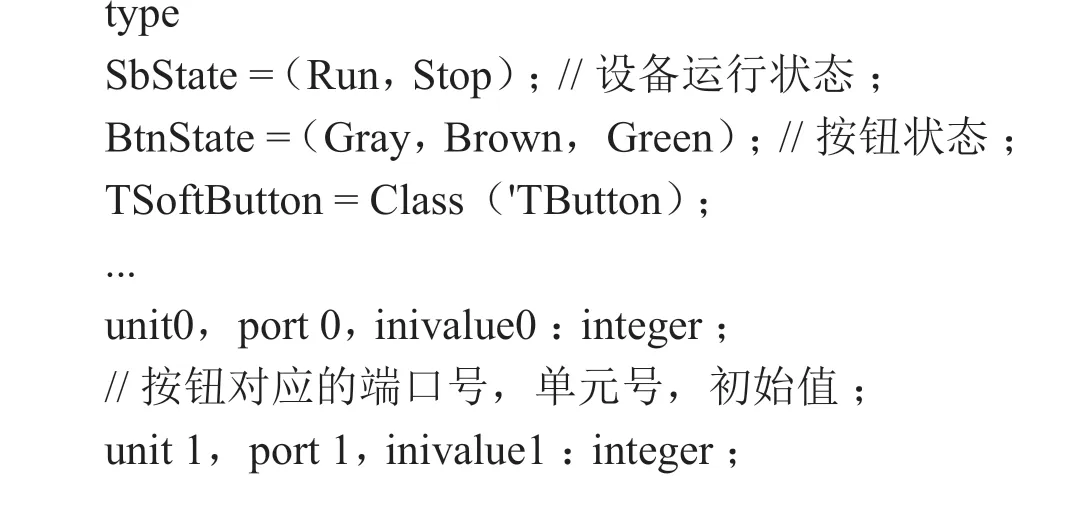
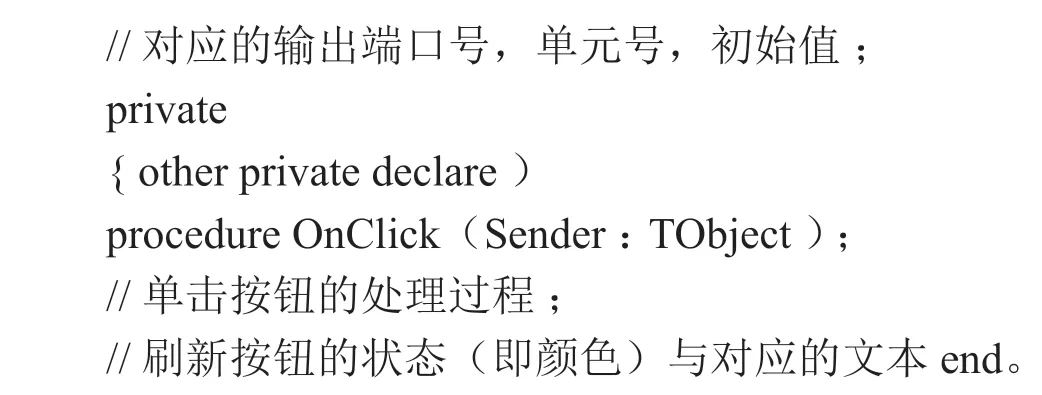
同时,考虑卸煤现场的实际情况,按钮会结合需要发生对应的变化,因此在该程序设计上,还可以设计一个新的TSoftButton 类,使其成为一个软件操作按钮控件,这样一来,在后期的设计与修改过程中,只需要通过对其相关属性进行修改即可。具体编程代码:
2.4.2 软操作与动画配合
在集中控制方面,操作人员还可以通过工业计算机实现对现场卸煤情况进行观察,以及对卸煤车车厢位置配置,如是否将重调车抬臂到相关位置或者翻机车到位,将其和实时动画显示进行有效结合。软操作和实时动画设计方面,针对实时动画显示的实现就需要利用形象的图像来表示现场的设备。因此,对应的程序运行过程当中,利用上位机就可以从PLC 中实现数据读取。同时,结合相应的规制实施逻辑预算分析,最后根据逻辑运算的结果,对整个设备及对应图片的位置以及状态等进行实时调整。并且,还可以对部分重要的信号以及所对应的画面上的图片以及文字等进行提示作用。所以,想要实现动画实时显示与现场情况的同步,一般情况下需要每秒从PLC 读取5次数据,并根据实际情况对动画进行有效调整。从而使得工作人员能够更加直观地获取到卸煤现场的信息,并做出对应的操作。
2.5 上位机和PLC通信
在卸煤自动控制系统设计过程中,计算机作为上位机,自动控制系统作为下位机,想要实现两者之间的通信,就需要构建一个上位连接系统。通过该系统的链接可以实现上位机和下位机之间的命令交换与响应。因此,在该部分设计时,可以利用C 语言对其进行编辑,并做出动态链接的形式,借助代码指令向上位机发出响应信号。不过,整个过程由上位机作为主导,只有上位机向PLC 发出相应的通信指令时,需要通过计算机向控制系统发出通信信号,最后控制系统才会给予响应[6]。
2.6 避免误操作
由于卸煤系统在设计中不同设备之间存在相互联锁的情况,因此其不同类型的按钮操作前都具备相应的前提条件。如,当进行重调机推空车入台到位时,只有迁台车才能够进行相应的操作,并将空车逐步迁向空车线位置上。如果空车入台没有到位,那么操作迁向的空车线按钮就为误操作,且部分误操作可能会造成并引发严重的事故问题,如翻车,导致翻车机损坏。因此,在针对操作方面的设计时,可以选择利用消息模式对其进行控制,并对设备上不同的按钮动作的控制条件进行整理,当相关工作人员选择对应的按钮操作时,相关程序就会对是否满足控制条件进行判断,然后选择是否进行下一步操作。这样一来就可以有效避免由误操作导致的事故情况发生。
3 实践分析
卸煤生产线自动控制系统设计,在黄石火电厂中的应用过程当中,通过对原系统硬件模拟硬盘上的按钮进行相应的处理后,既可以实现对软件的自动化操作控制,还能够让工作人员借助系统上简易的操作按钮,就能够有效降低卸煤工作的工作量和难度。
4 结束语
基于PLC 控制技术设计的卸煤生产线自动控制系统,通过将上位机、数据采集技术、实时监控技术等有机结合,开发实现的卸煤系统,不仅可以帮助工作人员远离卸煤现场,还能够借助计算机操作系统实现卸煤自动控制,以此最大化降低卸煤过程当中存在的故障问题,从而推动电厂经济效益得到提升。但该系统的软件功能还有待进一步的优化与完善,只有这样才能够充分地满足电厂的实际需求。
