锥度1∶16的API螺纹铣削参数化标准程序编制及质量控制
2022-10-27黄成元丁志丁承之
黄成元,丁志,丁承之
江苏万恒铸业有限公司 江苏盐城 224500
1 序言
GB/T 9253.2—2017中规定的石油天然气工业用套管、油管和管线管螺纹,统一俗称为API螺纹,广泛应用于泵、阀、防喷器等石油天然气机械设备的管道联接[1]。其中油管螺纹分为不加厚油管圆螺纹(TBG)和外加厚油管圆螺纹(UP TBG),套管螺纹分为套管短圆螺纹(CSG)、套管长圆螺纹(LCSG)和偏梯形套管螺纹(BCSG),另外还有一类管线管螺纹(LP)。在全部89种API螺纹中,除BCSG 16、185/8和20三种螺纹代号的锥度为1∶12外,其余锥度均为1∶16[2]。本文程序以锥度1∶16螺纹加工为例介绍。
API螺纹通常可以通过数控车削加工制造,但在一些石油天然气机械设备中,特别是大型主体零件中有API螺纹时,因零件本体笨重,所以不便使用数控车削方法,只能通过数控铣削完成加工。这类螺纹代号众多,如果每一种代号螺纹都独立编程,不仅工作量大,而且调试繁琐。为了规范编程和标准化作业,我们经过数学计算,推导出API螺纹参数的变量关系,编写出铣削外、内两种螺纹的参数化标准程序。无论是铣削该类螺纹中哪一种代号,只要在GB标准中查出几个主要参数,改写标准程序中前几行的独立变量值,即可直接铣削。为简明起见,本文中也列出根据GB/T 9253.2—2017查取的铣削TBG螺纹所需的各独立变量,以便读者参考。
2 API螺纹铣削变量及其计算
外螺纹铣削变量如图1所示,内螺纹铣削变量如图2所示,螺纹顶牙、底牙、倒角径向和轴向铣削变量如图3所示。

图1 外螺纹铣削变量

图2 内螺纹铣削变量

图3 螺纹顶牙、底牙、倒角径向和轴向铣削变量
2.1 铣削变量含义及其之间的数学运算关系
为了便于应用时查取和比较内、外螺纹各变量,现将各铣削变量含义列于表1中。表1中变量分为两类,一类为独立变量,包括#1~#5、#7、#11以及仅内螺纹的#6、#8,在GB/T 9253.2—2017中可查出对应数据;另一类为派生变量,可由独立变量计算而得,含义后标注有“(M)”的变量为切削参数,根据铣削工况确定。

表1 铣削变量定义
派生变量可在程序内计算得出。其中内、外螺纹相同的参数在程序内计算如下。
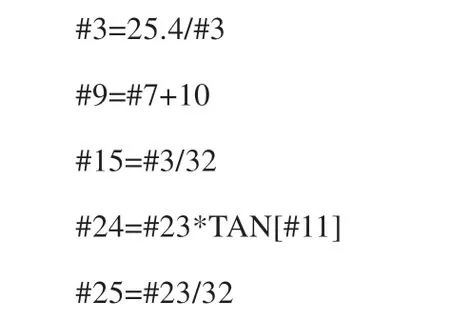
外螺纹参数在程序内计算如下。

2.2 API螺纹铣削时独立变量取值方法
为了便于铣削时查取并进一步说明各代号螺纹独立变量是如何取值的,以9种不加厚油管圆螺纹(TBG螺纹)为例,在GB/T 9253.2—2017中查取参数,根据定义将独立变量建立统一表格,具体见表2。
API螺纹中锥度1∶16的其他螺纹可参照表2在GB/T 9253.2—2017中查取到相应值。值得一提的是BCSG螺纹的内螺纹无端面引导孔,其变量#6=0。另外,GB/T 9253.2—2017较前版本螺纹倒角有修改,外螺纹倒角均为#11=30,内螺纹倒角除LP螺纹为#11=35外,其余均为#11=25。
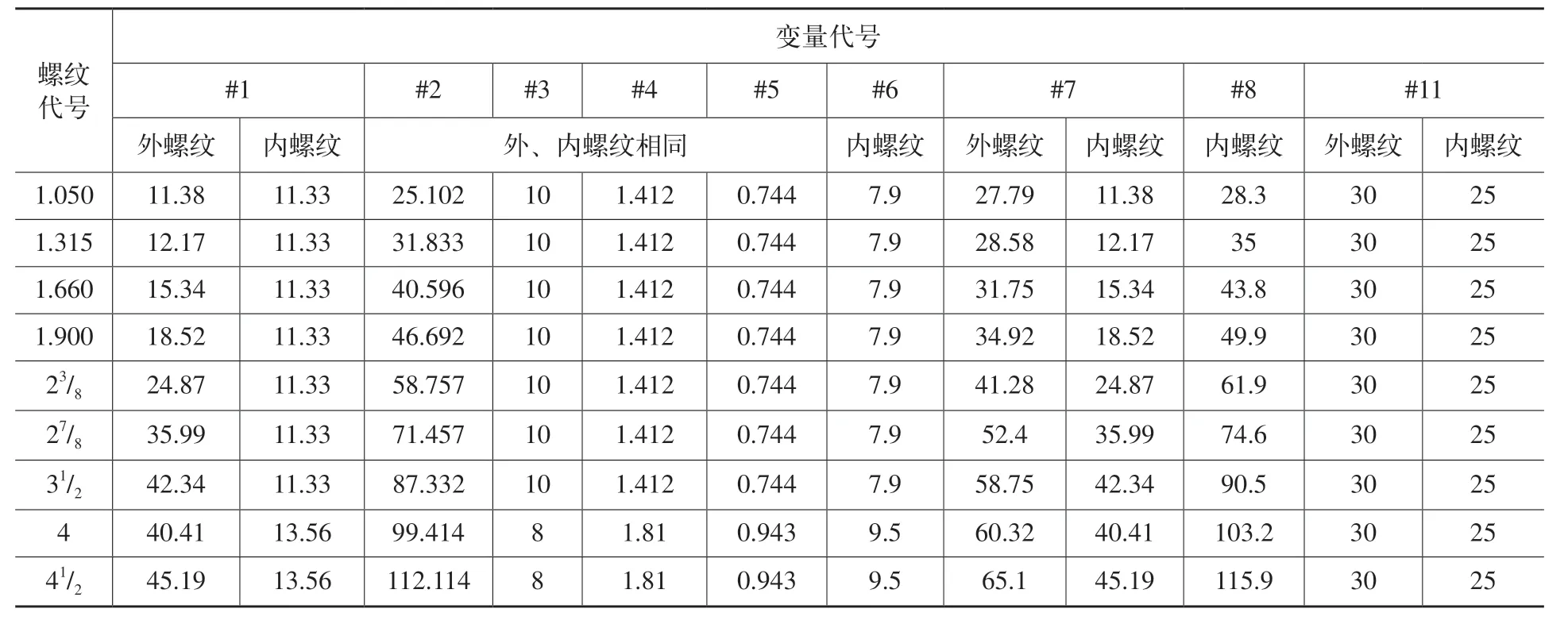
表2 9种TBG螺纹独立变量取值
3 铣削工艺及质量控制
1)为简明起见,内、外螺纹工件毛坯分别按表1中公式计算出直径d、长度(#7+10)和孔径D、长度(#7+10),并加工成圆柱体和圆柱孔。
2)根据各代号螺纹的大小选择足够直径的铣刀杆,以满足加工刚性的需求。对于每英寸8牙和10牙的螺纹,铣削外圆锥或圆锥孔使用D32规格的铣刀,刀号T2,铣削外、内螺纹使用D30规格的螺纹铣刀,刀号T3。对于TBG 1.050等代号的螺纹,铣刀杆直径相应选小,并增加铣削次数。
3)选择自带顶牙切削的螺纹铣刀,顶牙圆锥在铣削时半径留0.2mm余量,由螺纹铣刀顶牙切削。
4)不作配合使用的螺纹以外的加工部位,粗、精铣用同一把刀一次铣削完成,在编程时不使用刀尖圆弧半径补偿和刀具磨耗补偿。
5)设置#10作为螺纹铣刀磨耗补偿或分次切削的精铣余量。当#10>0时,程序执行顶牙铣削和2次螺纹铣削;#10≤0时,程序跳转仅执行1次螺纹铣削,具体判断流程如图4所示。

图4 铣削过程判断流程
6)对于绝大部分每英寸10牙或8牙的A P I螺纹,其牙高为1.412mm或1.81mm。为提高螺纹加工精度,采用2次螺纹铣削,精铣时余量为30%左右,一般#10=0.4(另含0.2mm的顶牙切削量)。
7)当发现螺纹铣刀有磨耗而牙型切削未达深度时,可设#10=-0.3(举例),重新调用程序,此时程序直接跳转至N201,进行带补偿后的1次螺纹切削,然后结束。此程序之所以有2次#10≤0判断,而不是直接跳转至N202,是因为程序中T3刀铣削螺纹的起动设置在N201之后,且便于刀补#10仅一次计入。
8)在机床操作时,圆锥顶牙铣削和圆锥螺纹铣削,每一次进给铣削的螺旋线,其起点与终点半径均不相等。即使是起点与终点半径相差最小的1∶16每英寸10牙的API螺纹,其差值也有(25.4/10)/32≈0.08mm=80μm。35°圆锥倒角部分的起点与终点半径差值则更大。查阅FANUC系统使用说明书,找到控制G02/G03指令执行时设定起点与终点半径极限差值的参数NO.3410[3],其默认值为30μm,可设定该参数值为0,不进行圆弧半径差的检查,编程时按起点半径编程。本次铣削后,可立即修改回默认值。
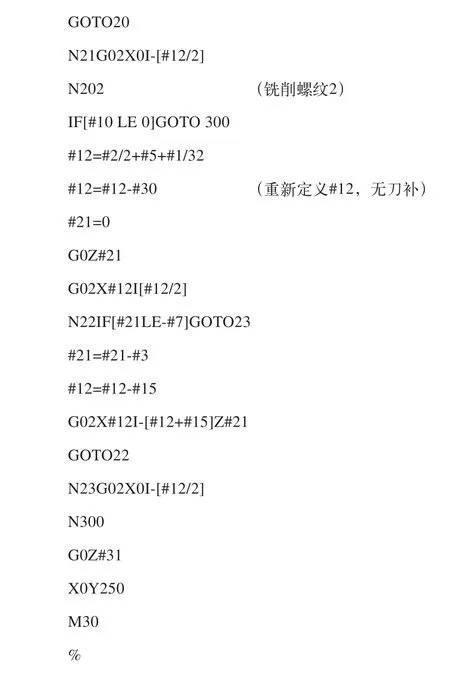
4 程序编制
基于FANUC系统分别编写外、内两种API螺纹的数控铣削参数化标准程序,程序开头的独立变量取值以TBG 23/8代号的螺纹为例。程序中句后带“(V)”标记的为每一代号API螺纹的独立变量参数,其值在GB/T 9253.2—2017中可以查取。
(1)外螺纹铣削程序 具体如下。



(2)内螺纹铣削程序 具体如下。


5 结束语
使用本文程序铣削有两种代号T B G螺纹的法兰,实物如图5所示。该编程方法同样适用于尺寸较大,锥度1∶16的NPT螺纹(GB/T 12716—2011)以及PT、Rc、R1、R2螺纹(GB/T 7306.1—2000和GB/T 7306.2—2000)或其他锥度的锥度螺纹铣削加工。

图5 法兰实物
