风冷冰箱风扇电机噪音故障分析及可靠性设计的研究及应用
2022-10-25蒋勇刚熊克勇
蒋勇刚 江 宾 熊克勇 邢 龙
(合肥晶弘电器有限公司 合肥 230001)
引言
冰箱作为现代家庭必备的家用电器,其噪声水平越来越受到广大消费者尤其是追求高生活质量人群的关注。风冷冰箱在日常使用中经常会出现异常噪声问题。为进一步提高消费者的使用体验,现对风冷冰箱体感噪声进行研究,满足用户对静音冰箱的需求[1]。根据售后维修实践,风冷冰箱使用的风扇电机噪音是整机冰箱噪音的主要原因之一。
近几年,随着国际经济形势的变化,中国国内家电企业使用的进口电器件的价格及采购周期收到严重的影响,大多数进口件已经逐步开始国产化替代。电冰箱行业使用的低温风扇电机也在逐步的进行国产化替代。但是,中国国内生产低温风扇电机的企业极少,多数为常温环境下使用的风扇电机。常温下使用的风扇电机与低温下风扇电机有着重大的区别。目前风扇电机行业内的技术专家普遍缺乏低温风扇电机的设计及应用经验,低温的环境对风扇电机产生的影响机理及影响程度不清晰,设计生产的低温风扇电机在噪音及可靠性方面存在问题[2],需要进一步的深入研究。
现通过国内外行业标杆对比及可靠性分析试验技术的应用,确定含有轴承风扇电机的含油量设计、运转间隙设计、风路循环系统设计及油路循环系统设计为关键可靠性设计因素,提出了低噪音风扇电机的可靠性设计原则。为风扇电机设计人员提供参考。
1 风扇电机噪音维修分析实践情况
维修实践中经常遇到整机噪音测试噪音值低于噪音标准(一般标准为≤39 dB),但体感噪音不合格情况,表现为低频音带来的不悦音质感受,且噪音间歇性出现,一般维修措施难以解决,问题存在复杂性[3]。对国产化风扇电机与进口风扇电机维修实践数据进行分析,发现噪音故障率存在明显差异。国产化风扇电机比进口风扇电机噪音故障率高出5倍左右。
2 风冷冰箱风扇电机体感噪音异常的原因分析
通过将国产化风扇电机与进口风扇电机进行结构差异化对比,同时通过风扇电机技术专家的头脑风暴以及查询相关资料[4]。风扇电机噪音不稳定的潜在异常原因推测为:①风扇转子轴与轴承间隙过大;②低温下风扇轴与轴承的尺寸变化产生间隙超差;③风轮与底托间隙间有小冰珠产生摩擦;④底托变形影响电机运行的动平衡;⑤轴承含油量少,润滑效果差;⑥润滑油的油路设计不合理;⑦润滑油低温凝结。⑧风路循环不畅。根据识别到的推测,使用FTA对推测进行逻辑整理,确定关键底事件推测。如图1所示。
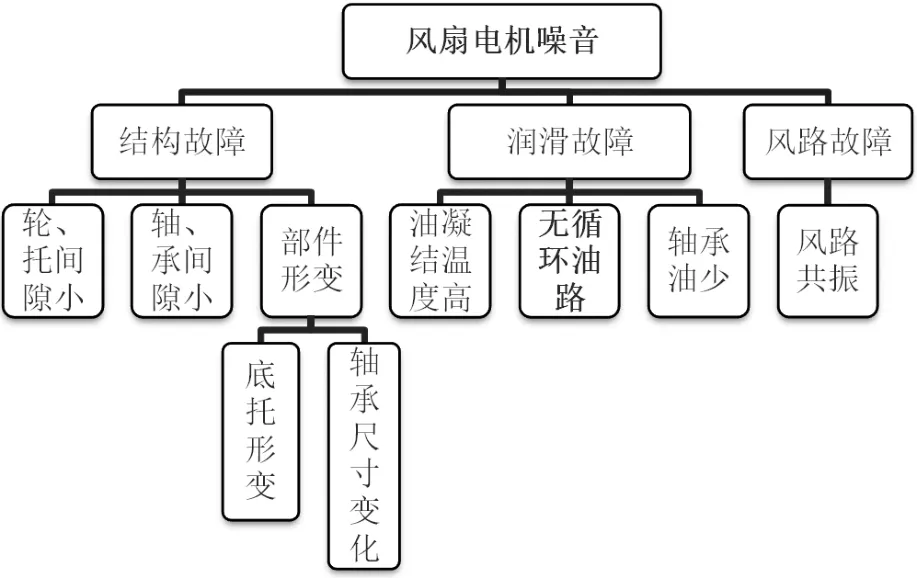
图1 风扇电机噪音系统图
图1中显示有8个底事件,对分析确定的底事件(推测)进行逐项确认、改进,以提升风扇电机的可靠性。
2.1 采用假设检验证明有无循环油路对轴承含油量存在显著影响
制作有油槽与无油槽轴承样品各8个。通过火烧法测定轴承的含油量,然后使用假设检证明有无循环油路对轴承含油量产生明显的影响。如表1、图2所示。

图2 方差数据计算图

表1 轴承样品含油量测量数据
使用双样本F检验,设:H0为方差相等;H1为方差不相等。在显著水平α=0.05水平上,p值为0.889,P>0.05,所以,接受原假设H0,证明两个样品方差相等。然后检验均值是否相等。使用t检验,设:H0为均值相等;H1为均值不相等。根据MINITAB运算的结果,在显著水平α=0.05水平上,P=0.014<0.05,拒绝原假设,即认为均值是提高的,因此确定增加油槽对含油轴承的含油量有显著提升。A,B箱线图和单值图如图3所示。
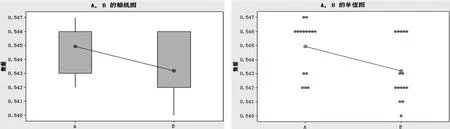
图3 A,B箱线图和单值图
另外,通过国产轴承与进口件的设计对比,轴承的油槽是进口件普遍采用的一种油路循环设计方案⁽⁵⁾。
同时,对故障风扇电机进行解剖,发现轴承内孔底面有润滑油,顶部极少见润滑油,证明国产风扇电机润滑油没有形成有效的循环,润滑油产生了堆积现象。因此确定,有无油槽设计是主要影响原因之一。
2.2 通过试验验证法确定飞轮与底托设计间隙是主要影响原因之一
对国产风扇电机飞轮与底托之间喷水雾,模拟冰箱化霜环境,然后放入到冷冻室中进行冷冻,发现间隙之间的水珠在冷冻过程中立即结冰冰珠,并且不断增加。冰珠直径从0.2~0.6 mm增加到0.8~1.2 mm。几款国产风扇电机飞轮与底托设计间隙一般在0.7~1.0 mm。随着冰珠的增大,对风扇电机进行通电测试,发现飞轮与冰珠干涉产生低频的摩擦音,设计间隙尺寸小于形成冰珠的直径。同时,对噪音故障的风扇电机进行拆解发现间隙处存在摩擦的痕迹。因此,设计间隙小是主要的影响原因之一。
2.3 通过查询设计标准与实际测量,证明轴与轴承设计间隙不是影响因素
行业内低速风扇电机的轴与轴承的设计间隙为0.004~0.015 mm,即4~15 μm。对三个品牌的国产电机此间隙测量,结果基本符合此机械设计标准.因此,确定此设计间隙不是影响因素。
2.4 通过试验验证确定轴与轴承的低温下尺寸变化不是影响因素
轴与轴承都是粉末冶金制造,一般情况下温度变化率极小。轴和轴承分别在低温-30 ℃冷冻24 h,然后测量冷冻前及冷冻后的轴的外径及轴承内径尺寸变化量。三个品牌的国产风扇电机冷冻前后未见明显尺寸变化。
2.4.1 轴的外径尺寸如图4所示。
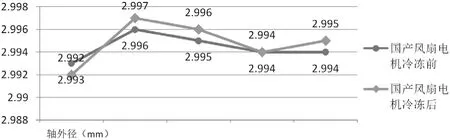
图4 某品牌风扇电机冷冻前后轴外径的尺寸变化量(mm)
根据试验数据,冷冻后轴外径仍然满足设计间隙的要求。
2.4.2 轴承内径尺寸如图5所示。
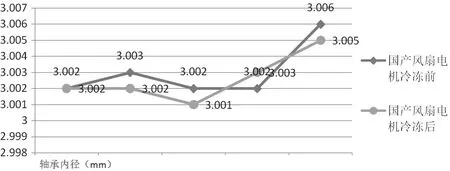
图5 某品牌风扇电机冷冻前后轴承内径的尺寸变化量
根据试验数据,冷冻后轴承内径仍然满足设计间隙的要求。
因此,国产风扇电机轴与轴承的低温下的尺寸变化量不是噪音问题的影响因素。
2.5 通过实验验证证明底座形变量不是影响因素
底托一般采用PBT工程树脂材质制造,此工程材料强度极高。将噪音故障风扇电机在常温下测试底托变形量,然后在低温下冷冻24 h,测试底托变形量。发现三个品牌的故障风扇电机的底座低温下变形量比常温下增加0.003~0.005 mm。此变形量未造成风扇电机产生干涉及共振。
2.6 通过试验验证润滑油的低温凝结不是影响因素
将风扇电机在-40 ℃环温下冷冻。观察润滑油并未出现凝结现象,旋转飞轮,运行顺畅,未出现干涉及摩擦现象。三个品牌的国产风扇电机润滑油在冰箱的最低温度冷冻环境下均未发生润滑性能下降。
2.7 轴承的含油量少是影响因素
采取烧结去油法,将三个品牌的国产的含油轴承与进口含油轴承的含油量进行对比。发现国产轴承的含油量比进口件普遍低21.6~32.7 %。
润滑油少对噪音产生明显的影响。
2.8 飞轮风路共振是影响因素
飞轮高速转动时,从底托处吸入空气,但是底托为实心平面结构,无法形成顺畅的风路,观察噪音故障的风扇电机,飞轮高速运转时产生了抖动现象,抖动幅度为0.6~0.8 mm,发出噪音。试验将底托制作成镂空结构,形成循环的风路系统。观察飞轮在高速转动的过程中抖动幅度降低至0.1~0.2 mm,未体感到明显的噪音。因此,判断没有风路循环系统是主要影响因素之一。
根据试验验证确定国产风扇电机产生噪音问题的根本原因为:①轴承回油系统设计异常;②底托风路设计异常;③底托与风轮间隙设计异常;④含油轴承含油量异常;
使用DOE方法确定改进方案。DOE中设定轴承回油槽截面积、底托通风量、底托与风轮间隙、含油轴承含油量四个因子,进行4因子2水平的试验设计,响应设置为风扇电机动平衡,要求动平衡。试验设计(DOE)结果显示,响应曲面全部为弯曲,根据响应曲面确定改进设计方案。
3 消除体感噪音故障的可靠性设计方法
3.1 轴承的储油量增加设计
根据前面对比试验的结果,需要增加轴承储油量。按照含油轴承含油量的设计原理[5],增加体积可以增加储油量。因此,根据国产轴承的结构,可以考虑增加粗头长度及细头壁厚,实现体积增加。如图6所示。
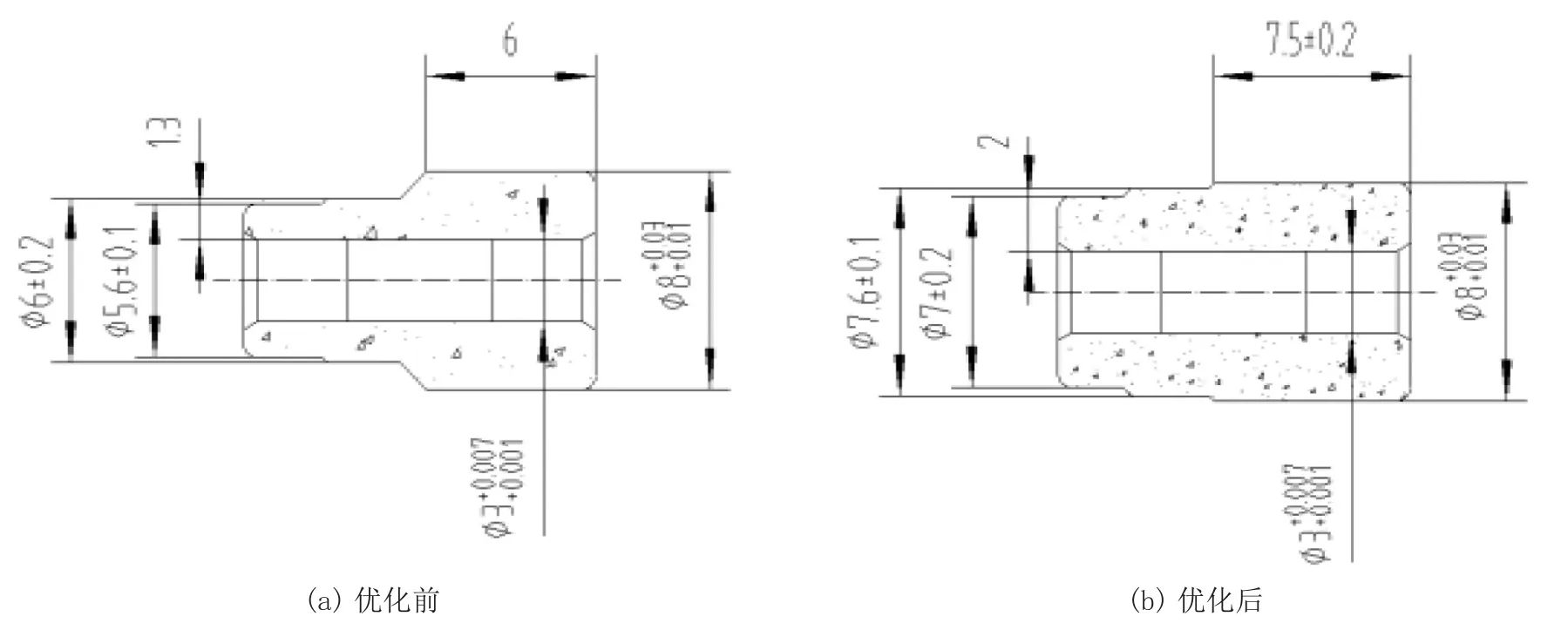
图6 轴承优化示意图
某一品牌国产风扇电机更改轴承形状,原含油轴承:油孔内油量为;新含油轴承:油孔内的油量相对增加至,油量增加了。增加轴承体积提高储油量的效果比较明显。
3.2 含油轴承油槽设计
为实现轴承上下端形成油路循环系统,故采取在轴承的端面及外侧“开槽”方案,使润滑油随着气压及油压达到轴承底部后,沿油槽上行再次进入轴承上部,形成循环系统,可以实现油路的反复循环。如图7所示。
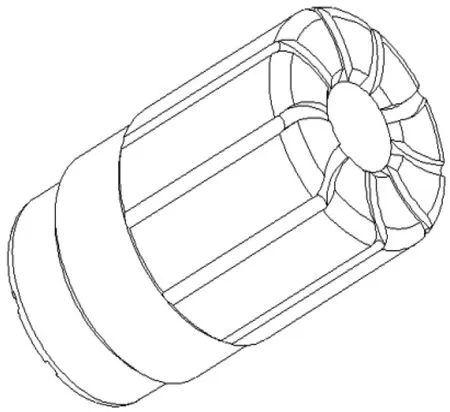
图7 轴承油槽示意图
某款国产风电机轴承油槽截面积设计为。当轴与含油轴承间隙的油量特别大时,随着轴的运转溢出到轴承端面时,会延着油槽流下,从外表面进入含油轴承内部,从而形成一个润滑油回路。
同时,经过SEM扫描电镜观察,开槽后,由于轴承挤压力变小,粉末冶金的晶粒之间的空隙变大,含油量得到提升。如图8所示。
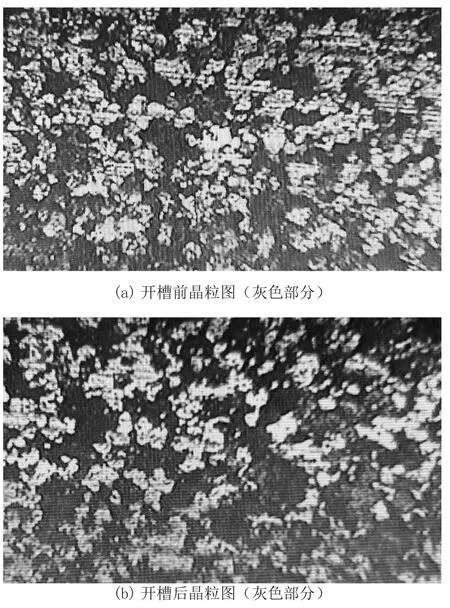
图8 含油轴承开槽前、后晶粒图(灰色部分)
轴承增加油槽后,制作风扇电机样件10件,运行24 h后,解剖发现轴承内表面、轴承外侧面及槽孔内充满润滑油,没有润滑油堆积现象。说明已经形成了油路的循环系统。
3.3 风路循环系统结构设计
底托支架为镂空中空结构,如图9所示。飞轮高速转动时,从底托处吸入空气,但是底托为实心平面结构,无法形成顺畅的风路。将底托制作成镂空结构,形成循环的风路系统,风路不再受阻。运行时飞轮的抖动会明显降低。
图9 低应力镂空结构支架示意图
同时,此底托支架在低温下变形小,所受应力较分散,更稳定,可减缓共振。该支架常温下平面度,低温冷冻后,与常温对比变化量以下,平均变化量.新结构镂空支架在常温下平面度变化更小、更稳定,在低温情况下的变形量更小。
3.4 支架与飞轮间隙设计
根据低温冰晶的尺寸,确定支架与飞轮间隙应大于1.5 mm,故采用1.7 mm,使其与含油轴承支撑平面齐平,增大飞轮与底托之间的间距防止间隙间的冰晶与飞轮接触产生噪音。
对国产风扇电机噪音确定的四个主要原因全部进行了设计改进,改进措施全部采取后制作了改进型风扇电机进行测试单体动平衡及体感噪音。改进后,体感无低频的共振声音,风扇的单体动平衡测试全部<15 mg。整机噪音全部满足小于39 dB的要求。同时对改进型风扇电机进行可靠性测试,在-40 ℃环温下测试,仍未出现低频噪音现象。市场质量表现较好,完全达到进口风扇电机的质量水平。
低温风扇电机可靠性设计原则:应考虑润滑油的循环系统,确保润滑油长期反复起作用;考虑整机的风路循环系统,确保风路顺畅不受阻;考虑动静部件之间的安全设计间隙,确保不干涉冰珠;考虑含油轴承的含油量,确保润滑油量的充足。
4 总结
使用国产化风扇电机的风冷冰箱运行时,出现噪音低于标准值但体感噪音不合格的现象,整机声音表现为低频音,带来不悦的音质感受,产生投诉维修。风冷冰箱在日常使用中出现的异常噪声问题,对产品形象、客户使用体验产生不良影响。通过行业标杆对比法、可靠性试验法确定了风扇电机的噪音的根本设计原因。对风扇电机的油路循环系统、风路循环系统、结构间隙、含油轴承的含油量等进行重新构造设计,成功的消除了风扇电机的体感低频噪音问题。此研究及应用对制冷行业的进口风扇电机国产化起到关键的促进作用,为国产化风扇电机正常可靠使用保驾护航。同时,也说明了我国基础工业产品起步较晚,技术薄弱。基础工业产品的设计开发应借鉴国际成熟产品的成功经验,将会减少大量的试错成本。