自动检堵技术在空调器分流器组件上的应用
2022-12-07汪军求
汪军求 李 敏
(格力电器(合肥)有限公司,安徽 合肥 230088)
空调器的分流器组件是管组件,其作用是将冷媒均匀地分配到蒸发器的各路U管中。分流器组件性能的好坏对空调器系统性能有重要影响,通过对分流器组件内部通气,检查气流是否通畅,可判断分流器组件质量是否合格。目前,在分流器组件检堵技术领域中,大部分采用的是手工检堵的方式,即通过人工操作来检查分流器组件是否通畅。但是,由于手工检堵作业自动化程度低、员工劳动强度极大,检堵岗位操作单一且为瓶颈工序,一次只能检堵一根分流器组件,生产效率较低。因此,如何解决现有技术中手工检堵作业自动化程度低、劳动强度大、生产效率低的问题,成为本领域技术人员所要解决的重要技术问题。
1 方案设计
装置整体设计分为旋转平台、检堵机构以及驱动机构。空调器分流器组件在高频钎焊完后,由机器人自动夹取工件至本检堵装置定位模具中,圆盘上模具工位自动旋转至检堵工位后,焊接双工位自动旋转再下一个待焊接工位,如此循环可完成机器自动检堵,取代人工手工检堵。其整体装置模型如图1所示,检堵机构模型图如图2所示。

图2 检堵机构模型图
在图1、2中:1-转台;2-分流器组件;3-内模具;4-外模具;7-检堵套筒;8-检堵气缸;9-第一驱动;10-检堵底座;11-检堵机座板;12-第一驱动固定座;13-调节丝杠;14-限位杆;15-第二驱动;16-固定夹爪;17-第三驱动;18-支撑杆;19-固定板;20-不锈钢冷气枪;21-检堵气缸固定座;23-安装板;24-机架;25-电控箱。
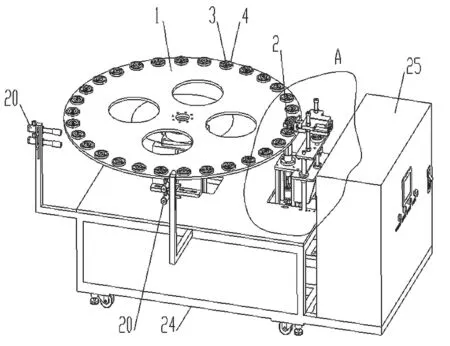
图1 整体装置模型图
2 工作原理
分流器组件高频钎焊后表面温度较高,组件检堵前需要时间去冷却,将检堵工位设计安装在转盘上,利用精度高的旋转平台控制转盘转动频率和定位精度。
检堵机构根据原有的检堵机上进行设计优化,机构整体增加丝杆可以调节检堵高度,解决不同机型分流器组件直管长短不一的通用性问题。
分流器组件在旋转至检堵工位时,检堵机构光电感应到物料后,气缸夹具伸出对称夹紧分液头,保证顶升气缸在检堵前分流器组件定位不晃动,以提高检堵精度。
检堵机构和机器人信号对接,检堵界面判定分离器组件检堵是否合格并将信息反馈给机械人,机械人接收信号后自动夹取分流器组件进行下线,从而实现分流器组件自动检堵。
3 机械结构与节拍分析
为满足生产实际需求,分离器组件高频钎后冷却需要3min,焊转盘设计30个检堵工位,从上料工位到检堵工位有15个工位约270s,充分保证分流器组件冷却时间,圆盘上料工位段安装有4个不锈钢冷气枪涡流管,在线不停断地对分流器组件上端和下端进行吹扫冷却,可保证分流器组件检堵有效性。
由于分流器组件总直管直径多样型,将转盘上定位工位设计成圆形卡槽结构,同时检堵座套筒可以更换,满足生产不同机型分流器组件检堵快速切换。
4 工艺参数
该装置主要涉及检堵工艺参数调节,检堵工艺参数主要有氮气压力、氮气露点、转盘转动时间、气缸夹紧时间、气缸顶升时间以及检堵时间,通过一段时间实际调试研究后,并结合产品质量和生产效率情况,对其制定合理的检堵工艺参数,具体参数如表1所示。

表1 检堵工艺参数设置
由于存在不同规格的分流器组件,其检堵流量不尽相同,正常样件需要与堵住样件直接设定动态参数。取同一批次中的5个组件进行动态参数测定,分别测得的5个动态参数,若误差值小于4%,则记录为A1~A5,堵住最长一根毛细管后动态参数,若误差值小于4%,则记录为B1~B5。按表1所示计算平均差值S2-S1,则取上下限C=|S2-S1|/2;故上限、下限参数设定为(A+C,A-C),A为同组样件中出现次数最多的流量值,检堵过程中合格灯亮则该分流器组件合格;报警灯亮,则该分流器组件已堵。
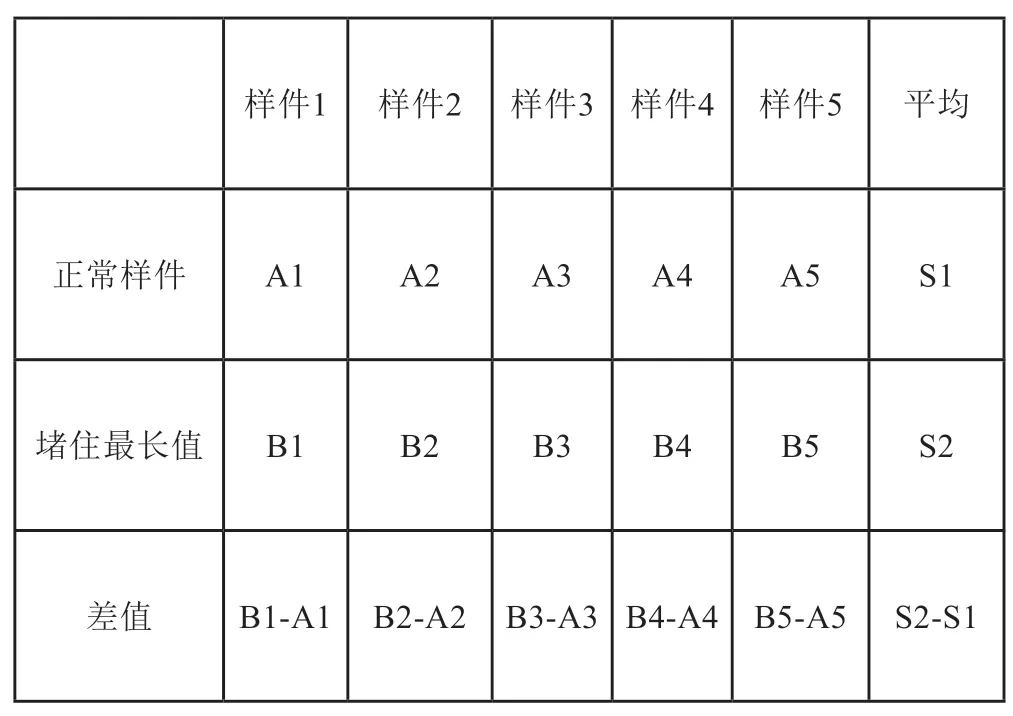
表2 正常样件与堵住样件的动态参数设置
5 结语
本文所研制的分流器组件自动检堵装置,充分利用了其自动旋转定位检堵工位,分流器管组件可通过检堵工位上快速定位夹紧机构迅捷地实现定位夹紧,保证了检堵的稳定性。通过本研究创新实现了分流器组件自动检堵领域的技术突破,避免了工件检堵质量完全依靠员工操作技能的问题,降低了员工职业安全隐患,为员工提供舒适的作业场所,有效解决了现有技术中手工检堵作业自动化程度低、劳动强度大、生产效率低的问题。
