氯碱企业控制氯气微量水分工艺研究
2022-11-22董晓政
董晓政
(甘肃北方三泰化工有限公司,甘肃 白银 730900)
氯碱企业氯气干燥处理依据是湿氯气中饱和水蒸气含量与温度的关系,通过冷却降温除去湿氯气中绝大部分的水分,再通过硫酸的脱水性除去剩余水分,达到氯气干燥的目的。氯气处理采用“先冷却后干燥”的工艺流程。
1 氯气产生及氯气除水干燥工艺
氯气产生的工艺流程如下。
由盐水精制工序送来的精制盐水通过盐水高位槽送入每台电解槽的阳极液进料总管。其流量由每台电解槽的调节阀控制,以保持阳极液的浓度达到规定值。流量由每台电解槽的直流电流串级控制。31%的盐酸在界内与纯水混合成浓度为17%的盐酸,用来中和从阴极室通过离子膜渗透过来的OH-离子,并与精制盐水一起连续不断送入阳极室。精制盐水在阳极室中进行电解、产生氯气,同时NaCl浓度降低。电解槽进、出口之间的NaCl分解率约为50%。每个阳极液室都有两个挠性软管,一个连接进料总管,另一个连接出料总管。电解后产生的氯气和淡盐水的混合物通过软管汇集排入阳极液总管,并在总管中进行气体和液体分离。氯气在氯气主管中进行收集后送入阳极液槽顶部。氯气中的水分在此被分离,然后氯气出界区,部分含有氯气的淡盐水送回精制盐水管线。
氯气干燥处理工序包括氯气洗涤、冷却、干燥和氯气压缩输送等。
由电解槽出来的湿氯气中含有大量的水分及盐分,通过氯气洗涤塔,对氯气进行洗涤冷却,除去其中的盐分。洗涤塔出来的氯气进入钛管冷却器,用5.0~6.0℃冷冻水冷却,冷却后的氯气进入水雾捕集器,除去氯气中夹带的水分。水雾捕集器出来的氯气依次进入填料塔、泡罩塔,用硫酸做干燥剂除去氯气中的微量水分,然后进入酸雾捕集器,除去氯气中夹带的酸雾,送至氯气压缩机压缩后送下一工序。
氯气除水干燥工艺流程图见图1。
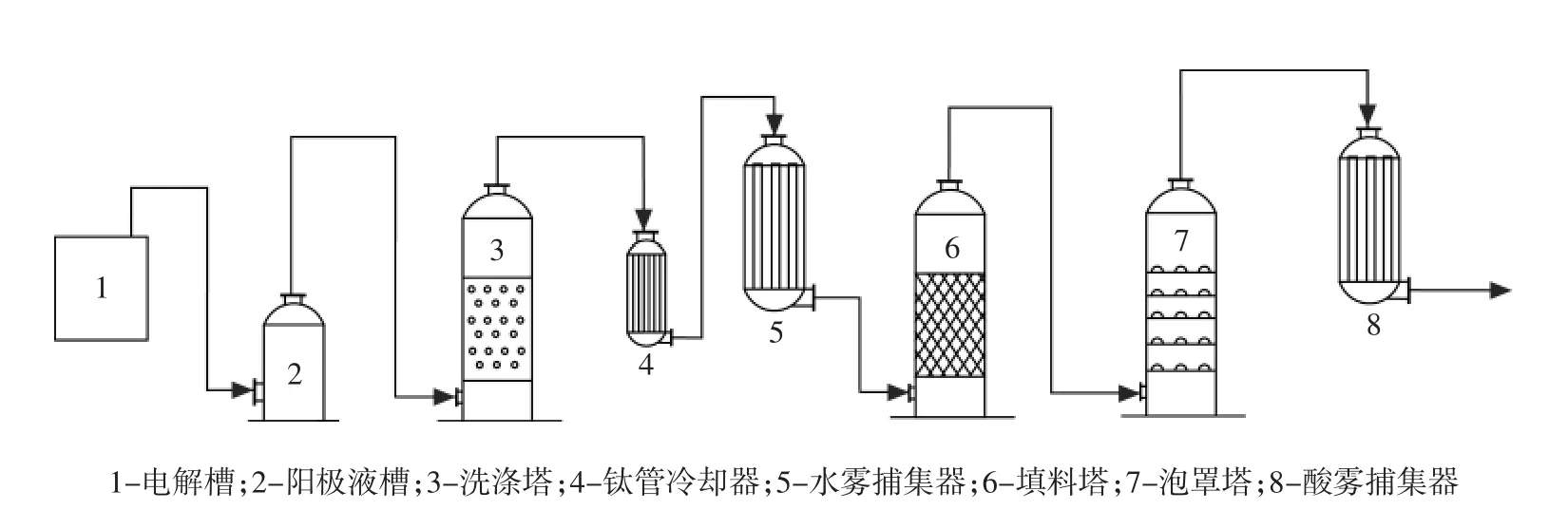
图1 氯气除水干燥工艺流程图
2 原有工艺湿氯气脱水物料平衡计算
湿氯气温度和含水量的关系见表1,氯气在水中的溶解度见表2。由表1可以看出,湿氯气温度每下降10℃,水蒸气的含量大概下降一半。从电解槽来的湿氯气可以通过降低温度除去大部分的水分,再用浓硫酸来吸收余下的水分。
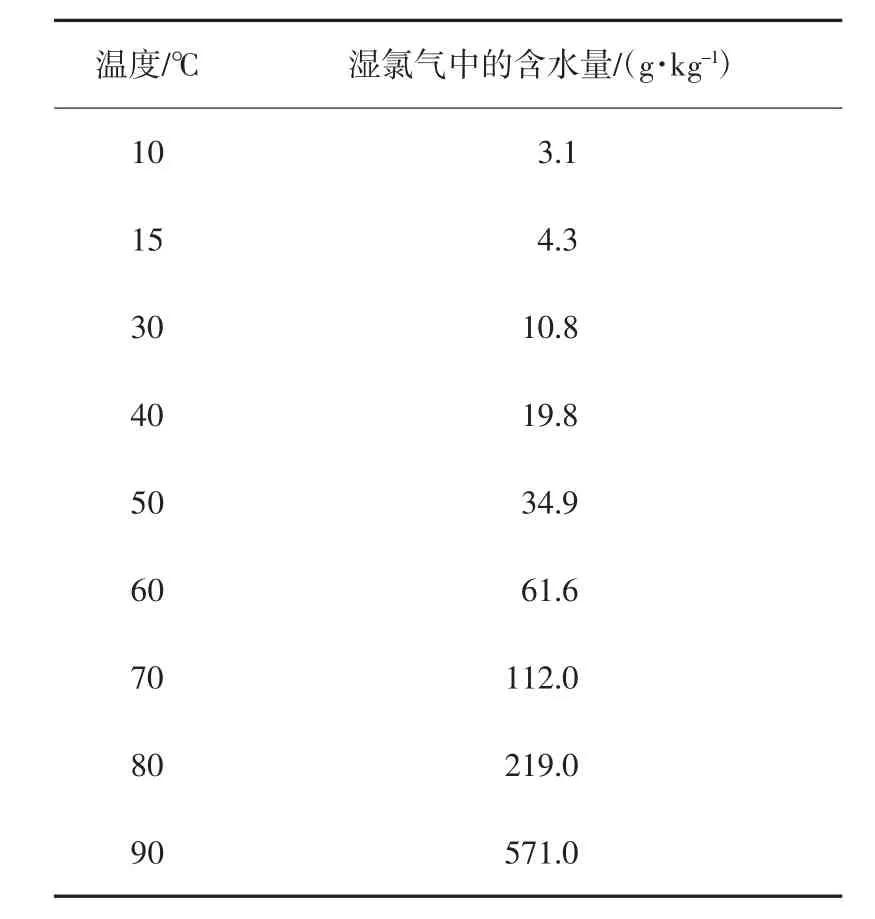
表1 湿氯气温度和含水量的关系
(1)物料平衡计算依据
烧碱原有产能10万t/a,氯气产能8.875万t/a,氯气产量11093.75 kg/h(全年按8000 h计)。
(2)电解槽出口湿氯气组成(湿氯气温度为85℃)
Cl211093.75 kg/h,H2O 4437.5 kg/h(按照表1折算,1 kg Cl2中含水约400 g,以下氯中含水均按照表1进行折算);含有少量O2和N2等不凝气体(约为187.5 kg/h),其质量变化在整体工艺中可以忽略不计。由上计算出湿氯气含水为28.2%。
(3)氯水洗涤塔脱水后氯气含水(温度为45℃)
45℃时湿氯气饱和水的水量为11076.15×0.02735=302.93(kg),冷凝下来的水为4134.57 kg/h,其溶解的氯气约为17.6 kg/h(按照表2进行折算,以下同)。冷却后氯气的量为11076.15 kg/h。
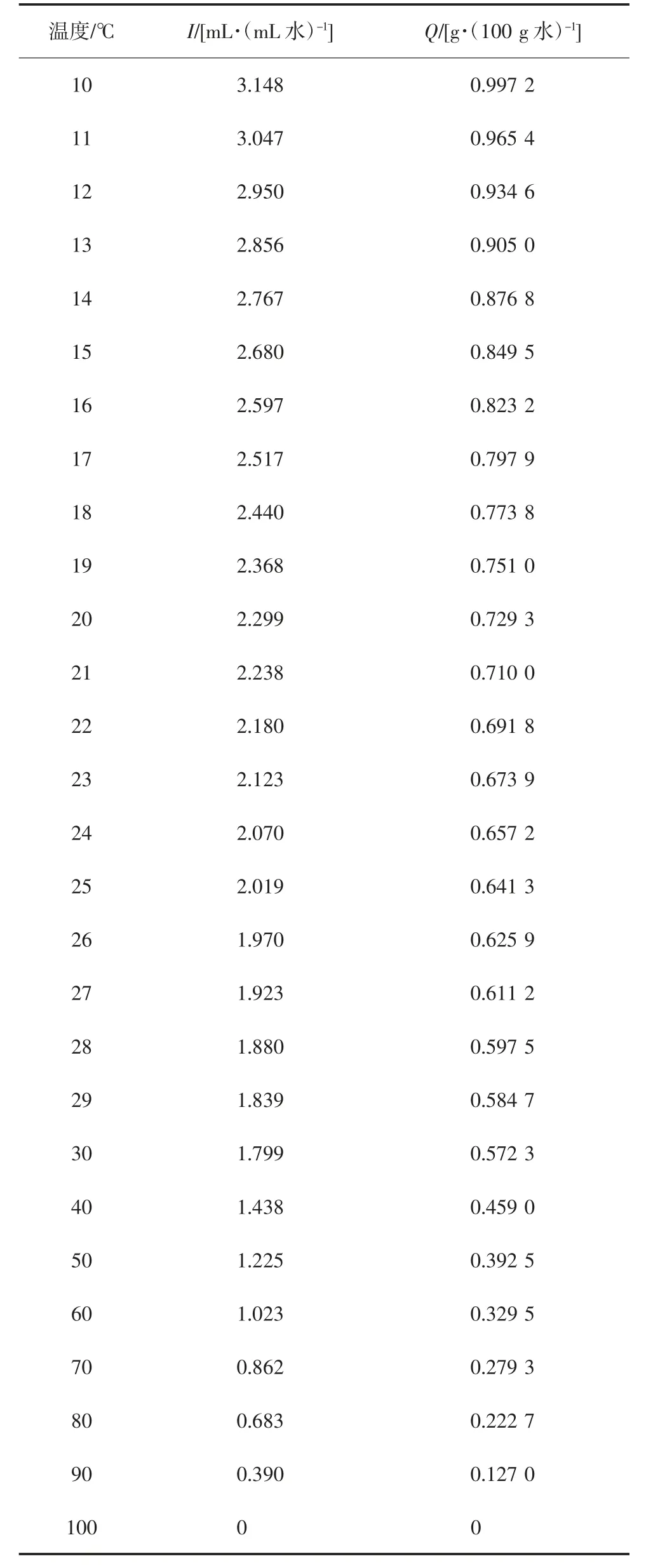
表2 氯气在水中的溶解度
出塔氯气组成:干基氯气11076.15 kg/h,其他气体187.5 kg/h,水分302.93 kg/h;
冷却后的氯水组成:Cl217.6kg/h,H2O4134.57kg/h。
由上计算出湿氯气含水为2.6%。
(4)出钛冷器氯气含水
进钛冷器氯气45℃,出钛冷器温度15℃,15℃时湿氯气饱和水的水量为47.62 kg。冷凝下来的水为255.31 kg/h,其溶解的微量氯气约为2.17 kg/h。
出钛冷器氯气组成:干基氯气11073.98 kg/h,其他气体187.5 kg/h,水分47.62 kg/h;
冷却后的氯水组成:Cl22.17 kg/h,H2O 255.31 kg/h。
由上计算出湿氯气含水为0.42%。
(5)出填料干燥塔氯气含水
填料干燥塔进出塔硫酸浓度为进塔92%,出塔80%。出塔氯气温度12℃,92%硫酸循环量为240.5 kg/h,80%硫酸的流量为271.49 kg/h,则除水4.56 kg/h。
出填料干燥塔氯气组成(因微量水溶解氯气极微,所以氯气总量视为不变):干基氯气11073.98 kg/h,其他气体187.5 kg/h,水分16.63 kg/h;由上计算出80%硫酸为271.49 kg/h;氯气含水为0.15%。
(6)出泡罩干燥塔氯气含水
泡罩干燥塔进出塔硫酸浓度为进塔98%,出塔92%。出塔氯气温度12℃,98%硫酸流量18 kg/t,硫酸循环量为225 kg/h,92%硫酸流量为240.5 kg/h,则除水0.47 kg/h。
出填料干燥塔氯气组成:干基氯气11073.98 kg/h,其他气体187.5 kg/h,水分1.13 kg/h;
由上计算出氯气含水为0.01%;
92%硫酸为240.5 kg/h。
最终,氯气中含水控制在100×10-6以下,满足透平机氯气含水标准。
氯气及水平衡图见图2。
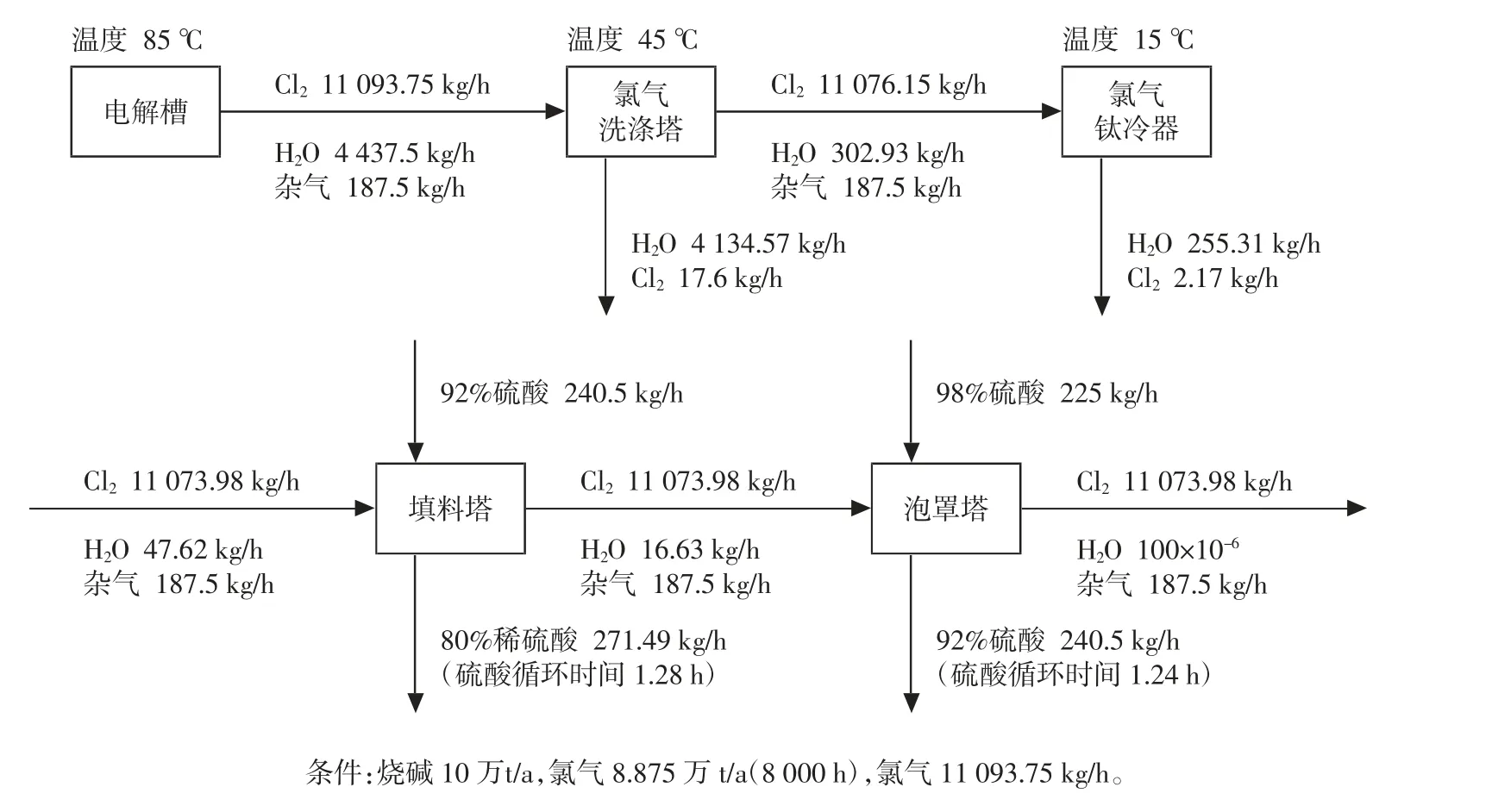
图2 氯气及水平衡图
3 湿氯气脱水干燥工艺改进
随着企业发展,产能不断增加,氯气产量也随之增加,但原有的管线管径没变,氯气中的含水随之升高。为将氯气含水控制在指标内,需要对工艺、设备进行优化改进。将湿氯气中的大量水分在除水工艺流程前半段截留下来是整个工艺改进重点,另外,对微量水的控制重点也是尽可能地在进填料塔利用硫酸干燥前将水分进一步降低,具体工艺流程如下。从电解槽出来的湿氯气温度较高(85℃左右),经过阳极液槽气液分离,除去氯气中一部分水分。在输送氯气至氯气洗涤塔之间增加一台氯气和一次盐水热交换设备,将高温氯气降温至70℃左右,进一步去除氯气中的大量水分,既能降低氯气温度又能够提高一次盐水的温度,使用氯气的热量替代改造前一次盐水升温的蒸汽,减少了蒸汽用量,节约了能源。当氯气进入洗涤塔时,由于氯气量增大,洗涤降温的氯水温度难以下降,在一台氯水换热器基础上并联安装一套氯水换热器,使氯水换热器的热负荷减少一半,从而使氯水温度满足工艺要求。改进后的氯气除水工艺流程图见图3。
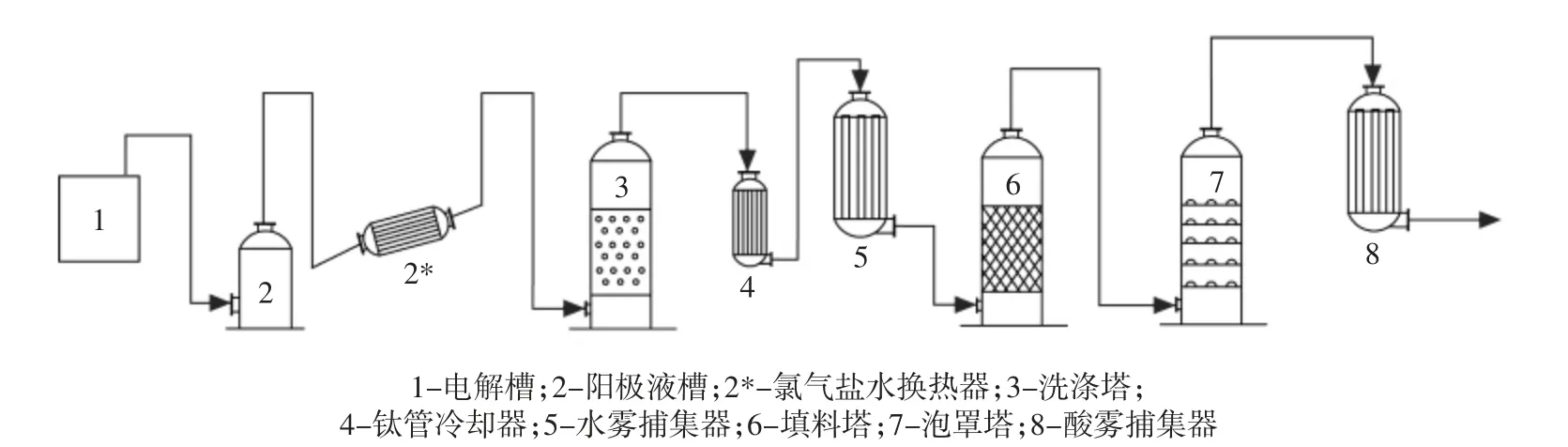
图3 改进后的氯气除水工艺流程图
当使用硫酸吸收氯气中的微量水分时,会有少量硫酸随着氯气进入到后续工艺,为了满足氯气透平机对氯气中含水、含酸的要求,采用酸雾捕集器过滤氯气中的酸和杂质,确保氯气的质量。
4 工艺改进后的氯气含水物料平衡计算
(1)烧碱产能14万t/a,氯气产能12.425万t/a,氯气产量15531.25 kg/h(全年按8000 h计)。
(2)电解槽出口湿氯气组成计算
电解槽出口湿氯气温度85℃。
湿氯气组成:Cl215531.25 kg/h,H2O 6212.5 kg/h(按表1进行折算,以下同,1 kg Cl2中含水约400 g);少量O2和N2(约为262.5 kg/h)。
计算出湿氯气含水为28.2%。
(3)氯水盐水换热器后氯气含水
氯水盐水换热器后湿氯气温度为70℃。
70℃时湿氯气饱和水的水量为1738.1 kg,冷凝下来的水为4474.4 kg/h,其溶解的微量氯气约为12.5 kg/h,冷却后氯气的量为15518.75 kg/h。
出塔氯气、氯水组成:干基氯气15518.75 kg/h,其他气体262.5 kg/h、水分1738.1 kg/h;
冷却后的氯水组成:Cl212.5kg/h,H2O4474.4kg/h。
计算出湿氯气含水为9.9%。
(3)洗涤塔脱水前后氯气含水
氯水洗涤塔氯气出塔温度为45℃。
45℃时湿氯气饱和水的水量为424.28 kg,冷凝下来的水为1313.82 kg/h,其溶解的微量氯气约为5.6 kg/h。冷却后氯气的量为15513.15 kg/h。
出塔氯气、氯水组成:干基氯气15513.15 kg/h,其他气体262.5 kg/h,水分424.28 kg/h;
冷却后的氯水组成:Cl25.6kg/h,H2O1313.82kg/h。
计算出湿氯气含水为2.6%。
(5)出钛冷器氯气含水
进钛冷器氯气45℃,出钛冷器温度15℃,15℃时湿氯气饱和水的水量为66.69 kg。冷凝下来的水为357.59 kg/h,其溶解的微量氯气约为3.04 kg/h。
出钛冷器氯气、氯水组成:干基氯气15510.11 kg/h,其他气体262.5 kg/h,水分66.69 kg/h;
冷却后的氯水组成:Cl23.04 kg/h,H2O 357.59 kg/h。
计算出湿氯气含水为0.42%。
(6)出填料干燥塔氯气含水
填料干燥塔进出塔硫酸浓度为进塔92%,出塔80%。出塔氯气温度12℃,92%硫酸用量为336.7 kg/h,除水43.41 kg/h。
出填料干燥塔氯气组成:干基氯气15510.11kg/h,其他气体262.5 kg/h,水分23.28 kg/h;
计算出80%硫酸的量为380.11 kg/h;氯气含水为0.15%。
(7)出泡罩干燥塔氯气含水
泡罩干燥塔进出塔硫酸浓度:进塔98%,出塔92%。出塔氯气温度12℃,98%硫酸流量18 kg/t NaOH,98%硫酸流量为315 kg/h,则除水21.7 kg/h。
出填料干燥塔氯气组成:干基氯气,15510.11kg/h,其他气体262.5 kg/h,水分1.58 kg/h;
计算出92%硫酸的量为336.7 kg/h;氯气含水为0.01%。
最终,基本满足正常工艺条件的情况下氯气中含水控制在100×10-6以下。产能提高后的氯气及水平衡图见图4。
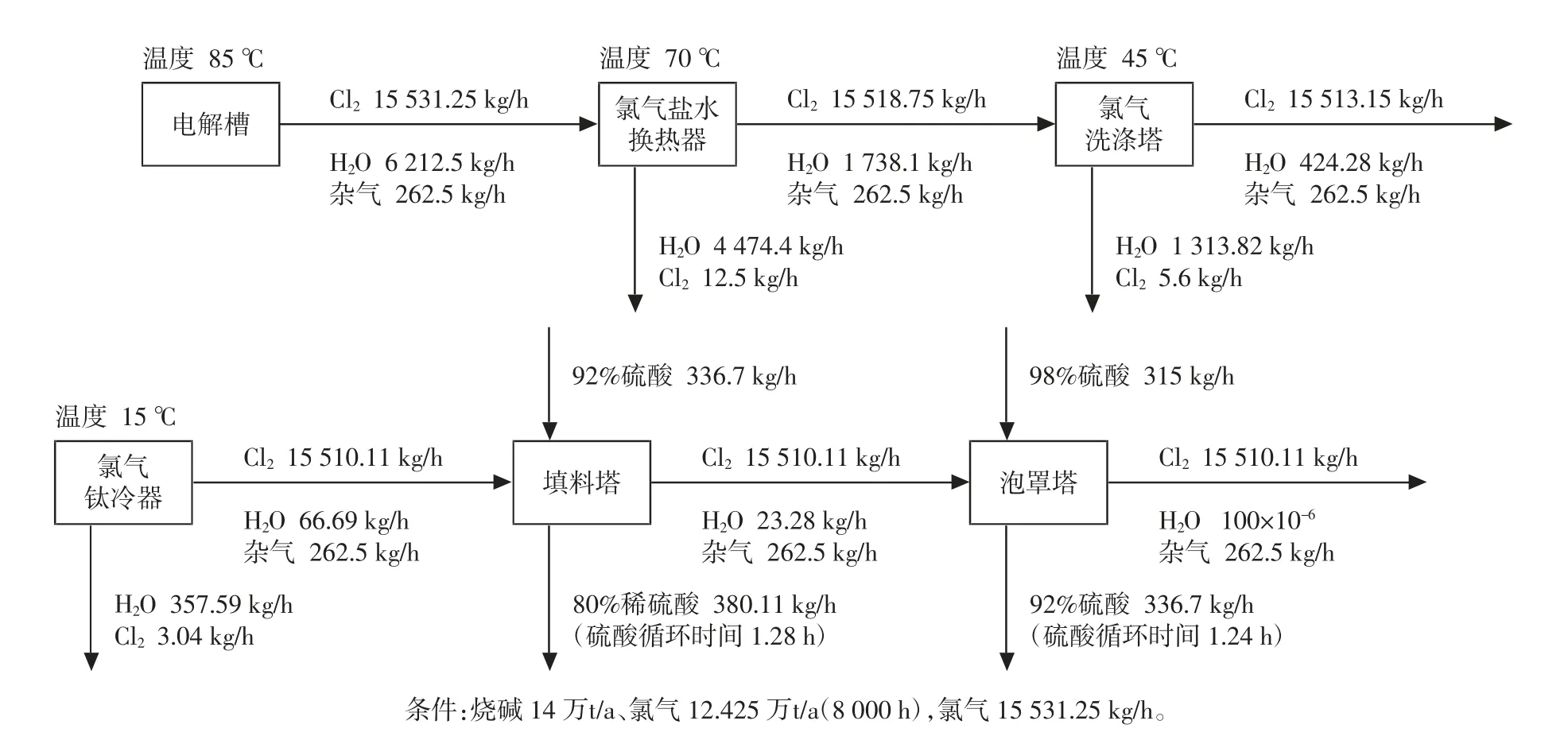
图4 产能提高后的氯气及水平衡图
5 进一步优化工艺
通过计算,生产产能提高到14万t/a烧碱时,氯气除水系统负荷也会增加1.4倍,利用原有管线设备,当夏季高温天气时,循环水水温较高导致氯气除水系统温度降不下来,氯气中含水接近指标上限。
为此,需要在系统的局部进一步改进工艺,满足洗涤塔氯水温度指标(≤45℃),改进工艺如下。
(1)将氯水洗涤塔循环氯水温度降温,在原有1台板式换热器的基础上,并联安装1台板式换热器,在夏季高温时2台并联的换热器同时开启;冬季时或检修时2台只开1台,另外1台作为备用或者进行维修。
(2)硫酸的温度是影响氯气含水量的重要因素之一。硫酸温度过高,则硫酸液体表面上的蒸汽分压升高,压差减少,干燥效率差,氯气含水量升高。但硫酸的温度也不能控制得太低,不同浓度的硫酸在下降到一定温度时会产生结晶现象。98%硫酸在温度为10℃时产生结晶,75%硫酸在0.1℃时会结晶。因此,一般情况下,稀硫酸冷却温度控制不应低于2℃,浓硫酸冷却温度不应低于10℃。
改进方法:自浓硫酸高位槽至泡罩干燥塔的浓硫酸管道增加一套冷却装置,采用板式换热器,用泡罩塔第一层塔板低温水与浓硫酸换热,在浓硫酸管道上增加转子流量计以控制硫酸加入量,确保氯中含水能够满足工艺指标。
(3)氯气流量的高低也会影响氯气含水量(干燥效率)。氯气流量偏低时,会发生漏液,超出操作弹性范围;氯气流量偏高时,则会发生液泛及液沫夹带,使操作出现异常,导致干燥效率下降,氯中含水量升高。当干燥塔空塔气速在1.0~1.5 m/s时,越是接近1.5 m/s,氯中含水量将会越少。因此,控制空塔气速在1.5~2.0 m/s为宜,能获得较好的干燥效率。
6 结语
当生产线产能增加后,利用原有设备、管线会造成系统负荷增加、温度升高,必须改进工艺、设备,才能满足指标要求。通过氯气、水分物料平衡图可以看出,改进工艺的关键工序是降温环节,即采用氯气盐水换热器、氯水洗涤塔增加板换来降低氯气温度,以及进一步从浓硫酸换热降温、控制氯气流量等环节入手,使得氯气除水系统即使在夏季高温时段也能满足工艺指标,从而为生产线增加产能奠定扎实的基础。
