钢轨打磨关键装备及磨石技术发展现状与展望
2022-10-18章武林樊小强朱旻昊段海涛
章武林 樊小强 朱旻昊 段海涛
1.武汉材料保护研究所特种表面保护材料及应用技术国家重点实验室,武汉,4300302.西南交通大学牵引动力国家重点实验室,成都,610031
0 引言
铁路是国民经济大动脉、关键基础设施和重大民生工程,是综合交通运输体系的骨干和主要运输方式之一。截至2021年底,全国铁路营业里程突破15万km,城市轨道交通运营里程突破8000 km。《中长期铁路网规划(2016-2025)》指出:预计到2025年铁路网规模达到17.5万公里左右[1]。钢轨作为轨道交通的重要承载部件之一,承受来自车轮周期载荷的作用,其表面产生滚动接触疲劳层。在随后的服役过程中,裂纹在滚动接触疲劳层萌生、扩展,从而导致钢轨病害的产生。同时,多场耦合(强机械力、电场/磁场)、广域环境(高寒、湿热、风沙、腐蚀介质等多环境交互)以及极端工况(高速、高周、强振)的协同作用,致使钢轨表面产生擦伤[2]、磨耗[2-3]、波磨[4-5]、剥落[6-7]、鱼鳞纹[8-9]、压溃[10-11]、锈蚀[12]等诸多损伤(病害)。钢轨病害或将破坏钢轨原始设计廓形,恶化轮轨接触状态,增大列车运行噪声和振动,加速轨道交通系统关键零部件的失效,降低列车运行的舒适性、安全性和稳定性。据不完全统计,钢轨失效后若直接采用换轨的方法,将造成超3000亿元的经济损失,如果对钢轨进行科学打磨,即可达到延长钢轨使用寿命的效果,减少大量的经济损失。据报道,欧洲每年对钢轨维护、更换等的投入超过30亿欧元,我国每年该项费用超12亿美元[13]。
目前主要采用打磨的方式定期去除钢轨病害,恢复钢轨廓形,改善轮轨接触状态,延长钢轨服役寿命。面向钢轨维护需求,钢轨打磨技术发展了多种形式,如铣磨复合打磨、砂轮式打磨、砂带式打磨、小型机具打磨等[2]。同时,针对线路钢轨不同服役阶段、损伤特征,制定了不同的打磨策略,如预打磨、修复性打磨以及预防性打磨[13-14]。钢轨的高效运维依赖高端技术装备及其相配套的高性能磨削/切削材料(如磨石等)。几十年来,虽然我国在钢轨打磨技术领域取得了巨大成就,但高性能磨石技术严重滞后于钢轨打磨装备的发展水平,严重制约了钢轨打磨技术完全自主化进程。基于此,本文综述了国内外典型钢轨打磨技术与装备,对未来钢轨打磨技术发展的重要方向进行了分析;同时,综述了钢轨打磨关键耗材——磨石的发展现状,指出目前磨石研发存在的不足,为高性能自主化磨石的设计与开发提供参考。
1 钢轨打磨关键技术与装备
1.1 打磨策略
钢轨打磨策略主要有预打磨、修复性打磨与预防性打磨三类。
(1)预打磨。钢轨在热轧成形过程中,高温导致钢轨表层的碳元素、铁元素氧化加剧;当碳的氧化速率大于铁的氧化速率时,部分珠光体中的渗碳体转变为铁素体,导致脱碳层的产生[7]。钢轨脱碳层硬度、强度、耐磨性均低于基体;服役时裂纹主要沿铁素体扩展,更容易造成钢轨严重损伤[15]。新线建设过程中,工程车频繁启/停,极易造成钢轨擦伤等损伤。钢轨擦伤前期不易被巡检人员发现,但轮轨摩擦热致使钢轨擦伤区域发生金相转变,在后期的服役中极易快速发展成严重病害,形成严重安全隐患。因此,对于新建线路和成段铺设新钢轨,需在调试完成后、开通运营前进行预打磨,去除表层约0.2 mm的脱碳层以及施工过程造成的损伤;对于已投入运营线路,要求在累计通过总质量10 Mt前完成预打磨[2]。
(2)修复性打磨。对于严重的波磨、剥层、侧磨、压溃等损伤,需要采用较大打磨深度对损伤进行去除,同时对钢轨廓形进行矫正、修整。此时,钢轨材料去除量、打磨深度大,该种修磨策略称为修复性打磨[2]。因钢轨轨顶存在设计磨耗容限,修复性打磨增加了换轨频率,打磨经济性较差。
我国对轨道交通线路钢轨修复性打磨作业作了明确规定[2]:①修复性打磨应根据钢轨病害特征,选择合适的打磨设备和作业参数,去除钢轨病害同时修复钢轨廓形;②在普通线路,对于波磨深度或者肥边宽度超过0.3 mm的缺陷,应该及时组织修复性打磨;③在高速线路,当线路出现动车抖动、横构架横向加速度报警、成段光带不良、道岔钢轨鱼鳞纹深度达到0.5 mm、轨道冲击响应指标超过管理值,或钢轨病害达到整治限度地段,应及时组织钢轨修复性打磨。
(3)预防性打磨。钢轨承受来自车轮的周期性载荷作用,钢轨表面因“棘轮效应”形成滚动接触疲劳层(RCF)。在滚动接触疲劳层,钢轨材料的硬度大幅上升、脆性增大,微观结构上观察到位错密度增大、微裂纹萌生;微裂纹的横向与纵向扩展可能会导致钢轨发生剥层、断轨等损伤。裂纹发展周期(形核、萌生、扩展)中,形核与萌生时间占比较大[8]。通常在裂纹扩展深度不超过0.2 mm时进行打磨,是阻断钢轨裂纹扩展、避免钢轨损伤进一步恶化的最佳时机。基于钢轨表面滚动接触疲劳的产生机制以及裂纹扩展规律,提出了预防性打磨策略,即定期去除钢轨表层滚动接触疲劳层。预防性打磨磨削深度小,相比修复性打磨更有利于延长钢轨使用寿命,打磨经济性更好。
中国铁路总公司对我国线路钢轨预防性打磨的实施提出了明确要求[2]:①高速铁路每30~50 Mt通过总质量开展一次预防性打磨,打磨间隔不超过2年;②普速线路直线及大半径曲线段(>1200 m),一般100 Mt通过总质量开展一次打磨;小半径段(<1200 m),每30~50 Mt打磨一次。
不同打磨策略下钢轨服役寿命演变规律如图1所示[13],结果表明打磨可有效延长钢轨使用寿命。据报道,病害在无打磨、修复性打磨、预防性打磨后钢轨表面产生的概率分别为15%、8%、4%[16],表明预防性打磨在降低钢轨病害发生概率上优势明显。此外,预防性打磨材料去除厚度小,相比修复性打磨可以大幅延长钢轨使用寿命。经济迅猛发展对我国轨道交通运能迫切需求的严峻形势下,采用预防性打磨可以有效延长换轨周期,具有更高的打磨经济性。因此,可以推断预防性打磨是未来钢轨打磨技术主流的发展方向。

图1 不同打磨方式下钢轨服役行为[13]Fig.1 Rail serving behaviors for different grinding strategies[13]
1.2 钢轨关键打磨技术发展现状
20世纪60年代,瑞士的SPENO公司成功研制了第一台打磨车并用于线路钢轨打磨维护,取得了良好的打磨效果和经济效益。历经近60年的发展,钢轨打磨技术与装备取得了卓越的发展,小型打磨机具[2]、砂轮式打磨车[14,17]、砂带打磨[18]、铣磨复合打磨[19-20]等多元化钢轨打磨装备在线路被广泛应用。
1.2.1砂轮式打磨
砂轮式打磨是打磨车利用高速旋转的砂轮(亦称磨石)去除钢轨病害。根据磨石与钢轨的接触形式以及磨石是否配备驱动装置,可以将砂轮式打磨技术分为主动打磨和高速被动打磨。
(1)主动打磨。钢轨打磨列车在一定走行速度下,电机驱动杯状磨石高速旋转(约3600 r/min),并在液压缸所提供的稳定载荷Fn下与钢轨轨头接触,从而实现钢轨病害的去除[21-23],如图2a所示。磨石沿钢轨纵向排布,且磨石轴线与轨顶法向存在一定倾角α。驱动电机与磨石连接,构成磨头;每两组磨头组成一个打磨摇篮。通过调整摇篮摆角α,即可实现不同轨距角处的打磨。摇篮摆角α的调整,导致磨石作用区域变化[24-25],造成打磨纹理与钢轨纵向夹角、打磨光带宽度均存在差异,如图2b所示。据打磨作业人员介绍,磨头落刀(磨石与钢轨接触)、切换以及打磨过程中磨石的振动,会导致打磨后钢轨表面产生初始不平顺,因而在打磨后很短的服役周期内,某些线路局部区域钢轨就会再次出现波磨。

(a)主动打磨磨石/钢轨接触模式[13]
(2)高速被动打磨。德国Stahlberg Roensch公司于2011年率先提出了高速打磨技术(HSG)[26]。杯状磨石圆周面在一定垂向载荷作用下与钢轨轨头接触,磨石轴线与钢轨横向成一定的夹角α,如图3a所示[13]。打磨过程中磨石不带动力,依靠打磨列车运行拖拽磨石在钢轨轨头做非纯滚动运动,进而去除钢轨表层滚动接触疲劳层。一般情况下,α角为-45°或+45°,且按一定的角度组合进行编排。由于同侧磨石轴线间夹角为0°或90°,因此打磨后钢轨表面为交织的网状纹理,如图3b所示[27]。打磨过程中,由于磨石不带动力,通常被称为“高速被动打磨”。高速被动打磨的优点是打磨速度快(通常60~80 km/h),打磨效率高,适合于线路(尤其是高速铁路)预防性打磨的开展。由于打磨速度较快,磨石与线路钢轨某点累计接触时间更短,可有效降低钢轨烧伤,提高打磨后钢轨表面质量。

(a)高速打磨磨石/钢轨接触模式[13]
1.2.2铣磨复合打磨
当钢轨出现严重损伤时,如侧磨、肥边、压溃等,采用普通砂轮式打磨难以去除或去除效率较低,则需利用铣磨车进行修整。铣磨复合打磨技术中,铣刀盘、仿形磨石与钢轨的接触模式如图4a所示,铣刀盘高速旋转(高达100 r/min),从而使搭载在刀盘上的硬质合金刀具切除钢轨表层材料。刀盘后跟进的仿形磨石可以对经铣刀盘加工后的钢轨表面作进一步修整,降低表面粗糙度[13,28]。铣刀盘和仿形磨石协同作业,单次作业可去除厚度约0.1~3.0 mm的钢轨材料[29]。打磨后钢轨具有较低的粗糙度,如图4b所示。铣磨复合打磨技术具有切削效率高、打磨后钢轨廓形好、光洁度高等优点,广泛应用于重载铁路等钢轨损伤严重的线路[29-30]。

(a)铣磨复合打磨刀盘/钢轨接触模式[13]
1.2.3柔性砂带钢轨打磨
采用柔性涂覆磨具砂带对钢轨病害进行去除的方式为砂带式打磨。驱动轮驱动砂带高速(高达45 m/s)运转并在橡胶接触轮施加的打磨载荷(超1000 N)下与钢轨接触,从而实现打磨作业[18]。接触轮内圈为刚性的轮毂,外圈为弹性的橡胶层。通过橡胶层的变形,可以实现钢轨轨头的包络式打磨,且由于砂带植砂颗粒尺寸较小,打磨后钢轨表面较光滑,但材料去除能力较弱。砂带式打磨在打磨质量、经济性、环保、安全等方面均体现出一定的优势,吸引了众多的专家学者从力学[18,31]、材料学、磨削行为[32]、设备结构[33]等方面开展研究。然而由于砂带式打磨存在材料去除效率低、设备结构复杂、砂带耐磨性差等缺点,导致该技术在轨道交通线路的广泛应用受到限制。
1.3 钢轨打磨关键装备发展现状
目前铁路系统应用最为广泛、市场占有量相对较大的打磨方式为主动打磨技术、高速被动打磨技术以及铣磨复合打磨技术。以下对这三种典型钢轨打磨装备发展现状进行综述。
1.3.1钢轨主动打磨关键装备
主动打磨技术是目前应用最为广泛、市场份额最大的打磨方式,打磨车型号较多。国外打磨车制造商主要有美国的HARSCO公司和LORAM公司以及瑞士的SPENO公司等。国内钢轨打磨技术起步较晚,经过几十年的发展,目前国内打磨车制造商主要有金鹰重型工程机械股份有限公司(金鹰重工)、中车北京二七车辆有限公司(中车二七)、株洲中车时代电气股份有限公司(时代电气)、中国铁建高新装备股份有限公司等。金鹰重工、中车二七分别通过引进美国HARSCO公司、瑞士SPENO公司技术,自主开发了GMC-96X、GMC-96B型打磨车,如图5所示。时代电气自主研发的GMC-48JS型打磨车于2020年3月获批上线[34]。

(a)GMC-96X
目前线路常用的GMC-96X(金鹰重工)、GMC-96B(中车二七)、PGM-48(美国HARSCO)车型以及新下线的GMC-48JS车型(时代电气)的主要作业参数和作业要求如表1所示。数据显示,打磨车作业速度为3~24 km/h,低于临界作业速度可能造成钢轨局部区域过度打磨,且低速下钢轨局部磨削热累积极易烧伤钢轨[35];作业速度过高,则不能保证理想的去除效率。打磨车所设计的最大作业坡度为3%,能满足绝大多数线路的打磨维护。但是对于一些长大坡道(坡度大于3%)线路,尤其是在建的川藏铁路等,打磨车作业性能与牵引问题的协调将是重要挑战之一。

表1 典型钢轨主动打磨车作业参数统计[2]
1.3.2钢轨高速被动打磨关键装备
高速被动打磨车主要有德国VOSSLOH公司生产的HSG型钢轨打磨车,主要由打磨车和辅车组成,如图6a所示。打磨作业时需要机车对其进行牵引,作业速度可达60~80 km/h;整车4组打磨单元共96个磨石同时处于作业状态且以约6000 r/min的转速高速旋转,如图6b所示;每组打磨单元配备2套打磨架,作业过程中磨石可以实现不停车快速整组、连续轮换,即单次磨石装车即可连续打磨约70 km[13],如图6c所示。打磨过程中可对打磨火花量、磨石磨损情况、打磨压力等进行实时监测。打磨后,对钢轨廓形进行检测,检验打磨效果。高速打磨车由于磨石不带驱动装置,仅靠打磨列车的拖拽去除钢轨轨头材料,因此,作业速度对打磨车作业效果影响显著。高速打磨车在站间线路进行打磨作业时:出站加速阶段,当车速高于30 km/h时,打磨架落下,打磨作业开始;进站减速阶段,当车速低于15 km/h时,打磨架提起,打磨终止。因此,在打磨车加速、减速对应区域,打磨效果因车速降低而有所下降,部分因打磨架提起未能打磨的区域后续需要站内道岔打磨车进行配合作业覆盖。

(a)HSG高速打磨车
近10年来,国内多所机构致力于高速打磨车的研发。2021年6月18日,由西南交通大学、京沪高铁和西南交大铁路发展有限公司联合研发的国内首台京沪高铁智能化快速钢轨打磨原型试验样车正式下线,实现了“从零到一”的原始创新[36],如图7a所示。2021年7月22日,由中国铁建高新装备股份有限公司自主研发的KGM-80II钢轨快速打磨车通过评审,获批下线试运用[37],如图7b所示。自主研发的高速打磨车的下线,对我国实现铁路系统装备完全自主化具有重要意义。

(a)京沪高铁智能化快速钢轨打磨原型试验样车[36]
1.3.3钢轨铣磨复合打磨关键装备
目前,钢轨铣磨车广泛应用于国内外重载线路。德国GMB公司以及奥地利 LINSINGER公司、MFL公司等是海外铣磨车的主要制造商[13,20]。图8a所示为LINSINGER公司的SF03型铣磨车,该车总长25 m,整车重量120 t,装备两个三轴转向架,自走行速度最高达100 km/h,最大作业走形速度0.36~1.20 km/h,整车共装备2套铣刀盘和2套砂轮[20,29-30]。国内的制造商主要有宝鸡的中车时代工程机械有限公司和中国铁建高新装备股份有限公司等。图8b所示为中国铁建高新装备股份有限公司生产的XM-1800型铣磨车,它在线路内侧轨形修整、特殊钢轨轮廓打磨方面具有作业效率高、打磨灵活、环保、火花飞溅少等优点[38]。表2将SF03铣磨车与XM-1800铣磨车主要作业性能参数进行了对比,表明国内研制的XM-1800型铣磨车在材料去除效率、作业精度等方面已经达到世界先进的技术水平。

(a)SF03铣磨车

表2 SF03铣磨车与XM-1800 铣磨车作业性能对比[2,38]
1.3.4关键钢轨打磨装备性能综合对比
将主动打磨、高速被动打磨以及铣磨复合打磨等三种典型钢轨打磨装备性能进行对比,如表3所示。主动打磨材料去除量大,打磨光带包络廓形良好,运行速度快,是目前市场占比份额最大的作业方式。对于主动打磨,其关键点是解决打磨钢轨烧伤问题,从而改善打磨后钢轨表面质量。研究表明,优化打磨参数[25,35,39-40]、磨石结构[41]可以有效改善烧伤,其中高性能主动打磨磨石的研发是未来的研究重点。

表3 三种典型钢轨打磨装备性能对比
高速被动打磨作业速度快,理论上可与普通客/货车进行联运,无需“天窗”,不影响线路正常通行。此外,高速被动打磨基于钢轨预防性打磨策略提出,在延长钢轨服役寿命方面优势显著,因此,高速打磨在未来的发展中具有重要竞争力。服役于高速、高载、强振等严苛工况,同时满足高效、高质等作业需求,确保磨石具有优异的力学性能(强/韧性)、使役性能(切削性能、耐磨性等)等是未来的重要挑战之一。
铣磨复合打磨在材料去除效率、廓形修整、表面质量等方面具有显著的优势,但其作业速度慢,未来随着经济的发展,天窗时间极度压缩,对打磨作业效率要求日益提升,未来线路运能与天窗时长的协调将会是关注点。同时,为保证钢轨廓形的修正精度和作业效率,研发耐受钢轨打磨苛刻作业工况以及高耐磨的硬质合金刀具也是未来的研究重点之一。
2 钢轨打磨磨石研究现状
磨石是损伤钢轨“刮骨疗伤”的“手术刀”,其性能直接决定钢轨打磨车作业效率和打磨后钢轨表面质量。目前,国外钢轨主动打磨磨石制造商主要有法国诺顿(NORTON)、瑞士SPENO、斯洛伐克WEILER、日本则武等公司。我国铁路系统钢轨打磨磨石大部分依赖进口,如圣戈班诺顿(NORTON)、瑞士SPENO等,尤其是高速铁路钢轨打磨用磨石。图9a所示为钢轨主动打磨磨石,其宏观结构主要包括铝基体(预留安装孔)、磨石基体和缠丝三部分。Q/CR 1-2014(《钢轨打磨车磨石订货技术条件》)对我国钢轨主动打磨磨石技术要求、检验方法等信息进行了全面规定[42]。面向庞大的磨石市场空间,众多国内机构致力于钢轨打磨磨石的技术开发,但国产主动打磨磨石存在打磨效率低、耐磨性差、易烧伤钢轨等缺点,且不同厂家磨石性能参差不齐[43]。此外,磨石制备、性能验证等方面技术规范、标准等文件的缺失是阻碍磨石技术发展、制约磨石国产化进程的主要原因之一[43-44]。
高速被动打磨磨石如图9b所示,主要有两种规格(外径×厚度):φ120 mm×85 mm、φ160 mm×85 mm。外径较大磨石去除效率更高,更换周期更长,但对磨石的强度有更高要求。高速、高周、高载等严苛工况以及高效、高质作业需求,对磨石的力学性能、作业性能有严格要求。德国VOSSLOH为我国线路钢轨提供打磨服务,高速打磨车装备公司自主研发的高速磨石。目前,VOSSLOH委托圣戈班在江苏昆山进行高速磨石生产,但暂未见相关磨石应用于线路打磨的报道。我国在钢轨高速打磨磨石技术方面暂无技术储备。

(a)主动打磨磨石[43]
磨石作为钢轨维护领域的重要耗材,具有广阔的市场前景,国内外诸多机构围绕磨石开展了大量研究。但磨石设计制造涉及复合材料配方、成形工艺、打磨性能、工况匹配以及打磨后钢轨质量等诸多方面,是多因素耦合、多学科交叉的“卡脖子”技术难题。以下从磨石成形、磨石结构设计、磨石性能评价方法等三个方面对磨石研究现状进行综述,并对目前磨石研究存在的共性问题与技术挑战进行总结,为磨石的设计制造提供理论参考。
2.1 磨石成形研究进展
2.1.1磨石黏结剂
黏结剂主要作用是黏结磨料,使磨石具有一定的力学性能(强度、韧性)、耐磨性能与耐热性能等,且在打磨过程中为磨料提供把持力。磨石结合剂主要有陶瓷基、金属基以及树脂基3种。陶瓷结合剂化学性能稳定,耐热性好,但是脆性大、导热差,与钢轨打磨领域的严苛工况(高速、高载、高温、强振等)不匹配。目前,在钢轨打磨领域并未见陶瓷结合剂磨石的相关报道。
金属结合剂可以使磨石兼具高强度、高导热性、高耐磨性。西南交通大学蒋小松团队采用粉末冶金的方法分别制备了铜基[45]和铁基[46]两种金属结合剂缩比磨石。打磨实验结果显示,铁基磨石的磨削比约为树脂基磨石的15倍,高达686。然而,由于金属结合剂强度高,打磨过程中结合剂难以磨损使磨料外露,导致磨石的自锐性差。同时,由于钢轨打磨车不具备钝化磨石修锐条件,因此金属基磨石在线路打磨作业并无优势。此外,金属结合剂磨石烧结温度高,工艺复杂,制造成本较高,磨石经济性较差。目前,尚无金属结合剂磨石线路打磨作业案例。未来金属基磨石强度/自锐性的协调、寻求低廉生产原料、精简的制造工艺是研究关键点和难点。
树脂结合剂兼具较高的强度、韧性,且原料价格低廉、成形工艺简单,广泛应用于磨具制造。目前,国内外轨道交通线路钢轨打磨车所装备的磨石(主动打磨、高速被动打磨)均为树脂基磨石[42-43]。钢轨打磨作业工况苛刻,干磨削状态下磨削温度较高,因此磨石普遍采用耐高温、黏结性好、易于成形的酚醛树脂,以及对其改性的新品种,如环氧、聚氯乙烯、聚酰胺、聚乙烯醇醚脂、双马来酰亚胺等改性酚醛树脂[47]。也有较多采用耐热性能、机械性能更高的聚酚醚树脂和聚酰亚胺树脂[48]。张国文等[47]研究了4种酚醛树脂磨石的打磨性能,结果表明,保证树脂高温下强/韧性、耐热性是制备高性能磨石的关键因素。章武林等[49]的研究结果显示:低强度(结合剂含量低)磨石自锐性好、材料去除量大,但易烧伤钢轨、磨石耐磨性差;而高强度(高结合剂含量)磨石耐磨性好、磨石磨削比高,但磨石自锐性差。ZHANG等[24]认为磨料/结合剂界面脱黏是导致棕刚玉磨石磨料过早脱落、打磨量和磨削比均较低的主要原因。以上研究结果显示,树脂强/韧性、耐热性以及对异质材料(磨料、填料等)表面的润湿性等直接制约磨石的综合性能,因此,优选高强/韧性、抗热衰退、浸润性强的树脂,厘清磨石体系中树脂/磨料、树脂/填料等异质界面的黏结机理,对指导磨石性能的提升与定向调控具有重要的科学价值。
2.1.2磨石磨料
磨石常用磨料为刚玉类磨料(锆刚玉、棕刚玉、白刚玉等,如图10所示)[24,50]、部分超硬磨料(CBN)[51]以及SiC、WC等。由于金刚石与过渡金属元素Fe具有很强亲和力,因此在磨削高温下金刚石表层碳原子的sp3杂化状态转化为sp2+2P1z的状态,即金刚石石墨化,降低了磨料磨削性能[52-53],因而金刚石不适用于钢轨磨削。虽然CBN磨料强/韧性好,且耐高温、耐磨、导热性好、磨削能力强[54-55],但其粒径小(最大粒径小于500 μm)、价格高,在钢轨打磨这类粗磨与重负荷工况下很难体现出其磨削性能优势,且磨石经济性较差。刚玉类磨料具备良好的耐磨性、强/韧性,且切削能力强、成本低廉,在钢轨打磨类高速、高载、干磨削、粗粒度等极端作业工况下具有显著优势。章武林[27]采用单轴压缩试验装置检测了F16的锆刚玉、煅烧棕刚玉、白刚玉的抗压强度及对应磨石的磨削性能,结果显示:锆刚玉强度最高(308.0 MPa),其次为煅烧棕刚玉(124.0 MPa),最低为白刚玉(103.2 MPa);锆刚玉、煅烧棕刚玉、白刚玉磨料磨石的磨削比依次为41.0、22.4、11.9。因此,钢轨打磨磨石的制造普遍采用强/韧性好、化学性质稳定的刚玉类磨料,尤其是锆刚玉和棕刚玉[40-41,50]。目前,全球高性能锆刚玉磨料冶炼技术被法国圣戈班等企业掌握。因此,突破锆刚玉冶炼关键技术瓶颈,研发高性能(高强韧性、耐磨性、耐热性、良好自锐性等)锆刚玉磨料,对于磨石性能的提升至关重要。

(a)锆刚玉磨料 (b)白刚玉磨料
目前,线路钢轨打磨磨石的制造均采用不同粒度、种类的混合磨料。WANG等[50]研究了不同锆刚玉、棕刚玉配比下磨石的磨削性能,结果显示,随着棕刚玉含量的增加(0%~100%),磨石的打磨量下降。综合比较结果表明,磨石中添加10%~30%的棕刚玉,既可以保证磨石具有较理想的打磨效率,又能降低磨石的制造成本。ZHANG等[56]研究了不同磨料粒度(F10~F30)磨石的磨削行为,结果显示:在一定载荷下,随着磨料粒径的减小,磨石的主要磨削机制从滑擦、耕犁逐渐转变为切削,磨石磨削性能和打磨后钢轨表面质量均得到提升。在后续的研究中,ZHANG等[24]继续研究了锆刚玉、棕刚玉、白刚玉磨料的力学性能以及对应磨石的磨削行为,结果表明磨料力学性能是影响磨石磨削性能的根本原因之一。WANG等[57]研究结果显示,打磨振动随着磨石磨料粒径的减小而增大。虽然围绕磨石磨料已经开展了大量的研究工作,但是磨料结构(几何形态、种类、粒度、配比等)对磨石理化性能(强/韧性、强度、耐热性、耐磨性等)和使役性能(打磨量、磨削比、使用寿命、服役里程、失效机制、打磨后钢轨表面质量)的调控机制仍不明晰。
2.1.3磨石填料
磨石结合剂中针对性地加入一定质量(或体积)分数的填料,可以实现对磨石机械性能(强度、韧性、耐磨性等)、耐候性、耐热性以及磨具/工件界面摩擦因数、磨削热的可控调节。为了达到预期调控效果,磨石所用填料必须满足3个条件[52]:①能充分在树脂中分散,且易浸润;②水分低,且不吸湿变性,环境友好;③易于获取,成本低廉。树脂基磨具的常用填料及其功能如表4所示[27,52,58-61],可以看出填料种类繁多,且磨石综合性能是由多种填料协同调控的结果。目前关于填料种类、表面能、颗粒尺寸、添加量等多因素影响下磨石理化性能、使役性能的调控机理研究较少,且磨石所用的最佳填料组合、配比也无一致性结论。
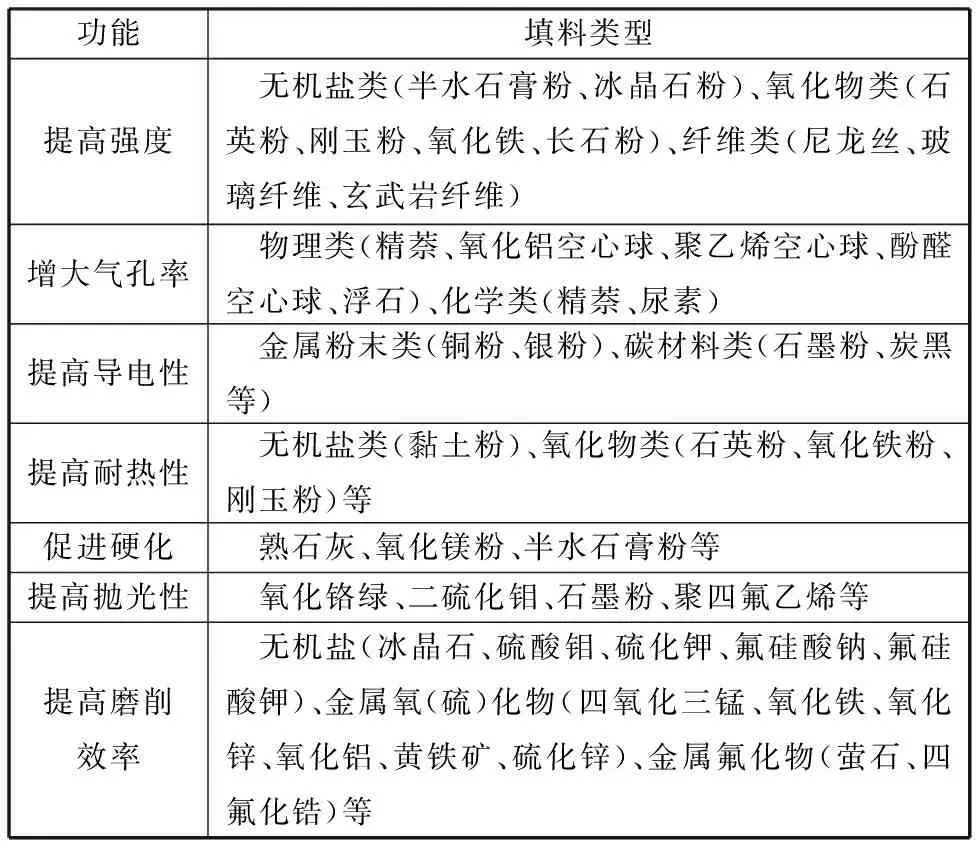
表4 磨具常用填料及其功能[27,52,58-61]
2.1.4磨石产品研发现状
面向轨道交通线路钢轨修磨的迫切需求,国内外大量机构着手磨石的研发与制造。日本KANEMATSU等[62]制备了不同结合剂、不同磨料硬度等系列磨石,并用自制钢轨打磨试验装置评价磨石磨削性能与打磨后钢轨表面质量,筛选出较佳磨石配方,相关研究成果被应用于日本某线路钢轨打磨作业[63],然而磨石的具体配方、制备工艺并未对外公开。目前,法国的诺顿(NORTON)在钢轨主动打磨磨石制造领域处于主导地位;对于高速磨石,仅德国VOSSLOH技术成熟并成功应用于HSG高速打磨车。由于磨石具有重大的商业价值和庞大的市场前景,NORTON与VOSSLOH等国外机构未对外共享磨石配方、工艺等数据。
我国钢轨打磨磨石技术起步晚,技术储备薄弱,主要集中在钢轨主动打磨磨石的研发与制造,如镇江新砺河磨具有限公司[61,64]、武汉菲罗摩擦材料有限公司[65-66]、什邡瑞邦机械有限责任公司、新乡市东津机械有限公司等。近10年来,很多国内机构陆续着手磨石的开发,如西南交通大学朱旻昊教授团队[24,40,49,56,67-68]、河南工业大学邹文俊教授团队[69-70]、南京航空航天大学肖冰教授团队[71-74]、郑州磨料磨具磨削研究所有限公司[60]、中铁隆昌铁路器材有限公司[59,75]等。根据国内部分机构磨石专利申请情况,对磨石组分、成形工艺进行了统计,如表5所示,可以看出,不同机构所研发的磨石的配方、成形工艺差别较大,表明影响磨石性能的因素繁多,调控难度大。
(4) 分支线与分支开关之间为一对多的关联关系,即分支线上有多个分支开关,但分支开关仅关联一条分支线;

表5 部分国内机构磨石组分、成形工艺统计
铁科院基于Q/CR 1—2014《钢轨打磨车砂轮订货技术条件》对国内外厂家生产的96头钢轨打磨车用主动打磨磨石(G1型)进行了抽检,结果如表6所示[43]。其中:H为工件磨削量(mm);G为磨石磨耗率(g/mm),即磨石质量损失与工件磨削量H的比值。检测结果表明,虽然厂家1和厂家3生产的主动打磨磨石的工件磨削量H、磨石磨耗率G均能满足Q/CR 1—2014规定的技术指标,但国产磨石在耐磨性方面与进口磨石仍存在较大的差距。由于国产主动打磨磨石存在耐磨性差、磨削效率低、使用寿命短、易烧伤钢轨等缺点[43],导致其市场份额小,仅用于普速铁路钢轨维护,高速铁路与重点线路的打磨严重依赖进口磨石,磨石的全面国产化仍面临诸多科学、技术难题。

表6 国内外钢轨主动打磨磨石性能检测结果
2.2 磨石结构设计
目前国产磨石最主要的缺点之一就是易烧伤钢轨[43]。钢轨打磨过程中,磨料的磨削作用(滑擦、耕犁、切削)、结合剂/钢轨界面摩擦等是磨削热的主要来源[35-56]。热(磨削热)-力(机械力)耦合作用下,钢轨材料中的珠光体发生奥氏体转变,并在随后的冷却中形成马氏体和铁素体,从而形成硬度高、脆性大的白层结构。部分裂纹将在白层/珠光体边界扩展,造成钢轨过早失效[10],如图11a所示。打磨过程中伴随着钢轨表面不同程度的氧化,使打磨后钢轨表现出不同颜色,通常将黄色、蓝色、紫色称之为“烧伤”。LIN等[76]在钢轨中置入半人工热电偶,对不同打磨参数下打磨界面的温度进行实时监测,并将打磨温度与钢轨表面烧伤程度进行对照,建立了烧伤程度(颜色变化)与打磨温度的关系模型,如图11b所示。在此基础上,ZHOU等[35]建立了温度与钢轨打磨白层厚度、烧成程度的关系模型,为钢轨打磨参数的优化提供了新方法,如图11c所示。以上研究结果显示,优化打磨参数、降低磨削热,是改善钢轨烧伤的重要方法之一。

(a)白层中裂纹扩展行为[10] (b)钢轨烧伤与温度对照关系[76]
很多学者从磨石设计的角度探索钢轨打磨烧伤机理。ZHANG等[24]研究表明,白刚玉磨石因其自锐性最佳、磨削作用最显著,进而打磨温度最高、白层厚度最大。YUAN等[41]在磨石中预制气孔结构,有利于磨屑的排出,减少了磨石堵塞,降低了磨削温度,提高了打磨后钢轨表面质量。WANG等[50]开展了磨石硬度对钢轨表面质量的影响研究,结果显示白层厚度随磨石硬度的增大而增大。因此,合理调控磨石结构(气孔、磨料组成)、硬度等对改善钢轨烧伤有积极的作用。
以上研究结果表明,打磨参数、磨石性能是影响钢轨打磨烧伤的两个主要因素。对于线路既有打磨车,为了保证打磨效率,很难在现有车体结构上对作业参数做出较大的调整,因此,磨石结构设计、性能调控是改善钢轨烧伤有效途径之一。WU等[72-73]将钎焊金刚石预制块以一定排布方式植入磨石中,如图12a所示。打磨结果显示,该复合磨石可有效提高钢轨打磨效率,降低打磨后钢轨表面粗糙度,改善钢轨烧伤。赵劲波等[74]将CaF2与聚醚醚酮粘结制成自润滑节块,并置于磨石胚体中制备成自润滑磨石,如图12b所示,打磨结果显示,自润滑节块可随着磨石的磨损不断在磨石/钢轨界面释放,降低磨削热,改善钢轨烧伤。磨石基体中植入钎焊预制块、自润滑节块等,导致磨石结构不均匀且引入了低强度界面(磨石基体/植入块界面),因此保证复合结构磨石的力学性能(回转强度、动平衡等)是关键难题。WU等[77]设计了图12c所示所示具有狭缝的钎焊CBN磨料砂轮,改善了钢轨工件烧伤,然而,该磨石所用钎焊层在钢轨打磨过程中耐磨性较差,磨石使用寿命极短。因此,合理设计/调控磨石结构,对降低磨削热、改善钢轨烧伤具有积极的作用,但使磨石兼顾良好的理化性能和使役性能是必须充分考虑的前提条件。

(a)预置金刚石节块磨石[72-73]
2.3 磨石打磨性能评价方法
磨石研发过程中最关键的一环是对磨石的性能(尺寸及精度、动/静平衡、回转强度、承载能力、磨削性能等)进行评价验证,从而指导磨石配方、工艺、结构的优化设计。其中,磨石的磨削性能是磨石作业性能的直观体现,备受研究者关注。目前,磨石磨削性能验证设备,根据磨石/钢轨相对作用形式差异可以分为6类:①传统磨床式;②块状钢轨固定式;③直线钢轨进给型;④圆环钢轨水平旋转进给式;⑤钢轨高速打磨台架;⑥试验线路实车打磨。
(1)传统磨床式。UHLMANN等[78]利用图13a所示的平面磨床研究磨削参数对钢轨表面质量(硬度、粗糙度、白层厚度)的影响。WU等[77]利用类似设备验证了开槽磨石对打磨后钢轨表面质量有提升作用。此类打磨试验机的特点是磨石线速度快(可达30~50 m/s),但进给速度低(8~16 m/min)[77];同时,打磨压力不可调。因此,该类试验机不能模拟实际钢轨打磨作业模式,仅可为磨石的磨削行为的研究提供参考。
(2)块状钢轨固定式。基于现场钢轨打磨磨石作动模式,很多学者将电机与磨石相连接,并用磨石端面与钢轨工件接触进行打磨。KANEMATSU等[62]利用图13b所示的钢轨打磨试验机验证不同类型磨石的打磨性能。GU等[79]利用摩擦实验试机改装了一台类似结构的打磨试验机,对不同粒度磨料磨石打磨性能进行研究。该类试验机能较好地模拟磨石转速、打磨压力等参数,但无法实现打磨进给运动。且长时间打磨钢轨局部区域,磨削热作用下会使界面温度升高,导致树脂结合剂磨石在高温下性能退化,对磨料的把持力下降;同时磨削热作用下,钢轨极易发生烧伤。因此,该类试验机实验过程中应充分考虑磨削温度对实验结果的干扰。
(3)直线钢轨进给型。为解决GU等[79]钢轨打磨试验机钢轨进给问题,周坤[80]采用齿轮齿条驱动条形钢轨,从而实验了钢轨1.6~4.0 km/h的单向、直线进给,如图13c所示,并采用该实验机开展了不同打磨参数(打磨压力[39]、进给速度[40])、磨石硬度[50]的相关研究。黄贵刚[51]在BM2015龙门刨床主体结构上进行改装,研制了一台立式钢轨主动打磨试验机,如图13d所示。该设备采用现场60 kg/m规格钢轨,模拟的进给速度为0.3~4.5 km/h,且可实现±50°轨距角的打磨,利用该设备成功验证了所研制CBN磨石打磨性能。钢轨主动打磨作业速度为3~24 km/h,该类钢轨打磨设备所模拟的速度均处于较低水平,因而实验能力受限。
(4)圆环钢轨水平旋转进给式。中国铁道科学院[43]、南京航空航天大学[72-73]以及瑞士KUFFA等[17]报道了一种圆环钢轨水平旋转进给式试验机,如图13e所示,即将钢轨加工成圆盘,并将其水平布置;钢轨圆盘在驱动机构作用下可在水平方向旋转,从而模拟打磨车的进给速度。中国铁道科学院设计的该设备,其钢轨圆盘直径约1.6 m,打磨光带宽度为10 mm,可模拟的最大打磨速度为10.8 km/h[43]。基于该实验设备的打磨效果,为主动打磨磨石的订货条件的制定提供了数据支撑[42-44]。该类设备在钢轨主动打磨领域认可度最高。
(5)钢轨高速打磨台架。西南交通大学王衡禹团队[26,81]设计了一台钢轨高速被动打磨试验机,可模拟最大打磨速度达60~80 km/h,如图13f所示。此外,河南工业大学的邹文俊教授团队[69-70]设计了一台小型钢轨高速打磨试验机(图13g),其钢轨轮盘为垂向布置,设备可调节磨石冲度、打磨压力;钢轨外径为150 mm,磨石规格为φ80 mm×10 mm×10 mm,可模拟现场60~80 km/h的打磨速度及1200~3200 N的打磨压力。该类试验机对高速磨石的研制具有重要的指导作用。
(6)试验线路实车打磨。近10年来金鹰重工着手钢轨高速打磨车的研制与创新设计,并在湖北襄阳市余家湖修建了钢轨打磨实验基地。图13h所示为钢轨高速打磨小车,整车可装配24个磨石(单侧12个),打磨速度大于60 km/h[26]。该车作业工况、作业模式均可与现场钢轨高速打磨完全吻合,可验证磨石的切削性能;同时整车装备多个磨石,可以验证磨石生产工艺的稳定性。因此,在建立完备评价体系条件下,该打磨小车未来对磨石性能的评价和验证具有权威指导价值。

表7对各类钢轨打磨实验机的优缺点进行了综合对比。结果表明,每一类试验机对钢轨打磨过程中的材料去除行为、磨石性能评价均具有参考价值。然而,由于试验机打磨形式、作业工况等差异性较大,基于不同试验机给出的实验结果和结论对磨石的设计制造不具备普适性,因此,科学地设计实验方法,并建立磨石性能的评价准则至关重要。

表7 各类磨石打磨性能验证方法对比
西南交通大学朱旻昊教授团队面向钢轨高速打磨磨石,提出了多维度评价的研制技术路线,即“缩比磨石-全尺寸磨石台架打磨-试验线路挂车实验-线路打磨作业”[24,27,41]。首先从磨石力学性能、打磨性能、打磨后钢轨表面质量等三个层面构筑各维度下磨石性能的评价准则,并对各项指标进行参数化、量纲化;其次,对高速磨石配方、工艺进行优化设计,基于评价准则开展多维度验证;最后,基于最佳配方制备全尺寸磨石进行试验线路挂车试验,验证方案可行性。基于以上技术路线,该团队成功调制了三批高速磨石(G1、G2、G3),并在图13f所示的高速打磨台架上与某线路作业高速磨石(Gf)进行综合性能对比,结果如图14所示[27],结果表明,自制G3磨石在磨削性能(打磨量、磨削比、等效打磨深度)、耐磨性能(体积磨损率、使用里程、使用寿命)等方面均优于Gf。但相关结果目前尚未经过批量制备全尺寸磨石进行试验线路挂车验证。多维度评价的磨石研制技术路线缩短了磨石研发周期、降低了科研成本,为磨石产品的研发开辟了新思路。

图14 高速磨石台架打磨综合性能评价[27]Fig.14 Grinding performance evaluation of the high-speed grinding stone on high speed grinding bench
2.4 磨石国产化所面临的挑战
以上从磨石的成形(原料与工艺)、磨石性能评价方法、钢轨烧伤等方面对磨石研究现状进行了综述,概括了磨石的设计与制造是一个多学科(机械、材料、力学等)、多因素(组分、工艺、界面、工况等)交互作用的复杂技术难题,以下从磨石成形、磨石/钢轨界面作用行为、磨石性能评价等三个方面对磨石研发过程中所面临的困难与挑战进行总结(图15),旨在为相关科技工作者和从业人员提供一定的参考。

(a)磨石成形[27,68,82]
2.4.1磨石成形
磨石性能受配方(树脂、填料、磨料等)、成形工艺(混料、固化等)、结构(气孔率与孔径、磨料浓度等)以及异质界面(树脂/磨料、树脂/填料等)黏结强度等诸多因素的影响,如图15a所示。目前,磨石体系异质界面黏结机理尚不清晰;微/纳填料对结合剂强韧性、耐热性、耐磨性的调控机理亟待揭示;复杂磨石结构对磨石理化性能、使役性能的影响机制尚不明确。以上科学、技术难题给磨石性能的调控带来了极大困难。
袁永杰[82]利用ABAQUS与Python协同建立虚拟磨石模型,通过有限元计算的方法开展磨石相关研究,对变量较多、工艺复杂的磨石设计具有重要启发作用。因此,未来可以采用有限元等方法快速、高效构筑磨石模型,建立各因素间更精细的协同响应关系谱图,指导磨石的设计,并通过大量的基础实验数据对模型进行论证。
2.4.2磨石/钢轨界面作用行为
磨料几何形状、空间取向具有随机性,导致磨料磨削(滑擦、耕犁、切削)过程中的前角差异较大,因而每颗磨料对钢轨材料的作用行为(机械力、磨削温度等)同样具有随机性,进而对磨石的失效机制、钢轨表面质量的影响也存在差异。理想状态下:磨料经过多次周期性的磨耗-自锐过程,充分发挥其切削功能;结合剂的磨损与脱落,使钝化磨料脱落,磨石自锐;但结合剂过度磨损,导致磨料过早脱落,磨料利用率降低,磨石的耐磨性下降,缩短了使用寿命。因而,磨石的磨损与自锐须达到平衡状态,才能使磨石兼具较强的切削性能和较长的使用寿命。同时,磨石的磨损直接影响磨料的出刃状况与切削前角,进而影响打磨过程磨削热以及钢轨表面质量。由此可见,钢轨打磨过程中,磨石/钢轨界面热-机耦合作用下,材料去除与磨石失效相互影响且关系紧密,并最终影响打磨后钢轨表面质量。
目前,钢轨打磨过程材料去除、磨石失效相互作用机制及其对钢轨表面质量的影响规律尚不明确,增加了磨石的设计难度,如图15b所示。因此,研究钢轨打磨过程材料去除机理、磨石磨损机制、钢轨表面质量演变规律,构筑磨石结构-磨石力学性能-打磨性能-磨石失效机制-钢轨表面质量的物理关系模型,对磨石的设计和制造具有重要的指导价值。
2.4.3磨石性能评价
科学全面地评价磨石性能(尤其是磨削能力)可为磨石配方、工艺的设计提供重要参考。目前,磨石性能评价方法多种多样,且缺乏统一的磨石性能评价标准,给磨石相关研究成果的共享带来困难,如图15c所示。同时,目前很多研究者通过制备全尺寸磨石开展相关研究,磨石尺寸较大,不利于后期宏观/微观表征分析,无法获得更精细的实验数据,导致实验结果对磨石性能调控的指导有限,从而降低磨石的研发效率,增加了研究成本,造成能源和原料的浪费。因此,可以采用多维度评价技术路线,科学地设计磨石评价设备,构筑各维度磨石性能的评价准则,为磨石的在轨道交通线路的推广奠定基础。
3 结束语
钢轨打磨技术可有效去除钢轨病害,延长钢轨的使用寿命,提高列车运行的舒适性、安全性和稳定性。随着经济发展对线路运能提升的迫切需要,以预防、养护为主的预防性打磨将是未来的主流发展方向。近年来,我国钢轨打磨装备技术得到蓬勃发展,具有自主知识产权的主动打磨车、高速打磨车、铣磨车等装备陆续下线作业。然而,与打磨车配套的磨石,其关键技术仍被国外制造商把控,国产磨石技术严重滞后于钢轨打磨装备技术的发展,严重制约了我国钢轨打磨技术的发展进程。因此,基于我国国情,结合钢轨打磨作业特点,研发具有自主知识产权的高性能磨石迫在眉睫。为打破国外制造商在高性能磨石领域的垄断局面,全面提升我国自主钢轨打磨技术与竞争力,未来的研究可以考虑从以下几个方面进行:
(1)高性能磨石原料制备技术与装备。树脂、磨料、填料等关键原料是决定磨石综合性能的重要影响因素。然而,目前高性能磨石关键原料(锆刚玉、酚醛树脂等)严重依赖进口,对磨石的国产化以及未来大规模的市场化存在潜在威胁与制约。因此,突破高性能原料制备技术与装备等关键难题,开发高强/韧性与耐热性的酚醛树脂、高强/韧与高自锐性能的锆刚玉磨料等,对研发拥有全自主知识产权的磨石具有重大战略意义。
(2)多因素耦合作用下磨石性能的调控机制。磨石的综合性能受成形工艺与方法(原料、工艺、结构)、磨损行为、材料去除机制等诸多因素的影响,但是目前多因素间相互影响行为及作用机制尚不清晰。未来可以开展更精细的研究,厘清各因素对磨石综合性能的影响规律与机理,如树脂/磨料异质界面黏结机制、微纳填料颗粒调控机制、成型工艺影响机制等,构筑多因素互联作用关系网络,从而指导国产磨石性能的调控与制备。
(3)绿色经济的磨石制备技术与应用。目前,磨石的研究一般是制备全尺寸磨石进行评价,工业级小批量磨石的制备导致大量资源的浪费,且周期较长、效率低。因此,未来可以参照类似于“缩比磨石-全尺寸磨石台架打磨-现场作业验证”多维度评价技术路线,通过科学、量化各维度磨石性能评价指标,快速、高效、精细、闭环地优选磨石配方、工艺,缩短研发周期、降低实验成本和能源损耗,使磨石的研制朝着绿色、经济的方向发展。同时,将相关共性科学方法与技术在先进制造、重负荷磨削(荒磨)等领域进行应用推广。
(4)磨石基础数据体系。磨石性能受多因素(组分、工艺、结构等)影响,且各因素之间相互影响、协同调控。因此,未来可以科学地制定各因素对磨石性能影响行为的实验方案,并将实验数据进行存储、分析,结合人工智能、大数据等新兴科学技术方法,建立磨石性能调控的数学模型,并不断优化训练,从而构筑磨石调控机制-力学性能-打磨性能-失效机制-钢轨表面质量基础数据体系,精确、定向地指导多品类磨石的开发。
(5)完备的磨石评价体系标准。磨石的研发涉及多学科交叉,制备、评价过程复杂。目前各机构磨石制备配方、工艺、评价方法多种多样,磨石性能参差不齐。因此,科学构筑磨石性能的评价体系,形成行业标准、国家标准、国际标准等文件,参数化、量化磨石性能判定指标,将对磨石的规范设计制造具有重要的指导意义。
