16MnDR钢制低温压力容器焊接工艺控制方法
2022-11-17卢俊文湛立宁周璐璐
吴 婷,卢俊文,湛立宁,陈 敏,周璐璐
(河北省特种设备监督检验研究院唐山分院,河北 唐山063000)
16MnDR钢制低温压力容器的焊接工艺直接影响着其产品的制造质量,也关乎到其安全使用状态和使用寿命【1】。在压力容器产品制造监检实践中,某制造单位接到一批低温二氧化硫储罐订单,其设计温度为-38~50℃,设计压力1.6MPa,设计材质为16MnDR,设计壁厚为16mm,设计直径为1800mm。首台制造前进行了焊接工艺评定,通过在不同焊接热输入条件下制作焊接试件,以及通过无损检测和理化性能测试检查试件焊缝能否达到设计要求,优选出合理的焊接工艺参数,以保证16MnDR钢制低温压力容器的焊接质量。
1 低温压力容器
低温压力容器一般是指设计温度在-196~-20℃之间的容器【2】,常用于储存液化气体,例如液化天然气、液化乙烯、液氮,液氧等。GB 3531—2014《低温压力容器用钢板》规定了6种低温用钢牌号,其中16MnDR是最常用的低温压力容器用钢,使用温度下限为-40℃。低温压力容器用钢的晶格结构特性导致其韧性随着使用温度降低逐渐下降,当使用温度降到脆性转变温度以下时,该材料将变为脆性材料,在此状态下,若用它制造的压力容器有微小缺陷存在,就将导致焊缝金属沿缺陷处产生脆性断裂。脆断失效无塑性变形的前兆,从自身缺陷处或结构突变处开始,快速扩展至高韧性区或更低应力区,造成压力容器的爆裂事故【3】。因此低温压力容器用钢必须选择脆性转变温度较低的材料,且有足够的低温韧性;结构设计中必须消除尖角等突变部位【4】,且制造完成后应消除全部微观缺陷。
2 焊接工艺制定
2.1 低温钢16MnDR的焊接性能
16MnDR作为一种经济型的C-Mn钢,广泛用于低温压力容器的制造。它是一种屈服强度较低的低碳合金材料,ReL为265~315MPa,最低冲击试验温度为-40℃,正火热处理状态交货。16MnDR低温压力容器用钢划线下料前应对低温冲击韧性进行复验,同时还要复验化学成分及力学性能。表1所示为16MnDR化学成分复验值,表2为16MnDR力学性能复验结果。

表1 16MnDR化学成分复验值(质量分数) %

表2 16MnDR力学性能复验结果
为防止16MnDR钢焊后熔敷金属形成晶粒粗大的魏氏体组织,导致焊缝的低温韧性下降,应采用分层多焊道的焊接方法;为防止焊条局部停留时间过长导致焊道过热,应适当提高焊接速度。层间温度要控制在250~300℃之间【5】,且应尽量减小焊缝余高,同时焊缝表面应圆滑过渡。焊接后层焊道时对前层焊道的重复加热作用可细化金属组织晶粒。
2.2 焊接方法及焊材的选用
16MnDR钢必须采用低氢型焊材。焊材的化学成分和力学性能应与母材相近,且低温冲击功指标不得低于母材。筒体环焊缝及纵焊缝采用埋弧焊,选用Mn含量较高的H10Mn2埋弧焊丝,直径为3.2mm;焊剂选用SJ101牌号,要求焊缝金属中的扩散氢含量低于5 mL/100g。H10Mn2埋弧焊丝的化学成分如表3所示,SJ101焊剂的化学成分如表4所示。

表3 焊条的化学成分(质量分数) %

表4 SJ101焊剂的化学成分(质量分数) %
2.3 焊前准备
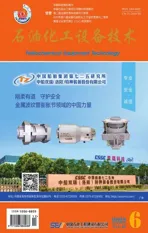
16MnDR钢焊接前按照焊接作业指导书的要求,将焊接件加工出坡口形状,组对前对坡口及其两侧各20mm范围内进行打磨处理,以便去除氧化铁等杂质,使其露出金属光泽,焊口点焊固定后检查组对间隙、错边量,符合要求才能开始焊接。壁厚为16mm的16MnDR焊件常温下焊接时,不需要焊前预热,其组对间隙为0~2mm,纵向焊接接头对口错边量≤3mm,环向焊接接头对口错边量≤4mm。图1所示为试件焊接坡口,选择最常用的单V形坡口。
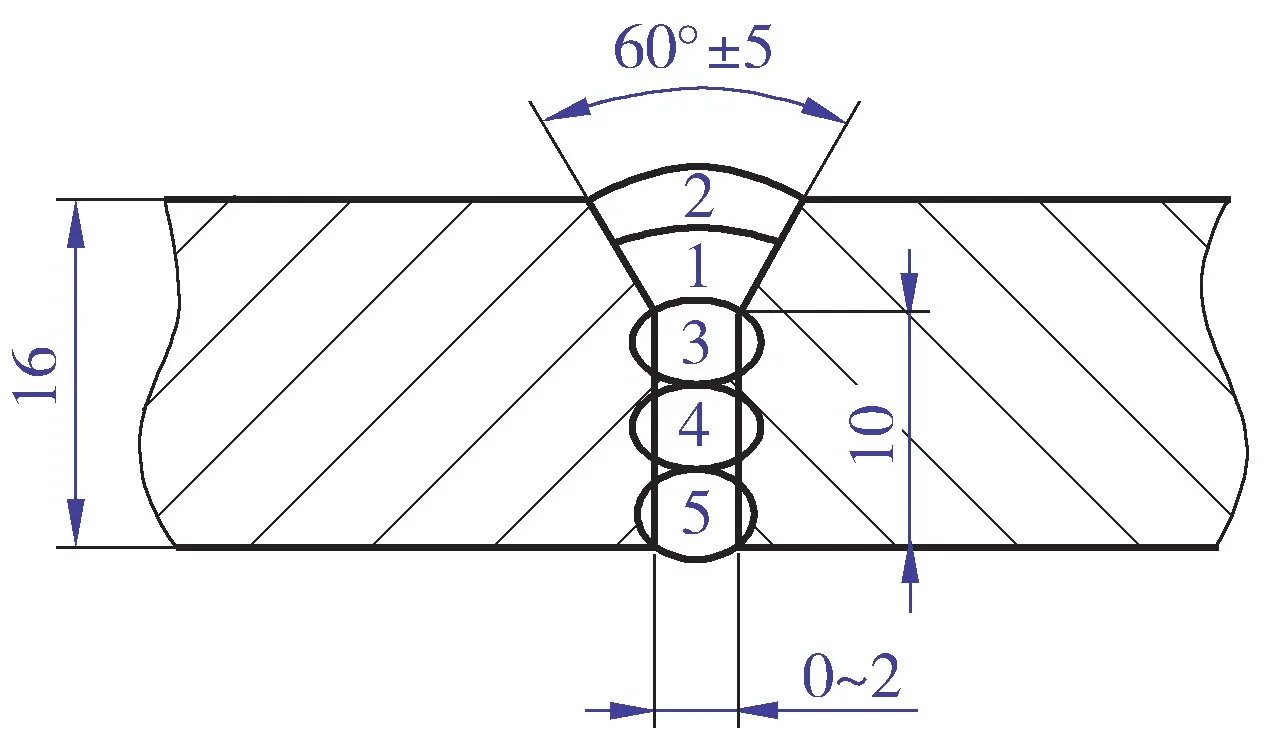
图1 试板焊接坡口示意
2.4 焊接过程控制
16MnDR钢焊接过程应严格按焊接工艺卡操作。点焊固定时选用与正式焊相同的焊材,且点固焊缝的长度不宜过短,并在纵焊缝的始焊端加装引弧板,终焊端增加熄弧板。焊接时不可在非焊缝部位引弧操作,每层焊道的接头应尽量错开,以缓解接头处的应力集中【6】。
16MnDR低温钢材料移植标志不得采用硬印标记,以免在金属表面留下永久印痕,形成引起低温脆性断裂的微观缺陷,可以采用记号笔等其他不损害金属表面的标记方式。焊剂应在300~350℃下烘焙2h,并在150℃温度下保温,领取后使用时间不得超过4h。焊后成形的焊道表面不允许有任何外观缺陷(如咬边等)【7】。
16MnDR钢焊缝熔敷金属的氢扩散易造成焊接冷裂纹,其他微观缺陷也会诱发冷裂纹的产生,同时,焊材中的硫、磷等有害元素及其他低熔点合金元素,在熔敷金属重新结晶的过程中易产生晶界偏聚现象,也可导致裂纹的产生,故焊后的冷却速度不宜过快。
2.5 焊接工艺评定
2.5.1焊接工艺评定原则
焊接工艺评定是对初拟的焊接参数进行正确性评定,采用宏观检查、理化试验、无损检测等方法,检查焊缝的外观质量、力学性能是否达到设计要求,焊缝是否有埋藏缺陷。通过变更焊材或调节焊接工艺参数可以改变焊接质量。根据评定合格的焊接参数制定焊接工艺卡。焊工依据焊接工艺卡操作能够防止产生焊接缺陷,保证焊缝的力学性能达到设计要求【8】。
焊接工艺参数的调节主要是改变焊接热输入的大小,过大的焊接热输入将延长冷却时间,形成晶粒粗大的魏氏体组织,导致低温冲击韧性下降;过小的焊接热输入则易使熔敷金属形成马氏体组织,导致焊接裂纹的产生。可以调节的具体参数有焊接电流、焊接速度、电弧电压等。在焊接速度相同的条件下,加大焊接电流或提高焊接电压将增大焊接热输入;当焊接电流固定不变时,提高焊接速度将减小焊接热输入。
2.5.2焊接参数的选取
在制造低温二氧化硫储罐的同批16MnDR低温钢中,制备厚度为16mm的3个焊接试件,分别在热输入值为15~20kJ/cm(试件1)、20~25kJ/cm(试件2)和25~30kJ/cm(试件3)的条件下进行焊接操作。不同焊接热输入状态下的焊接参数如表5所示。

表5 不同焊接热输入状态下的焊接参数
按照表5给出的焊接参数分别对3个试件进行焊接,做好焊接标记后检查有无表面缺陷,然后进行100%射线检测,确认没有埋藏缺陷后进入焊后热处理环节。
3 焊后热处理及理化检测
3.1 焊后热处理
依据NB/T47015—2011进行焊后热处理。影响热处理效果的因素有升温速度、保温温度、恒温时间及降温速度等【9】。16MnDR钢焊后热处理保温温度为(610±10)℃,16 mm厚焊缝的恒温时间为40 min,整体热处理的焊件温度超过400℃后的升温速度为(200±10)℃/h,降温速度为(270±10)℃/h,焊件出炉时温度不得高于400℃,出炉后在空气中自然冷却。图2所示为16MnDR钢热处理工艺曲线。
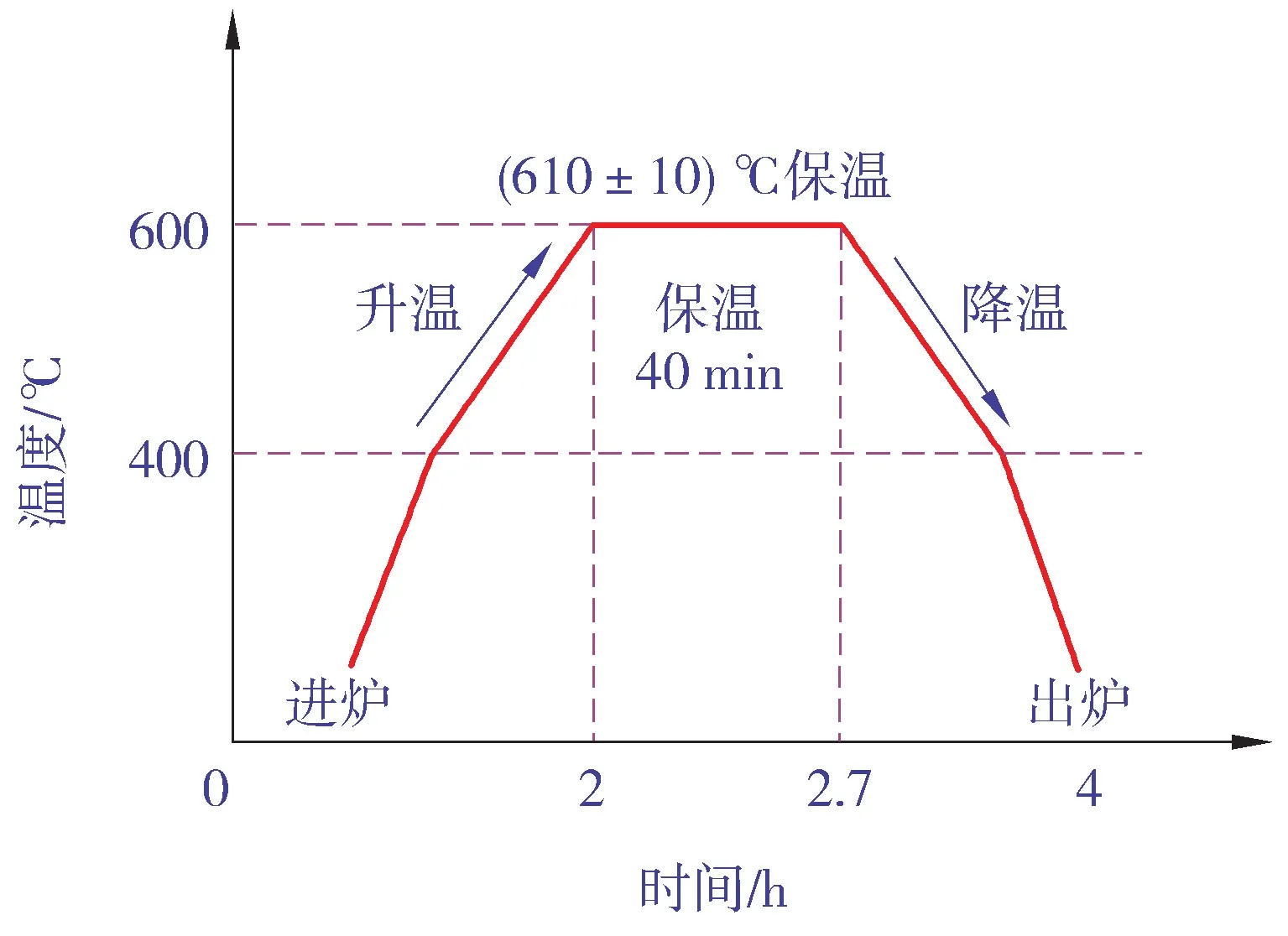
图2 16MnDR钢热处理工艺曲线
3.2 焊接力学性能及硬度测试
3.2.1硬度测试
对热处理后的焊接试板,分别在焊缝、热影响区及母材上进行硬度测试。由测试结果可知:3种热输入状态下的硬度值差别不大,且均满足GB50683—2011中规定的焊缝和热影响区热处理后的布氏硬度HB≤225的要求;硬度最高值均在热影响区;热输入值较小时硬度值最高【10】。图3所示为硬度测试值变化曲线。
图3 硬度测试值变化曲线
3.2.2焊接接头力学性能
焊后热处理完成后,对不同焊接热输入条件下制作的3个焊接试件分别进行抗拉强度、屈服强度及低温冲击试验,结果见表6。
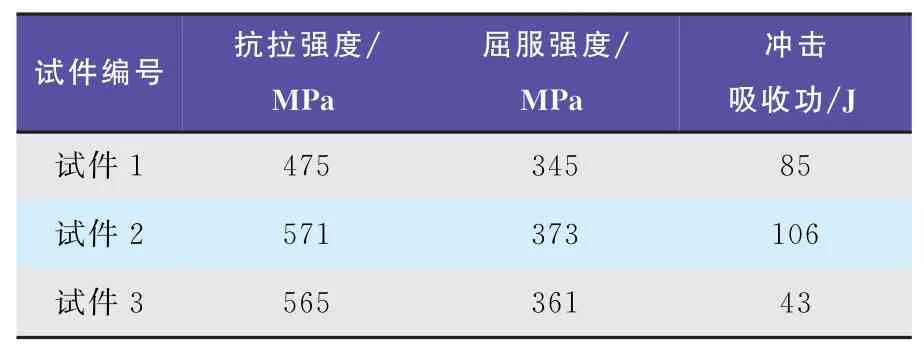
表6 16MnDR钢焊接力学性能试验数据
从表6中可以看出:试件1的抗拉强度小于16MnDR钢(6~16 mm)的抗拉强度下限值490MPa,故热输入值15~20kJ/cm不能满足强度要求,其他两组试件的抗拉强度合格;试件3的冲击吸收功小于16MnDR钢(6~16 mm)的冲击吸收功下限值47J,故热输入值25~30kJ/cm不能满足冲击吸收功的要求,其他两组试件满足冲击吸收功的要求;16MnDR钢在不同热输入条件下的冲击吸收功也不一样,随着热输入的减小而增大,在热输入为20~25kJ/cm时冲击吸收功最大。图4所示为低温冲击功随热输入变化曲线。
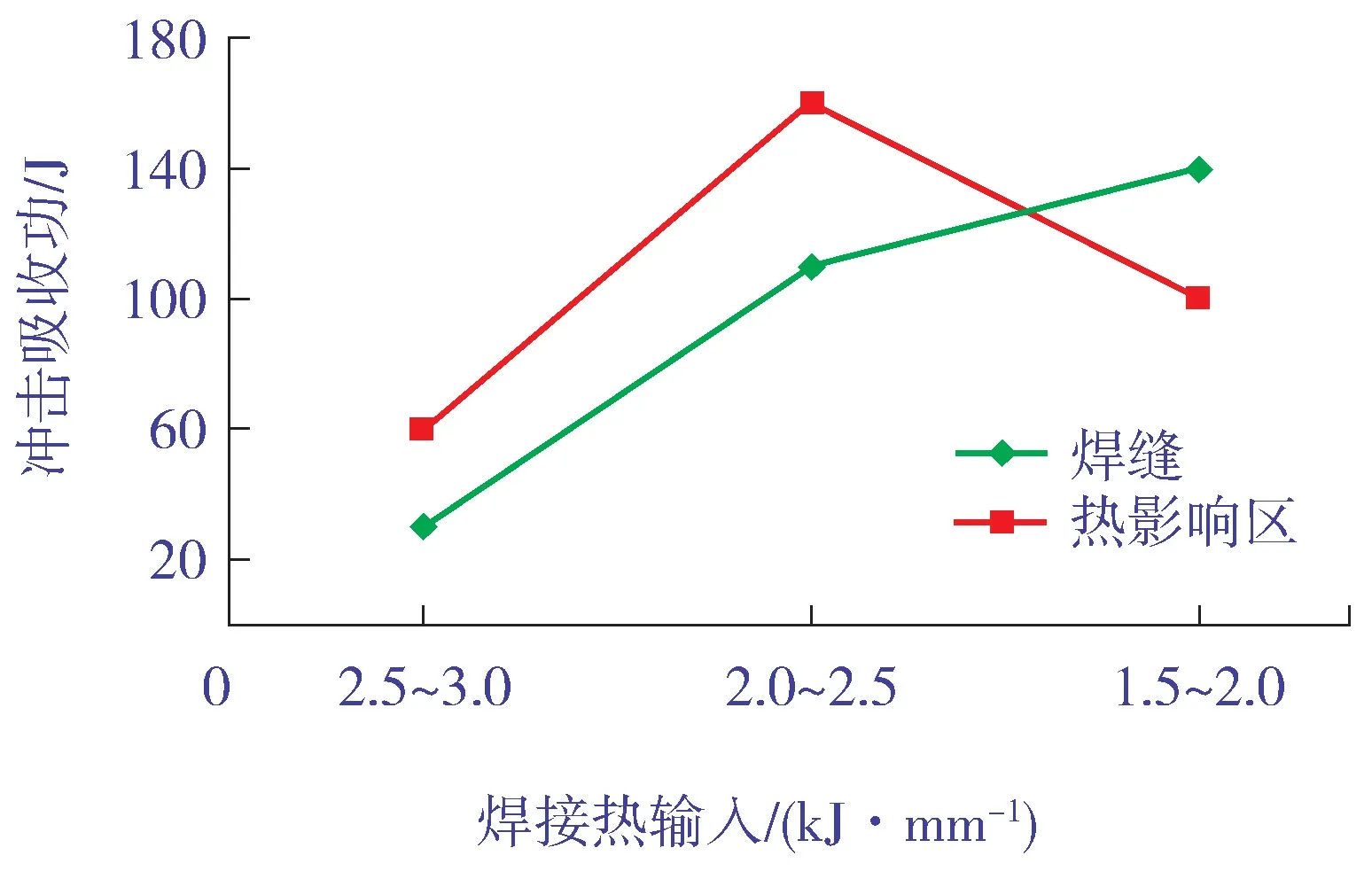
图4 低温冲击功随热输入变化曲线
综上所述,采用焊接热输入为20~25kJ/cm的焊接参数符合质量要求。根据焊接工艺评定制定了焊接作业指导书,按该焊接工艺制造的2台低温二氧化硫储罐已监检合格并投入使用。
4 结语
在壁厚为16mm、材质为16MnDR的低温二氧化硫储罐试制过程中,通过对焊接材料、焊接热输入、焊后热处理工艺、焊接过程控制等因素进行分析,总结出满足设计要求的16MnDR低温压力容器焊接工艺控制方法,具体如下:
1)16MnDR钢制低温压力容器应选用低氢型焊材进行焊接,焊材的化学成分应与母材相近,焊道表面不应有任何微观缺陷,且应采用快速多焊道的重复加热作用细化晶粒;壁厚为16mm的16MnDR试件常温下焊接时,不需要焊前预热,层间温度应控制在250~300℃之间。
2)通过调节焊接热输入的大小可以控制焊接质量。焊接热输入过小时,会影响焊缝的抗拉强度,而热输入过大时,则会影响焊缝的低温冲击功。试验结果表明,焊接热输入在20~25kJ/cm时,焊接厚度为16mm的试件的各种力学性能指标均满足要求。
3)16MnDR钢热处理温度为(610±10)℃,厚度为16mm的试件保温时间为40min,400℃以上的加热速度为(200±10)℃/h,降温速度为(270±10)℃/h,出炉温度为400℃以下。不同热输入状态下的焊接试件经热处理后,表面硬度值均满足要求,热输入值较小时硬度值最高。