脱膜板式残膜回收机起膜分离输送装置的设计与试验
2022-12-05周鑫城张学军史增录张朝书白圣贺黄爽
周鑫城,张学军*,史增录,张朝书,白圣贺,黄爽
(1 新疆农业大学机电工程学院,新疆 乌鲁木齐 830052;2 阿拉尔市天典农机制造有限责任公司,新疆 阿拉尔 843300;3 中国农业机械化科学研究院土壤植物机器系统技术国家重点实验室,北京 100083)
铺膜种植技术具有保温保墒作用,提高农作物产量,该技术被广泛使用于新疆特色经济作物棉花的种植中[1]。2020年新疆地区的棉花总产量达到516万吨,占全国87.32%,新疆种植面积占全国棉花总种植面积的78.9%[2]。我国使用的地膜是聚乙烯烃类有机高分子化合物,在自然条件下极难降解[3],造成了农田土壤的白色污染,严重影响了农业生态环境[4]。机械化回收是解决残膜白色污染的有效手段[5]。现有的残膜回收机,根据不同农艺作业时间分有播前、苗期和秋后残膜回收机[6]。秋后残膜回收阶段,因地膜的力学性能良好、风化程度低大部分为整膜,有利于机械化残膜回收[7],因此秋后残膜回收是农田残膜污染治理的一个关键环节。
现有秋后残膜回收机械主要有4JSM-2100秸秆还田机残膜回收联合作业机、齿链复合式残膜回收机、夹指链式残膜回收机等,其膜杂分离方式分别为捡拾滚筒捡拾后卸膜辊直接卸膜分离[8]、齿链捡拾装置捡拾后刮板式卸膜机构进行卸膜分离[9]、夹指链式捡拾后由脱膜装置进行曲柄摇杆摆动式卸膜分离[10]。现有秋后残膜回收机,起膜输送后直接进行捡拾分离工艺,缺少中间流程,即将残膜、土块、根茬进行初步预分离的工艺流程[11],易造成残膜、土壤、作物的根茬分离困难,含杂率高等问题[12]。因此,本文设计一种脱膜板式残膜回收机的起膜分离输送装置,该装置通过起膜装置将膜、土、根茬混合物抛送至一二级分离圆盘辊进行初级膜杂分离流程,以降低捡拾装置分离输送的难度。该装置构建的预分离流程,为起膜与捡拾流程提供过渡环节,二级分离使得杂质被充分分离,减轻后续膜杂分离压力,从而有效降低含杂率,解决分离不彻底的问题,有益于残膜回收后的处理、再利用等工作。
1 脱膜板式残膜回收机结构与工作原理
1.1 整机结构
脱膜板式残膜回收机由机架、起膜分离输送装置、横向排杂装置、脱膜板式链耙捡拾装置、卸膜导板装置、三角循环式卸膜装置、往复式输膜箱等组成。整机结构如图1所示。

图1 脱膜板式残膜回收机结构示意图
1.2 工作原理
脱膜板式残膜回收机可一次实现起膜、膜土输送、捡拾与分离、脱膜、集膜和卸膜等功能。该机在秋季作物回收、棉秸秆粉碎后作业。作业时,采取与棉花种植行对行作业,由拖拉机牵引机具行进,通过拖拉机的后输出轴将动力传递至后部各级装置,起膜装置实现对表层膜土混合物的上翻、抛送,分离输送装置将残膜、土块、秸秆等混合物进行初级分离,未分离完全的混合物被输送至脱膜板式链耙捡拾装置,膜、土、秸秆混合物随脱膜板式链耙捡拾装置实现升运,被分离的土块、秸秆等杂质下落至横向排杂装置,排运至已作业侧,分离后的残膜继续附着在挑膜齿上,经升运后,在脱膜板式链耙捡拾装置的托膜板承托作用下水平运送至卸膜导板装置与三角循环式卸膜装置处进行卸膜,卸膜导板装置将卸膜导轮引导、改变其运动轨迹,实现脱膜板式链耙捡拾装置中链耙钉齿的翻转,对应的托膜板未翻转,链耙钉齿与托膜板产生相对位移,使残膜向上从钉齿间滑动落下,实现自动卸膜。未被卸膜的剩余部分残膜,继续由三角循环式卸膜装置实现二次卸膜。卸下的残膜随自重下落被收集至往复式输膜箱,待残膜积聚一定体积后,往复式排膜杆进行向后排膜工序,完成该机整个残膜回收作业流程。
1.3 主要技术参数
脱膜板式残膜回收机的主要参数见表1。

表1 脱膜板式残膜回收机主要参数
2 起膜分离输送装置的设计分析
起膜分离输送装置位于脱膜板式残膜回收机前端,由起膜装置与超重抛送辊、分离输送装置三部分组成。分离输送装置包括一、二级分离圆盘辊装置。该装置结构示意图如图2。

图2 起膜分离输送装置结构示意图
2.1 起膜分离输送装置的设计
2.1.1 起膜装置的设计
参考文献[13],依据常规起膜装置设计要求,结合脱膜板式残膜回收机的工作特点和工况需要,确定起膜装置的结构。起膜装置由起膜铲刀、支撑刀架、筋板和起膜轴组成(图3)。
工作时,膜、土等混合物在起膜铲刀旋转切削作用下,目标区域的膜土混合物被逐渐抬升,抛送至后部一级分离输送装置,疏松后的膜土混合物便于后端捡拾装置的捡拾。4块铲刀安装于支撑刀架上,支撑刀架焊接固定于起膜轴,其铲刀两端分布有2个避茬口,具有规避根茬、减轻壅土程度及减阻作用。
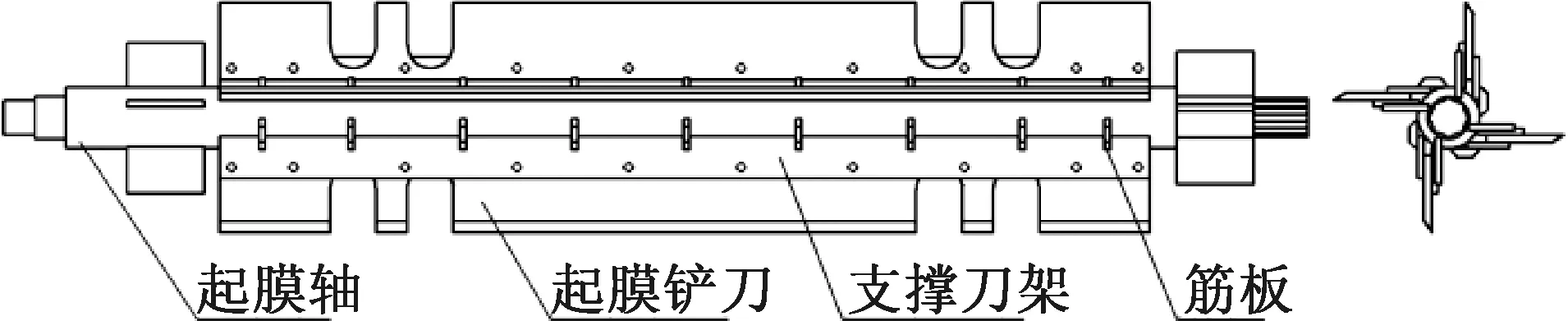
图3 起膜装置结构示意图
2.1.2 超重抛送辊的设计
起膜装置作业过程中,主要铲起对象为轻质膜土混合物,余下部分为膜茬混合物、质量较大的含膜土块等,该部分因为体积大、质量重的特点,需要进行二次抛送,以满足抛向分离输送装置的工作要求。
超重抛送辊安装于起膜装置上前位置,以提供超重部分混合物的次级动力,完成对该部分残膜的回收,使得残膜回收更加充分。超重抛送辊由4片抛送板与转轴组成,图4为其结构示意图。

图4 超重抛送辊结构示意图
2.1.3 分离输送装置的设计
结合新疆棉类作物种植特点以及农艺技术,残膜回收作业一般是在棉秸秆粉碎后进行,作业时被铲起的根茬较多,造成膜茬缠绕,导致分离部件分离能力下降而影响分离质量。
利用分离输送装置,对铲起的棉根茬进行初级分离,以减小分离部件压力。分离输送装置由一、二级分离圆盘辊组成,一、二级分离圆盘辊初步设定为等间距、等直径圆盘构成。图5为一、二级分离圆盘辊排布示意图,根据作业棉田为1 250 mm膜宽,为一膜四行种植模式,根据前期试验,设计L1为一级分离圆盘辊设计幅宽,1 220 mm;L2为二级分离圆盘辊设计幅宽,1 120 mm;B为分离圆盘间距,100 mm。

图5 一、二级分离圆盘辊排布示意图
2.2 分离输送装置的分析
2.2.1 分离输送装置的运动学分析
为分析分离输送装置工作状态时根茬、土块、残膜的运动规律,对起膜装置抛至一级分离圆盘辊中后部的落点的膜杂分离、输送过程进行运动学分析,进而确定合理的工作参数。以根茬、土块等杂质开始被抛离前的位置为原点建立oxy直角坐标系,分离圆盘辊上膜杂的运动轨迹分析如图6所示。

ω1为起膜装置转速,rad/s;ω2为超重抛送装置转速,rad/s;ω3为一级分离圆盘辊转速,rad/s;ω4为二级分离圆盘辊转速,rad/s;v1为机具前进速度,m/s;v0为膜杂混合物被一级分离圆盘辊抛离瞬间初速度,m/s;vx为v0的水平方向分速度,m/s;vy为v0竖直方向分速度,m/s;lx为膜杂混合物水平位移,mm;ly为膜杂混合物竖直位移,mm;α为v0与水平方向的夹角,°。图6 膜杂在起膜分离输送装置运动轨迹
通过对图7中的膜杂运动轨迹分析,并联立式(1)、(2)可得膜土在重力和空气阻力作用下水平方向和垂直方向分速度变化规律。其初始条件为:t=0,x0=y0=0,vx=v0cosα,vy=v0sinα,则有:
(1)
(2)
(3)
式(1)至(3)中t为膜杂离开一级分离圆盘辊后运动的时间,s;m为膜杂混合物质量,kg;g为重力加速度,m/s2;Cd为空气阻力系数;ρ为空气密度,1.293 kg/m3;A为与气流运动方向垂直的投影面积,设定其为固定常数值,m2。
(4)
(5)
(6)
式(5)、(6)中θ为lx与ly夹角,°。
在一二级分离圆盘辊中心距不变的情况下,一级分离圆盘辊转速在合理区间时,由于相对位置辊间安装角θ的不同,一级分离圆盘辊会呈现以下3种抛离效果,设定θ0为此条件下理论计算辊间安装角度值。由图7可知:
当θ>θ0时,在上述条件下,膜杂混合物可到达二级分离圆盘辊的前中区段。膜杂混合物碰撞后,作反向运动,导致膜杂混合物雍堵于一二级分离圆盘辊之间,使得分离输送装置输送效果差。
当θ=θ0时,膜杂混合物可到达二级分离圆盘辊顶部中点处,处于输送条件临界点。满足于小部分轻质膜杂混合物分离输送要求,输膜特性较差。
当θ<θ0时,膜杂混合物可到达二级分离圆盘辊中后部,能够满足膜杂混合物分离输送要求,可以保证残膜输送质量。但θ不能太小,使得抛离后膜杂混合物落点位于二级分离圆盘辊后,影响该处分离质量。因此,设计辊间安装角度值θ<θ0。
当α为60°,v0为2.38 m/s时,带入(8)~(13)式得,lx为238 mm,ly为198 mm,θ0为39.79°,结合上述分析与前期试验情况,设置辊间安装角度值θ为28°。

v0为膜杂混合物被一级分离圆盘辊抛离瞬间初速度,m/s;X为膜杂混合物运动轨迹;ω3为一级分离圆盘辊转速,rad/s;ω4为二级分离圆盘辊转速,rad/s;θ0为辊间安装角度值,°。图7 辊间安装角分析
2.2.2 分离输送装置动力学分析
为研究分离输送装置上膜杂混合物有效分离、输送的条件,分析膜杂混合物在分离装置上的受力情况。为简化膜杂混合物的受力,分析时认为膜杂混合物均由起膜装置抛送,且其在分离圆盘上不产生轴向运动[14]。膜杂混合物在一级分离圆盘辊上在抛离前的受力分析如图8所示。

N为膜杂混合物受到的支持力,N;Fx为膜杂混合物受到的离心力,N;FA为膜杂混合物受到的空气阻力,N;f为膜杂混合物受到的摩擦力,N;G为膜杂混合物重力,N;ω3为一级分离圆盘辊转速,rad/min;δ为落点位置与竖直方向在圆心处夹角,°。图8 膜杂混合物受力分析
若使膜杂混合物被一级分离圆盘辊抛离,需满足抛离条件,其两者的合力在竖直方向的分力应大于重力,即
Fx≥Gsinδ+f+FA,
(7)
G=m1g,
(8)
(9)
(10)
f=μN,
(11)
(12)
式(9)、(11)中r为分离圆盘半径,m;μ为摩擦系数。
由此可得:
(13)
式(13)中n1为一级分离圆盘辊转速,r/min。
由式(13)可知:一级分离圆盘辊转速越大,膜杂混合物被抛出的速度越大,膜杂混合物对二级分离圆盘辊的作用力越大,转速过大会使分离圆盘辊撕裂残膜,增加回收难度;转速过小,膜土不能被抛到二级分离圆盘辊上实现次级分离输送,不满足作业要求。因此,分离输送装置的输膜效果主要与分离圆盘辊的转速相关。
通过前期样机试验证明,设置分离圆盘半径r为240 mm,δ取值10°,将相关数据代入式(13),得到一级分离圆盘辊转速为183.4 r/min。
3 样机田间试验
3.1 试验条件
2020年10月15日在新疆阿拉尔市双城镇选择棉花已收获、棉秸秆已粉碎的棉田进行残膜回收试验,试验地种植模式为一膜四行,即10 cm+66 cm+10 cm的模式,土壤为黏性土壤,棉秆茬高不高于15 cm,含水率16%~19%(0~10 cm土深),试验用地膜厚为0.01 mm,耐候期约为180 d。
3.2 试验仪器与设备
试验仪器设备包括雷沃欧豹M754-D轮式拖拉机、脱膜板式残膜回收机、3组间距不同的分离圆盘辊、HSTL TRCS02型便携式土壤水分测定仪(精度±3%)、TJSD-750-II土壤坚实度测定仪、VICTOR6234P型激光转速表(胜利仪器)、WT50002CF电子天平(精度10 mg)、皮尺、计算器、洗净盆、样品袋等。
3.3 试验指标的测定
依据GB/T 25412—2010《残地膜回收机》、NY/T 1227—2006《残地膜回收机作业质量》的要求,选取试验测定长度为100 m,其含水率、土壤硬度等条件基本一致。每组因素组合进行3次试验,试验后将往复式输膜箱内的土壤与根茬称重,箱内残膜收纳至具有组别编号的样品袋,对其进行清洗、晾晒、称重等工序流程,缠绕于机械上残膜同等收集至编号样品袋,进行同等工序流程[15]。测定残膜回收率、含杂率两个指标,其计算方法为:利用往复式输膜箱内残地膜的质量与测区内含有残膜的总质量之比,得到残膜回收率HS(%)[16];利用往复式输膜箱内的土壤、根茬等杂质质量与往复式输膜箱内总物质的质量之比,得到含杂率HZ(%)[18]。
3.4 试验设计与方法
为研究脱膜板式残膜回收机起膜分离输送装置的性能,结合起膜分离装置的运动学和动力学的分析,确定了以分离圆盘转速、分离圆盘间距、机具前进速度3个因素,以残膜回收率、含杂率为指标的起膜分离输送装置的性能研究,利用Box-Behnken试验设计方法进行了试验设计。
试验过程中各因素调节方式为:分离圆盘转速调节通过更换传动链轮实现,分离圆盘间距调节通过安装位置间隔大小实现,机具前进速度通过拖拉机换挡调节。根据残膜回收机具一般作业实际情况,结合理论计算,各试验因素和水平见表2。

表2 试验因素和水平
3.5 试验结果及分析
3.5.1 回归模型的建立与显著性分析
依据Design-Expert软件中Box-Behnken试验理念进行试验设计,试验方案及响应值结果见表3。

表3 试验设计方案及响应值结果
统计17组测试点试验前后测得的残膜质量的数据,并计算其各点试验前后的残膜含量百分比,即是各点的残膜回收率;同上将测区17组测试点分别测得的往复式输膜箱内的土壤、与根茬的质量进行统计,通过式(15)计算得到含杂率。按以上方法得到各组残膜回收率、含杂率平均值分别为81.49%、43.63%。
利用回归方程方差性质进行分析[18],结果见表4,由表4中二次项x12、x22、x32和x1x2、x1x3、x2x3的显著性可知:3个因素与指标残膜捡拾率、含杂率之间存在的关系与交互作用。通过Design-expert软件拟合分析,得到参数优化前的残膜捡拾率HS、含杂率HZ对机具前进速度x1、一级分离圆盘辊转速x2、分离圆盘间距x33个自变量因素的响应面回归模型及其回归方程如下:

(14)

(15)
由表4分析可知:响应值残膜回收率HS、含杂率HZ对应P值均小于0.000 1,表明该模型极其显著;失拟项对应P值均大于0.05,表明该回归模型具有较高拟合度;该模型决定系数值分别为R2=0.974 8、R2=0.970 9,说明该模型可以适用于97%以上的评价指标,所以该装置的工作参数优化,可利用该模型进行。
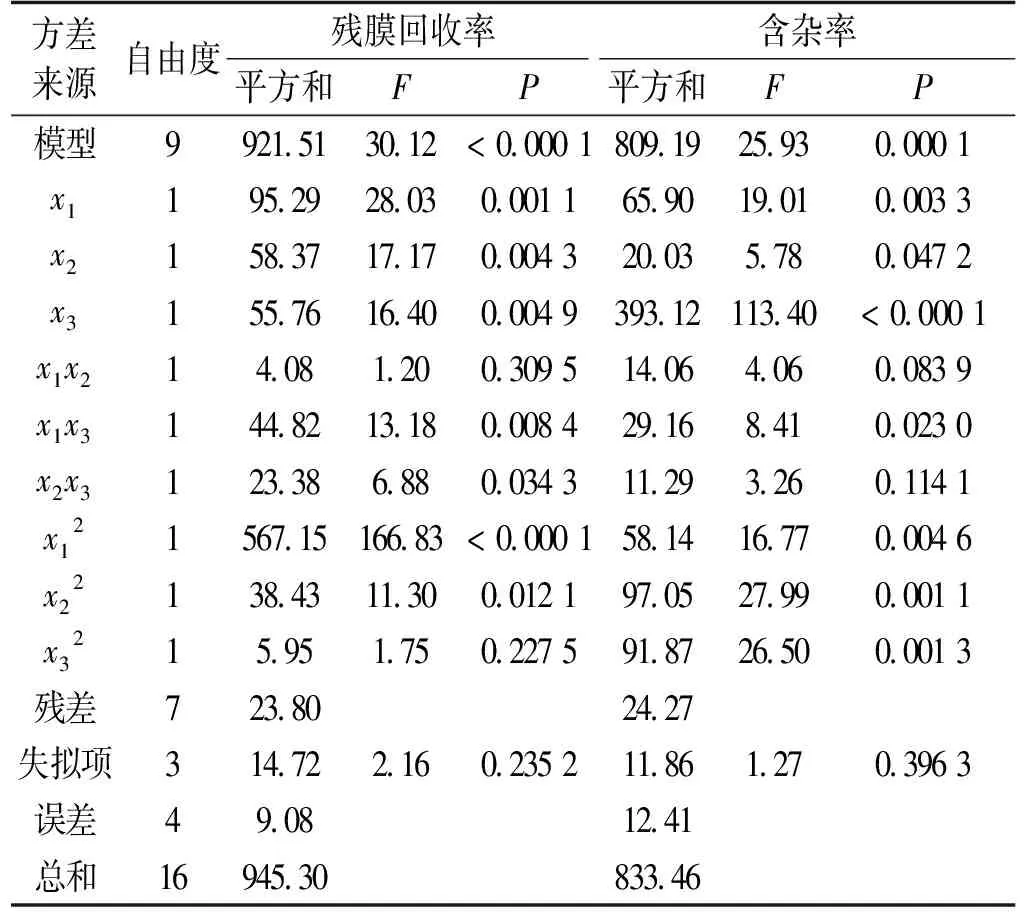
表4 试验分析结果
显著性P值反应各因素对于指标的影响程度[19],P<0.01为极显著,表明因素对于指标的影响度极高,P<0.05为显著,表明因素对于指标的影响度高。残膜回收率模型HS中有5个回归项为极显著,分别为x1、x2、x3和x1x3、x12;2个回归项为显著,分别为x2x3、x22;模型中有2项为不显著,分别为x1x2、x32。含杂率模型HZ中有5个回归项为极显著,分别为x1、x3、x1x3、x22、x32;3个回归项为显著,分别为x2、x1x2、x12;模型中有1项对其为不显著,为x2x3。将不显著因素剔除后,得到优化后的模型,如式(16)、(17)所示。分析优化后的回归方程,模型中的HS、HZ对应P值均小于0.000 1与其对应的失拟项P值分别为0.235 0、0.208 5,即回归模型对应失拟项均不显著,可判定优化模型可靠。

(16)
(17)
3个试验因素对残膜回收率的显著性顺序为:机具前进速度>一级分离圆盘辊转速>分离圆盘间距;对含杂率的显著性顺序为:分离圆盘间距>机具前进速度>一级分离圆盘辊转速。
3.5.2 交互因素对装置工作性能影响的分析
3个因素交互作用对试验指标残膜回收率、含杂率形成的响应面3 D图如图9所示。
图9a为分离圆盘间距位于中心水平(75 mm)时,机具前进速度、一级分离圆盘辊转速对残膜回收率HS交互作用的响应面图,可知:机具前进速度逐渐增加时,残膜回收率先增后减,具有较显著的变化幅度。一级分离圆盘辊转速逐渐增加时,残膜回收率具有先增后减趋势,其变化趋势较平缓。表明其对残膜回收率影响显著程度较机具前进速度小。
图9b为一级分离圆盘辊转速位于中心水平(200 r/min)时机具前进速度、分离圆盘间距对残膜回收率HS交互作用的响应面图,可知:机具前进速度逐渐增加时,残膜回收率先增后减,具有较显著的变化幅度。分离圆盘间距逐渐增加时,残膜回收率逐渐增加,其变化较为平缓,在中心水平下机具前进速度对残膜回收率影响更显著。
图9c为机具前进速度位于中心水平(4 km/h)时,一级分离圆盘辊转速、分离圆盘间距对残膜回收率HS交互作用的响应面图,可知:一级分离圆盘辊转速逐渐增加时,残膜回收率先增后减,具有较显著的变化幅度。分离圆盘间距逐渐增加时,残膜回收率平缓减小,在中心水平下,一级分离圆盘辊转速对残膜回收率影响更显著。
图9d为分离圆盘间距位于中心水平(75 mm)时机具前进速度、一级分离圆盘辊转速对含杂率HZ交互作用的响应面图,可知:机具前进速度逐渐增加时,含杂率具有先减后增趋势,变化幅度大。含杂率随一级分离圆盘辊转速逐渐增加先减后增,变化幅度较小,机具前进速度对含杂率影响更显著。
图9e为一级分离圆盘辊转速位于中心水平(200 r/min)时机具前进速度、分离圆盘间距对含杂率HZ交互作用的响应面图,可知:机具前进速度逐渐增加时,含杂率具有先减后增趋势,变化幅度平缓。含杂率随分离圆盘间距逐渐增加而先减后增,分离圆盘间距对含杂率影响更显著。
图9f为机具前进速度位于中心水平(4 km/h)时一级分离圆盘辊转速、分离圆盘间距对含杂率HZ交互作用的响应面图,可知:一级分离圆盘辊转速逐渐增加时,含杂率先减后增,具有较显著的变化幅度。分离圆盘间距逐渐增加时,含杂率先减后增,分离圆盘间距对含杂率影响更显著。

图9 交互因素对残膜回收率与含杂率的影响
从图9a、b、c可知:3个试验因素对响应值HS的响应面变化规律与前述式(18)回归模型及其方差分析结果相同,总体的影响趋势大致为机具前进速度越高、一级分离圆盘辊转速越低、分离圆盘间距越小则残膜回收率越高。其原因分析如下:机具前进速度大时,单位时间内从起膜装置抛至一二级分离圆盘辊的膜杂混合物更多,杂质混合体被一二级分离圆盘辊抛送更连续,对残膜形成较为连续的运动输送;一级分离圆盘辊转速越低,形成较为稳定的抛离运动路径,受质量较轻抛离路径越大干扰较小;分离圆盘间距越小,同等质量下的膜杂混合物与分离圆盘辊接触的几率越大,提高输膜的可靠度,但与此同时过小的分离圆盘间距,也使杂质混合体的抛送几率增大,而导致分离效果不佳。
从图9d、e、f可知:3个试验因素对响应值HZ的响应面变化规律与前述式(19)回归模型及其方差分析结果相同,总体的影响趋势大致为机具前进速度越低、一级分离圆盘辊转速越高、分离圆盘间距越大则含杂率越低。其主要原因分析如下:机具前进速度越低,单位时间被铲起抛至一级分离圆盘辊的膜杂混合物的质量越小,同一时间可分离输入量低,有利于分离圆盘辊分离;一级分离圆盘辊转速越高,一部分质量较轻杂质被击飞抛至工作区段外部,减少杂质成分百分比;分离圆盘间距越大,同等输入量下的膜杂混合物与分离圆盘接触的几率越小,具有良好的分离作用,但该间距不能过大,而使输膜效果变差。
3.5.3 参数优化与试验验证
为了达到脱膜板式残膜回收机的最佳工作性能,结合试验指标工作质量要求,残膜回收率值大为佳、含杂率值小为佳,需对3个试验因素进行参数组合优化工作。利用Design-Expert软件对构建的2个三元一次回归方程进行参数最优化求解。残膜回收率为残膜回收的关键指标,但影响残膜后续处理的指标为含杂率,若土块、秸秆等杂质含量过大,无法进行后处理,结合起膜分离输送装置性能要求,所以两指标对该机工作性能同等重要,设置目标函数权重均为50%,通过分析求解后,得到以下最优参数组合:机具前进速度为4.02 km/h,一级分离圆盘辊转速为185.19 r/min,分离圆盘间距86.22 mm时,残膜回收率和含杂率2个指标的预测值分别为87.88%、35.72%。
以上参数组合范围仅具有推荐价值,实际参数组合需通过试验进行对其的验证,以确保准确度,验证最优参数组合可靠性。结合实际机械生产与工艺要求,本文各验证试验因素优化参数值分别为机具前进速度4 km/h、一级分离圆盘辊转速为185 r/min、分离圆盘间距85 mm,在阿克苏兵团第一师六团农业推广合作社试验地进行试验,结果见表5。
由表5可知:试验指标验证值与优化预测值相对误差均小于5%,表明该参数优化模型准确可靠。当参数组合为机具前进速度4 km/h,一级分离圆盘辊转速为185 r/min,分离圆盘间距85 mm时,此时残膜回收率为86.93%,含杂率为37.28%。

表5 优化值与试验验证值
4 结论
(1)本研究进行了脱膜板式残膜回收机膜分离输送装置的设计,通过试验验证该组合装置的工作可靠性。
(2)所选各因素对具有起膜分离输送装置的脱膜板式残膜回收机下,残膜回收率的显著性大小依次为:机具前进速度、一级分离圆盘辊转速、分离圆盘间距;对含杂率的显著性大小依次为:分离圆盘间距、机具前进速度、一级分离圆盘辊转速。
(3)应用响应面分析各因素交互作用对响应指标的综合效应:机具前进速度越高、一级分离圆盘辊转速越低、分离圆盘间距越小则残膜回收率越高。机具前进速度越低、一级分离圆盘辊转速越高、分离圆盘间距越大则含杂率越低。
(4)对构建的残膜回收率、含杂率回归方程进行优化求解,确定最佳参数组合为机具前进速度4 km/h,一级分离圆盘辊转速为185 r/min,分离圆盘间距85 mm,进行田间试验验证,残膜回收率为86.93%,含杂率为37.28%。