均匀设计优化酿酒酵母液态发酵豆渣工艺及其风味分析
2022-11-05秦锡雨李美丹穆佳妮廖金苏刘振恒何腊平
秦锡雨,李美丹,穆佳妮,廖金苏,刘振恒,何腊平*
(1.贵州大学 贵州省农畜产品贮藏与加工重点实验室,贵州 贵阳 550025;2.贵州大学 酿酒与食品工程学院,贵州 贵阳 550025)
大豆(Glycine max(Linn.)Merr.)又称黄豆,是世界上最重要的豆类作物[1],也是我国重要的粮食作物之一。我国已有数千年的大豆种植历史[2],也是全球豆制品加工的主要国家之一[3]。大豆的蛋白质含量高,常被加工成豆腐、豆花、豆油等豆制品。豆渣作为豆制品加工的副产物,其产量巨大,鲜豆渣年产量可达千万吨[4]。豆渣含有丰富的蛋白质、膳食纤维、脂质、矿物质和维生素等营养成分[5],其中膳食纤维可调节肠道益生菌[6],可降低炎症的发生,并可在一定程度上预防心血管疾病、抑郁症、癌症等疾病的发生[7-9]。因此,豆渣具有巨大的开发潜力。然而,未处理的豆渣含有多种抗营养因子,而且存在口感差、豆腥味重、难储存等缺点[10]。豆渣的这些缺点阻碍了其深加工,既浪费资源,又污染环境[11]。
目前,豆渣的加工方法主要有物理法[12]、化学法、酶法、微生物发酵法[10]。与其他几种方法相比,微生物发酵法更加安全环保,且成本低,可以提高豆渣的可利用营养成分,改善其功能特性[13],并产生良好的风味,使豆渣更适合于食品加工[14]。微生物发酵法有固态发酵与液态发酵两种方式。但是长期以来,固态发酵多依赖手工操作,其工艺操作繁琐、工作量大、生产周期长、劳动力需求大[15],还达不到大规模工厂化生产的标准[16]。而液态发酵具有发酵周期短、节省原料、底物利用率高和产物杂质少等优点,目前已经发展成熟。与固态发酵相比,液态发酵更容易控制,且不易被污染,更适合大规模生产。
近年来,以霉菌、酵母菌、食用菌为主的真菌以及芽孢杆菌、乳酸菌等细菌[10,17]常被用于豆渣的发酵。研究表明,酵母因其具有强大的代谢活性,能够更好地改变豆渣残留气味。另外,酿酒酵母(Saccharomyces cerevisiae)能够增加豆渣的总酚类物质和抗氧化活性[18-19]。目前,有关豆渣发酵的研究大多以响应面法和正交试验法为主,但试验次数较多,而均匀设计法可对试验因素进行分类和排序,能大大减少试验次数,增加试验的可行性[20]。
本研究以豆渣为研究对象,利用酿酒酵母对豆渣进行液态发酵,通过均匀设计试验优化酿酒酵母液态发酵豆渣工艺,并测定发酵豆渣中的品质指标和挥发性风味成分,以期为豆渣的高值化利用提供参考,也为工业化大规模发酵豆渣提供理论依据。
1 材料与方法
1.1 材料与试剂
1.1.1 菌种
酿酒酵母(Saccharomyces cerevisiae):分离自安琪酵母股份有限公司的酿酒酵母,保藏于本实验室。
1.1.2 试剂
高温α-淀粉酶(40 000 U/g)、蛋白酶(200 000 U/g)、淀粉葡萄糖苷酶(100 000 U/g):江苏锐阳生物科技有限公司;三(羟甲基)氨基甲烷:北京索莱宝科技有限公司;吗啉乙磺酸:上海易恩化学技术有限公司;邻苯二甲酸氢钾、甲醛、冰醋酸(均为分析纯):成都金山化学试剂有限公司;硫酸钾、五水合硫酸铜(均为分析纯):国药集团化学试剂有限公司;K2HPO4(分析纯):四川金地亚美科技有限公司;MgSO4(分析纯):浙江一诺生物科技有限公司;琼脂粉(生化试剂):上海博微生物科技有限公司。
1.1.3 培养基
马铃薯葡萄糖琼脂(potato dextrose agar,PDA)培养基:马铃薯浸粉5.0 g/L,葡萄糖20.0 g/L,氯霉素0.1 g/L,琼脂15~20 g/L,pH自然,121 ℃高压蒸汽灭菌15 min。马铃薯葡萄糖肉汤(potato dextrose broth,PDB)培养基中不添加琼脂。
1.2 仪器与设备
H1750R型医用离心机:长沙高新技术产业开发区湘仪离心机仪器有限公司;FA1204B型电子天平:上海越平科学仪器(苏州)制造有限公司;DK-98-Ⅱ型电热恒温水浴锅:天津市泰斯特仪器有限公司;LS-75LJ型立式压力蒸汽灭菌器:江阴滨江医疗设备有限公司;HYG-A型恒温振荡摇床:太仓市实验设备厂;SW-CJ-ID型超净工作台:上海苏净实业有限公司;SHZ-82A型气浴恒温振荡器:金坛市科析仪器有限公司;101-1A型电热鼓风干燥箱:天津天泰仪器有限公司;RO-DI型超纯水净化机:济南飞蓝水处理设备有限公司;6890A/5950C型气相色谱-质谱(gas chromatography-mass spectrometer,GC-MS)联用仪:美国安捷伦科技有限公司;SPX型恒温生化培养箱:上海科恒实业发展有限公司;SC21CL型真空冷冻干燥机:北京博医康实验仪器有限公司;JM-L50型胶体磨:温州强忠机械科技有限公司;PHSJ-3F型pH计:上海仪电科学仪器股份有限公司。
1.3 方法
1.3.1 酿酒酵母的培养
将酿酒酵母菌粉在超净工作台用无菌水溶解活化,取1 mL活化液接入装有20 mL PDB培养基的三角瓶中,28 ℃、160 r/min条件下培养27 h。将菌液用生理盐水按10倍梯度稀释到10-6,将稀释度为10-6的稀释液涂布至PDA培养基上,28 ℃培养27 h,长出单菌落后,挑取单菌落,接种于PDB培养基中,28 ℃、160 r/min条件下培养27 h,得到种子液。
1.3.2 豆渣的液态发酵工艺
称取黄豆,用水浸泡12 h,泡好的黄豆按质量比1∶8加入水,采用胶体磨磨成浆[21],纱布过滤之后得到含水量约为77%的湿豆渣。在湿豆渣中加入一定比例的白砂糖、K2HPO4、MgSO4,调整含水量,121 ℃条件下灭菌30 min,灭菌后置于超净台中冷却至室温,在豆渣中接种酿酒酵母菌种子液,在28 ℃、160 r/min条件下培养。
1.3.3 均匀设计试验优化酿酒酵母液态发酵豆渣工艺
根据均匀设计的原理,在酿酒酵母液态发酵豆渣的工艺基础上,优化辅料添加量和其他参数。以接种量(A)、白砂糖添加量(B)、K2HPO4添加量(C)、MgSO4添加量(D)、含水量(E)、发酵时间(F)为考察对象,以氨基酸态氮(Y1)、可溶性膳食纤维(Y2)、感官评分(Y3)为考察指标,进行6因素5水平的均匀设计优化试验,试验因素与水平见表1。

表1 酿酒酵母液态发酵豆渣工艺优化均匀设计试验因素与水平Table 1 Factors and levels of uniform design tests for process optimization of liquid-state fermentation of soybean residue by Saccharomyces cerevisiae
1.3.4 理化指标的测定方法
水分含量:参照GB 5009.3—2016《食品中水分的测定》[22]。
氨基酸态氮含量:参照GB 5009.235—2016《食品中氨基酸态氮的测定》中酸度计法[23]。
膳食纤维含量:参照GB 5009.88—2014《食品中膳食纤维的测定》[24]测定样品中总膳食纤维、可溶性膳食纤维和不可溶膳食纤维。
蛋白质含量:参照GB 5009.5—2016《食品中蛋白质的测定》中的凯氏定氮法[25]。
灰分:参照GB 5009.4—2016《食品中灰分的测定》[26]。
1.3.5 感官评价
由15名专业食品科研人员组成一支感官评价小组,从发酵豆渣的色泽(5分)、颜色均匀性(5分)、粗糙度(5分)、粘性(5分)、气味(5分)、滋味(5分)六个方面进行评分,满分30分,并取平均值,发酵豆渣的感官评价标准见表2[27]。

表2 发酵豆渣的感官评分标准Table 2 Sensory scoring standards of fermented soybean residue
1.3.6 挥发性风味成分的分析
顶空固相微萃取:在22 mL顶空瓶中加入样品,迅速密封顶空瓶,于60 ℃下保持30 min,之后将已老化的DVB/CAR/PDMS萃取头插入顶空瓶中并推出萃取纤维,60 ℃下萃取60 min,完成后拔出萃取头并插入GC进样口进行解吸,时间为10 min,温度为250 ℃。
GC条件:毛细管柱为Agilent 19091S-436 HP-5MS(250 μm×0.25 μm,60 m),载气为高纯度氦气(He),流速为1.0 mL/min,采用不分流模式。升温条件为50 ℃保持2 min,以3.5℃/min升温至180℃,以10℃/min升温至210℃,保持5min。
MS条件:电离方式为电子电离(electron ionization,EI)源,电子能量70 eV,离子源温度230 ℃,质量扫描范围为20~500 amu。
定性定量方法:将未知图谱与美国国家标准技术研究所(national institute of standards and technology,NIST)20质谱库和Wiley库进行匹配、鉴定,进行定性分析。采用峰面积归一化法,确定各挥发性成分的相对含量[28]。
1.3.7 数据统计与分析
试验数据采用Excel(2016)进行初步整理,使用SPSS 26.0软件进行统计分析,P<0.05表示差异显著,利用Origin 2021作图。
2 结果与分析
2.1 均匀设计试验优化酿酒酵母液态发酵豆渣工艺
2.1.1 均匀设计试验结果
均匀设计试验优化酿酒酵母液态发酵豆渣工艺结果与分析见表3。

表3 酿酒酵母液态发酵豆渣工艺优化均匀设计试验结果与分析Table 3 Results and analysis of uniform design tests for process optimization of liquid-state fermentation of soybean residue by Saccharomyces cerevisiae
由表3可知,氨基酸态氮含量在试验1条件下最高,即接种量2%、白砂糖添加量0.4%、K2HPO4添加量0.10%、MgSO4添加量0.07%、含水量91.23%、发酵时间28 h。可溶性膳食纤维在试验6条件下最高,即接种量2%、白砂糖添加量0.3%、K2HPO4添加量0.09%、MgSO4添加量0.05%、含水量93.75%、发酵时间28h。感官评分在试验7条件下最高,即接种量2.5%、白砂糖添加量0.5%、K2HPO4添加量0.12%、MgSO4添加量0.04%、含水量95%、发酵时间24 h。
2.1.2 均匀设计试验结果回归分析
(1)以氨基酸态氮含量为评价指标的回归分析
以氨基酸态氮含量为评价指标,对表3结果进行回归分析,得到豆渣发酵所得氨基酸态氮含量的回归方程为:

对回归方程进行方差分析,结果见表4。由表4可知,决定系数R2=0.926,调整决定系数R2Adj=0.893,回归模型显著(P<0.05),说明该回归模型在整个回归区域拟合度很好,该方程能很好地拟合豆渣发酵过程。

表4 以氨基酸态氮含量为评价指标的方差分析Table 4 Variance analysis with amino acid nitrogen content as the evaluation index
根据回归方程,采用Excel 2016软件对回归方程求解得到酿酒酵母液态发酵豆渣的最优工艺为:接种量2%、白砂糖添加量0.7%、K2HPO4添加量0.12%、MgSO4添加量0.07%、含水量90%、发酵时间12 h,在此条件下,得到最高氨基酸态氮含量理论值为0.179 9 g/100 g,接近于直观分析结果。
(2)以可溶性膳食纤维为评价指标的回归分析
以可溶性膳食纤维为评价指标,对表3结果进行回归分析,得到豆渣发酵所得可溶性膳食纤维含量的回归方程为:

对回归方程进行分析,结果见表5。由表5可知,决定系数R2=0.960,调整决定系数R2Adj=0.942,回归模型显著(P<0.05),说明该方程能很好地拟合豆渣发酵过程。
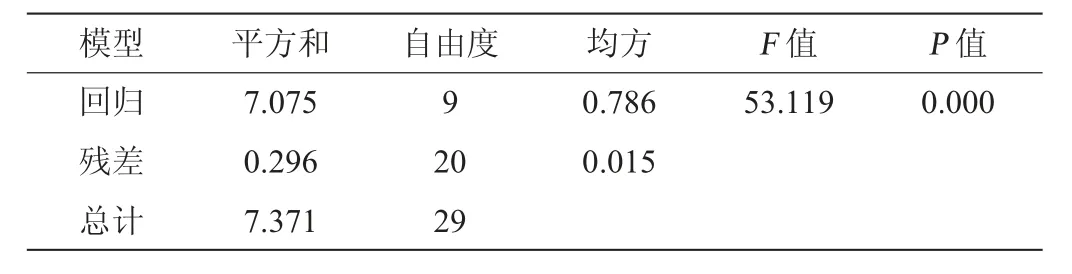
表5 以可溶性膳食纤维含量为评价指标的方差分析Table 5 Variance analysis with soluble dietary fiber content as the evaluation index
根据回归方程,采用Excel 2016软件对回归方程求解得到酿酒酵母液态发酵豆渣的最优工艺为:接种量2%、白砂糖添加量0.3%、K2HPO4添加量0.08%、MgSO4添加量0.03%、含水量95%、发酵时间28 h。在此条件下,得到最高可溶性膳食纤维含量为6.75%,接近于直观分析结果。
(3)以感官评分为评价指标的回归分析
以感官评分为评价指标,对表3结果进行回归分析,得到豆渣发酵所得感官评分的回归方程为:

对回归方程进行方差分析,结果见表6。由表6可知,决定系数R2=0.994,调整决定系数R2Adj=0.992,回归模型显著(P<0.05),说明该方程能很好地拟合豆渣发酵过程。

表6 以感官评分为评价指标的方差分析Table 6 Variance analysis with sensory scores as the evaluation index
根据回归方程,采用Excel 2016软件对回归方程求解得到酿酒酵母液态发酵豆渣的最优工艺为:接种量2%、白砂糖添加量0.7%、K2HPO4添加量0.12%、MgSO4添加量0.03%、含水量95%、发酵时间28 h。在此条件下,得到最高感官评分为28.81分,接近于直观分析结果。
2.1.3 酿酒酵母液态发酵豆渣最优工艺条件的确定
通过均匀设计试验,根据不同评价指标,得到不同的最佳发酵工艺,在3个最优发酵工艺条件下进行验证试验,测定氨基酸态氮含量、可溶性膳食纤维含量以及感官评分,结果见表7。

表7 豆渣发酵验证试验方案Table 7 Validation test scheme of soybean residue fermentation
由表7可知,试验组2号的氨基酸态氮与感官评分都明显更高(P<0.05),而可溶性膳食纤维也较高,综合比较得出酿酒酵母液态的发酵豆渣的最优工艺为接种量2%、白砂糖添加量0.3%、K2HPO4添加量0.08%、MgSO4添加量0.03%、含水量95%、发酵时间28 h。最优发酵工艺所得发酵豆渣的氨基酸态氮含量、可溶性膳食纤维含量和感官评分分别为0.174 5 g/100 g、6.49 g/100 g、27.50分。
2.2 酿酒酵母发酵豆渣前后指标的检测结果
利用酿酒酵母发酵豆渣前后指标的检测结果见表8。由表8可知,在发酵过程中,豆渣的营养物质含量发生变化,发酵后,氨基酸态氮含量(0.174 5 g/100 g)增加51.08%,可能是微生物和酶共同作用的结果[29-30]。豆渣发酵后,可溶性膳食纤维含量(6.49 g/100 g)增加,而不可溶性膳食纤维含量(58.61 g/100 g)减少,分析原因可能是发酵过程中纤维素酶把豆渣中的膳食纤维微粒化,增加了豆渣中的可溶性膳食纤维含量,改善了豆渣的食用口感,提高了其感官品质,故发酵后豆渣感官评分(27.50分)也明显增加。
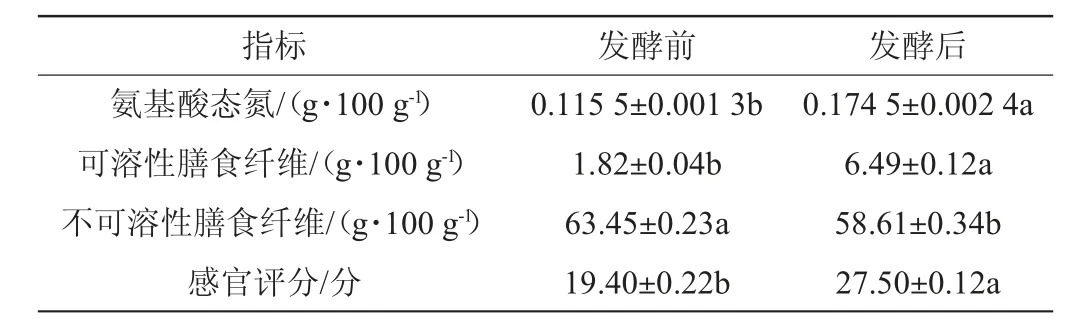
表8 豆渣发酵前后各指标的检测结果Table 8 Detection results of each index before and after soybean residue fermentation
2.3 豆渣挥发性风味成分分析结果
采用GC-MS检测豆渣中的挥发性风味成分,酿酒酵母发酵后豆渣的挥发性风味成分见表9,豆渣中挥发性风味成分的种类及相对含量见图1。
由表9和图1可知,从未经发酵的豆渣中共鉴定出56种挥发性风味成分,而从发酵豆渣中共鉴定出72种挥发性风味成分,发酵前挥发性风味成分包括醇类(10种)、醛类(20种)、酮类(7种)、酯类(2种)、烷烯烃类(12种)、呋喃类(2种)、其他类(3种),发酵后豆渣中的挥发性风味成分包括醇类(16种)、醛类(4种)、酮类(5种)、酯类(18种)、烷烯烃类(19种)、呋喃类(3种)和其他类(7种)。发酵后豆渣中的挥发性成分中醇类和酯类物质的种类增加,且相对含量(63.58%、18.04%)分别为发酵前的4.89倍、13.17倍;而醛类物质的种类减少,且相对含量仅为1.15%;酮类、呋喃类相对含量(0.78%、10.19%)相较于发酵前均有所降低;烷烯烃类和其他类物质的相对含量(4.75%、1.50%)则有所增加。正是这些挥发性化合物互相融合,让发酵后的豆渣具有了醇酯香浓厚的独特风味。

图1 豆渣发酵前后各挥发性风味成分的种类及相对含量Fig.1 Types and relative contents of each volatile flavor components before and after soybean residue fermentation
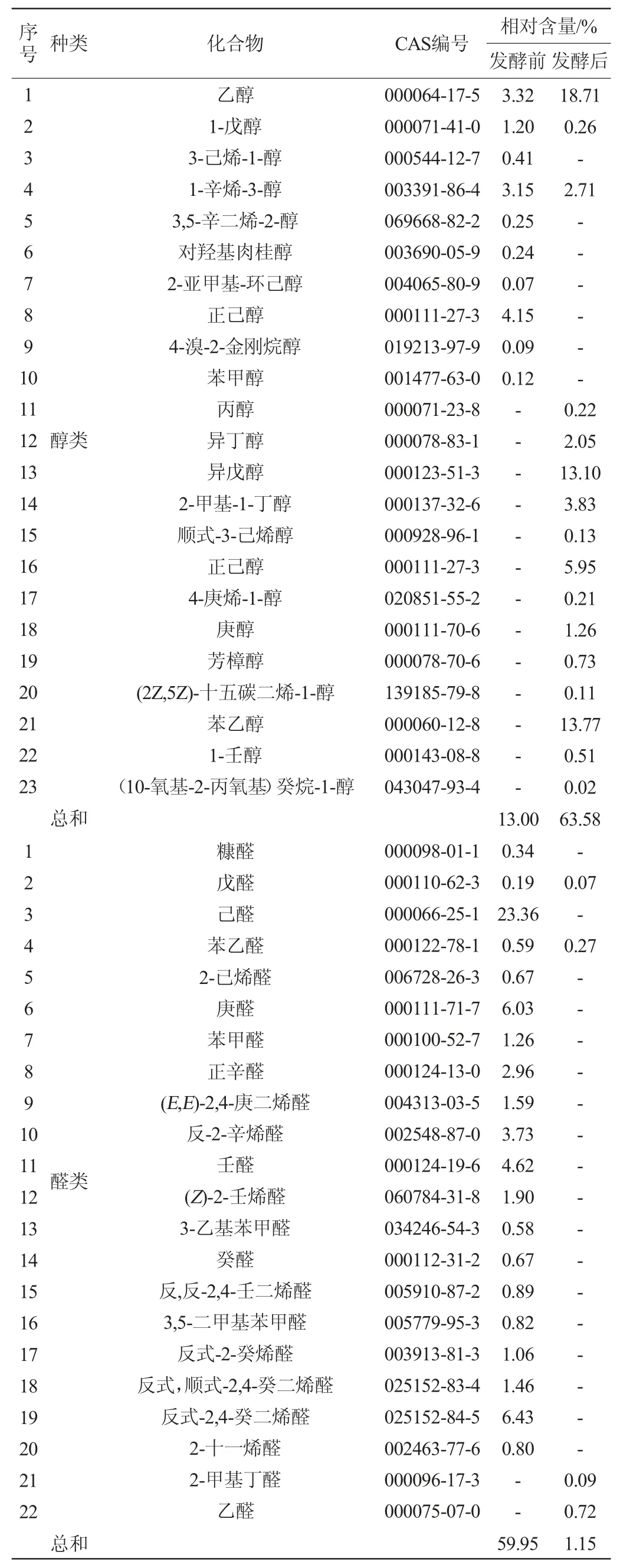
表9 酿酒酵母发酵豆渣中挥发性风味成分GC-MS分析结果Table 9 Results of volatile flavor components of soybean residue fermented by Saccharomyces cerevisiae analyzed by GC-MS

续表

续表
醇类是酵母菌主要的代谢产物,普遍呈现花草香味[31]。发酵后的豆渣会大量产生具有微甜醇香的乙醇(18.71%)、具有玫瑰花味和蜂蜜气味的苯乙醇(13.77%)[32]、具有焦香麦芽味的异戊醇(13.10%)、具有植物清香和花香的正己醇(5.95%)[33]和具有独特的烤可可味2-甲基-1-丁醇(3.83%)[34]。其他醇类化合物量较少,对豆渣的整体风味影响较小。
脂肪氧化的醇和游离的脂肪酸作用可产生酯类[35],其主要是酵母菌代谢的副产物。发酵后的豆渣醇类物质含量最多,酯类物质含量次之。酯类主要呈现芳香风味,含量较多的辛酸乙酯(6.06%)具有水果的清香,乙酸异戊酯(2.33%)具有香蕉风味[36],乙酸己酯(1.88%)具有果香[37],正己酸乙酯(1.33%)具有苹果皮香味,乙酸乙酯(1.15%)具有微带果香的酒香[38],发酵后酯类相比发酵前(1.37%)含量大幅增加。
对比发现发酵后豆渣中的醛类物质相较于发酵前有所减少。豆渣呈现的豆腥味主要是因为存在己醛、反式-2,4-癸二烯醛、反,反-2,4-壬二烯醛、癸醛等醛类挥发性化合物[39],发酵前豆渣中己醛相对含量为23.36%,反式-2,4-癸二烯醛含量为6.43%,反,反-2,4-壬二烯醛含量为0.89%,癸醛含量为0.67%,发酵后豆渣中均未检测出以上化合物,此结果与高天宇[39]提出的微生物发酵通过削减豆腥味化合物含量改良风味的结论一致。
发酵过程中氨基酸脱氨脱羧、醇类氧化等化学反应会生成酮类物质,此外发酵后豆渣中还检测出烷烯烃类、呋喃类、酚类等其他物质,主要由微生物代谢或美拉德反应产生[40-41]。2-正戊基呋喃具有芝麻香味[36],一定程度上会呈现豆腥味,豆渣发酵前其相对含量为17.58%,发酵后其含量变为10.19%。
3 结论
通过均匀设计试验优化得到酿酒酵母液态发酵豆渣的最优工艺为:接种量2%、白砂糖添加量0.3%、K2HPO4添加量0.08%、MgSO4添加量0.03%、含水量95%、发酵时间28 h。在此条件下,发酵后豆渣的氨基酸态氮含量、可溶性膳食纤维含量及感官评分分别为0.174 5 g/100 g、6.49 g/100 g、27.50分,分别是发酵前的1.51倍、3.57倍、1.42倍。通过顶空固相微萃取气相色谱-质谱法从发酵豆渣中共检测到72种挥发性风味物质,包括醇类(16种)、醛类(4种)、酮类(5种)、酯类(18种)、烷烯烃类(19种)、呋喃类(3种)和其他(7种)。与未发酵豆渣相比,发酵后豆渣产生了大量有愉悦气味的醇类、酯类物质,而较多具有豆腥味的醛类物质在发酵后转化为其他物质,使发酵豆渣醇酯香浓郁,总体呈愉悦风味,削减了令人不快的豆腥味。本研究对于实现资源综合利用,提高豆渣附加值,增加其经济价值有着重要意义,为豆渣的高值化、工业化生产提供科学的数据参考。
