工程陶瓷恒定进给速度套孔加工试验研究
2022-10-12吕冬明韦文东
郑 雷,秦 鹏,吕冬明,韦文东
(1.盐城工学院机械工程学院,江苏 盐城 224051;2.机械工业教育发展中心,北京 100055)
1 引言
工程陶瓷具有高强度、高硬度、耐磨损、耐腐蚀等特点,广泛应用于航空航天、装甲防护、电子通信等领域,但其高脆性和低断裂韧性的特性使得加工时易产生表面凹坑和裂纹等缺陷[1-2]。
为提高孔加工质量,学者对工程陶瓷的恒定压力磨削工艺进行了大量研究。
文献[3]研究了碳化硅陶瓷的磨削制孔加工,并分析了预紧力对孔加工质量的影响;文献[4]对钻削工艺参数进行研究,分析了碳化硅陶瓷孔加工过程中工艺参数对刀具磨损及加工质量的影响;文献[5]对工程陶瓷及其复合构件进行了加工试验研究,分析了加工机理和材料去除方式;文献[6]研究了冷却剂种类和浓度对钻孔扭矩和钻孔效率的影响,并对陶瓷加工表面的形貌和金刚石磨粒的磨损进行了研究;文献[7]采用三种不同类型的钻头进行孔加工试验,得到了钻头磨损状况与钻头扭矩之间的密切关系。
但采用恒定压力磨削的工艺方式,孔加工时间不确定、效率低,难以实现工程化批量生产。
为了提高工程陶瓷的制孔效率,国内外一些学者利用超声加工、电火花加工和激光加工等特种加工方法进行工程陶瓷孔加工研究。
其中,文献[8]采用复频超声加工的方法进行了工程陶瓷的孔加工研究,发现相对于传统超声加工其效率可提高3倍;文献[9]研究了脆性材料旋转超声加工损伤的形成机理和抑制方法,构建了确定加工参数的临界条件和切削力模型;文献[10]搭建了旁轴射流与超声振动辅助激光复合加工系统,通过不同加工条件下的对比试验发现此方法有利于氮化硅陶瓷表面质量的提高;文献[11]针对传统电解电火花复合加工硬脆绝缘材料存在的问题,提出了一种电火花加工方法,并分析了加工过程中电极间的电压和电流特性;文献[12]将激光和介质射流冲蚀加工相结合,进行了激光刻蚀Al2O3陶瓷试验研究;文献[13]提出了一种电火花铣削加工绝缘陶瓷的新工艺,研究了刀具极性、峰值电压、刀具电极转速和工件进给速度对加工性能的影响。但特种加工技术只适用于微小深孔的加工,且成本高、工序繁琐,不适合大批量生产。
为实现工程陶瓷的高效孔加工,采用专门研制的新型金刚石薄壁套料钻对Al2O3工程陶瓷进行恒定进给速度加工试验研究,从孔口质量、轴向力、孔壁表面粗糙度以及工具磨损特性等几个方面分析了工艺可行性,为工程陶瓷的工程化批量孔加工提供参考。
2 试验
2.1 新型金刚石薄壁套料钻设计
新型薄壁金刚石套料钻,如图1所示。由钻头工作部、基体颈部及基体柄部三部分组成。

图1 钻头整体结构Fig.1 Integral Structure of Bit
相对于烧结和电镀金刚石套料钻,新型薄壁金刚石套料钻不仅拥有优异的锋利度,而且能够及时补充剥落的磨粒,从而可提高钻头的自锐性,并延长其使用寿命。
套料钻选用的金刚石品级为SMD,粒度为70/80、80/100 和100/120三种,按1:1:1的数量比混合。
钻头工作部设计成波浪齿形,一方面可以减少工件的材料去除量,降低单位钻削轴向力;另一方面便于粉末状陶瓷切屑的排出,降低加工区域的平均摩擦力。
同时,也有助于冷却液及时进入加工区域,不容易产生烧刀和打滑等不良情况。
2.2 试验设计
试验采用含量为99.5%的Al2O3工程陶瓷,厚度为10mm,密度为3.98g/cm3,维氏硬度为26GP,断裂韧性为4.6(MPa·m1/2)。试验装置,如图2所示。
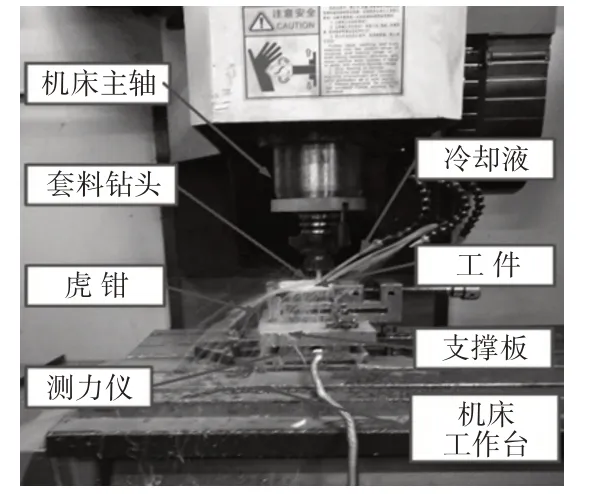
图2 试验装置图Fig.2 Diagram of Experimental Devices
机床为汉川XH715D 立式加工中心,主轴转速最高为8000rpm,最低为60rpm。加工过程中陶瓷块与虎钳悬空装夹,并使用乳化液对钻头进行冷却。钻削轴向力可通过KISTLER 9129AA紧凑型多分量测力仪测得,利用HRsoft DW 软件对钻削轴向力数据进行读取、处理和分析。
采用TR200粗糙度仪和QUANTA200型扫描电镜来检测钻头的孔壁表面粗糙度和表面形貌。本试验使用两把新型薄壁金刚石套料钻,分别为1号钻、2号钻。在对钻头进行扫描电镜时,为确保钻头样块的导电性,观察前进行喷金处理。
本试验主要考察恒定进给速度条件下的新型金刚石薄壁套料钻头的加工效果,以及在加工过程中,进给速度和主轴转速对加工质量(钻削轴向力和孔壁表面粗糙度)的影响。具体试验参数,如表1所示。
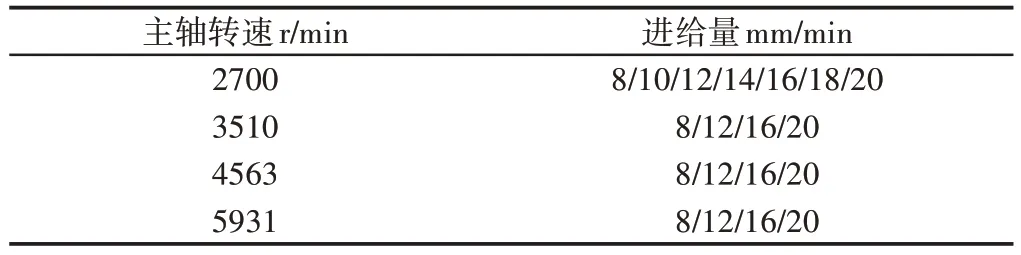
表1 试验参数Tab.1 Experimental Parameters
3 试验结果与分析
3.1 恒定进给速度加工可行性分析
恒定进给速度加工Al2O3工程陶瓷效果图,如图3所示。试验所涉及的孔均被完全钻透。

图3 Al2O3工程陶瓷Fig.3 Al2O3 Engineering Ceramics
由于Al2O3工程陶瓷自身的硬脆特性,导致在钻削出入口会存在不同程度的加工缺陷。但试验条件下钻削出入口却有着较好的加工质量,如图4(a)所示。
钻削入口边缘光滑且没有明显的裂纹及崩豁;钻削出口,测得出口崩豁宽度最大仅为1.27mm,所以恒定进给速度加工可以实现高质量孔加工,如图4(b)所示。
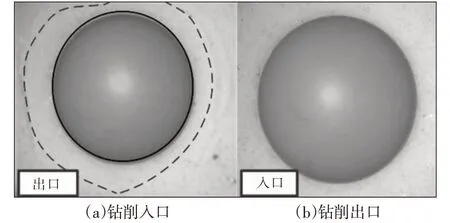
图4 钻削出入口Fig.4 Drilling Entrance and Exit
虽然试验所使用的1号钻在加工180mm后损毁;但是2号钻连续钻削210mm后任可继续加工。因此,恒定进给速度磨削的方式不仅实现了工程陶瓷的连续制孔加工,而且也保证了孔的加工质量,所以恒定进给速度孔加工是可行的。
3.2 恒定进给速度加工质量分析
钻削轴向力是影响孔加工质量的重要因素,由图5可知,钻削轴向力随着进给速度和主轴转速的提高而增大。当进给速度提高时,单颗磨粒的切削厚度增大从而引起钻削轴向力的增大;而主轴转速的提高,导致加工过程中散热困难造成金刚石磨粒切削性能降低,从而使钻削轴向力增大。
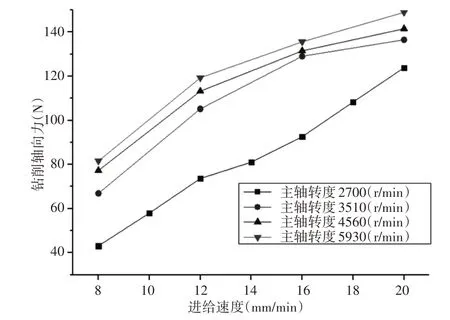
图5 钻削轴向力变化情况Fig.5 The Variety of Drilling Axial Force
文献[14]采用恒定压力进给磨削的方式进行陶瓷孔加工试验,其研究结果表明恒压进给加工的主轴转速不宜超过900r/min,钻压应在(500~750)N之间。
但在试验条件下恒定进给速度加工的钻削轴向力大小为(43.1~148.9)N,主轴转速可达5930r/min。所以与恒压进给加工相比较,恒定进给速度加工有明显优势。
进给速度的提高导致钻削轴向力增大,降低了金刚石磨粒的切削性能,从而增大了加工表面粗糙度。
随着进给速度的提高,出口孔壁表面粗糙度整体呈增大趋势,但粗糙度值都不大于Ra1.6(0.99~1.57)μm,如图6所示。
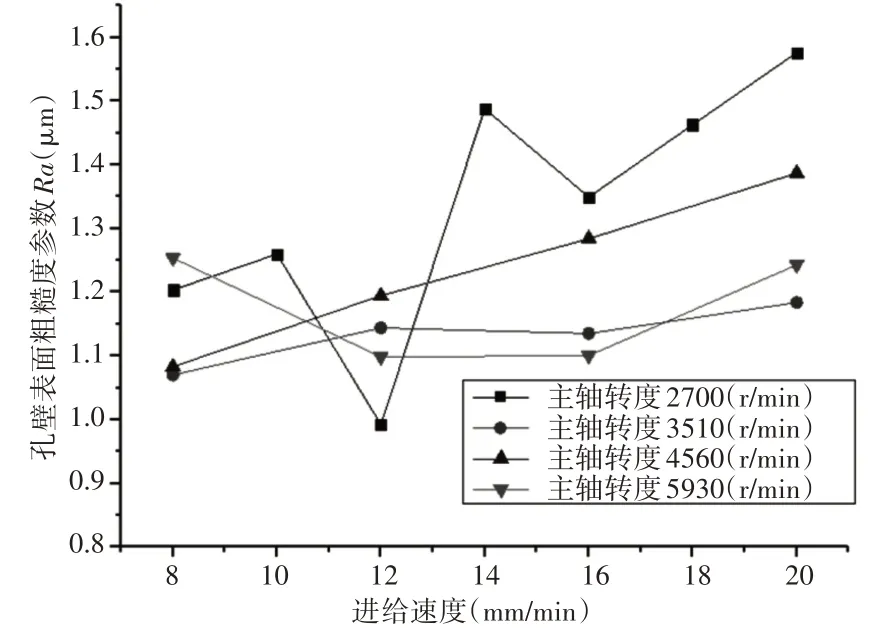
图6 出口孔壁表面粗糙度变化情况Fig.6 The Variety of Surface Roughness of Outlet Hole Wall
由于在钻削加工的同时,钻头侧面磨粒对已加工表面进行修磨,使得孔壁表面光洁度得到很好的提高,导致主轴转速对表面粗糙度的影响不明显。
所以,这里研制的新型薄壁金刚石套料钻头可以实现工程陶瓷恒定进给速度孔加工,并具有良好的加工质量。
3.3 新型金刚石薄壁套料钻磨损分析
当主轴转速为5931r/min、进给速度为20mm/min时金刚石套料钻发生损坏,如图7(a)所示。加工21个孔后的钻头,加工时主轴转速最大为4563r/min,但刀具未损伤仍可进行钻削加工,如图7(b)所示。
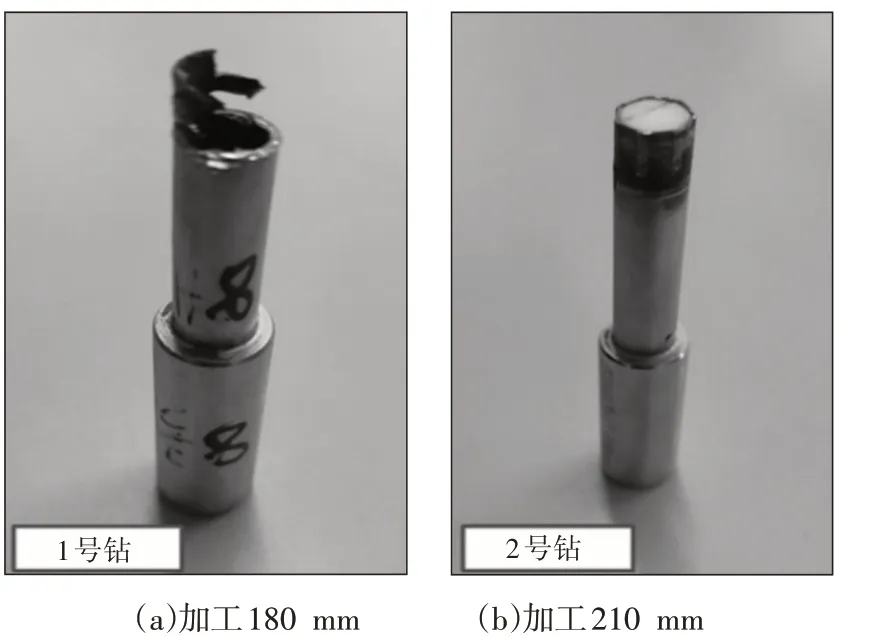
图7 不同加工量的钻头Fig.7 Bits with Different Processing Quantities
所以采用新型金刚石薄壁套料钻进行恒定进给速度加工时的主轴转速与进给速度都不宜过大。
由于无法精确控制磨粒的露出高度,而且金刚石磨粒按粒度大小依次进行磨削损耗,所以磨粒主要存在的四种磨损形式:局部微破碎、大面积破碎、整体断裂和磨平,如图8所示。
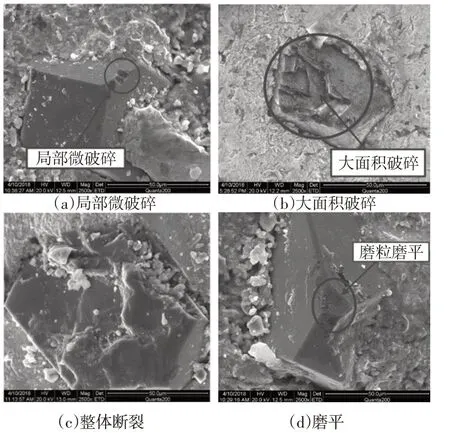
图8 金刚石磨粒磨损形式Fig.8 Diamond Abrasive Wear Pattern
新钻头端面,其金刚石磨粒完整,胎体上没有磨痕,结合剂没有出现破损,如图9(a)所示。加工部分孔后的钻头端面,如图9(b)所示。可以看出,端面金刚石磨粒存在破碎、磨平和剥落等现象,胎体上出现明显磨痕,结合剂发生破损。随着加工的进行,虽然金刚石磨粒不断磨损剥落,但是也有新的磨粒出现,这就保证了加工的正常进行,并提高了钻头使用寿命和加工效率。

图9 钻头端面磨损情况Fig.9 Wear of Bit End Face
分析可知,随着加工量的增加,新型金刚石套料钻头端面磨损主要以磨粒磨平、磨粒剥落以及结合剂的磨损为主。由于切削性能的减弱导致结合剂磨损,使得磨平的磨粒随结合剂从钻头上脱落,新的金刚石磨粒露出成为切削刃,这验证了钻头拥有良好的自锐性,可提高钻头的使用寿命。
4 结论
(1)恒定进给速度磨削的方式能够实现工程陶瓷孔加工,并且可以得到较高的加工质量。钻削轴向力在(43.1~148.9)N的范围内,出口孔壁表面粗糙度粗糙度值不大于Ra1.6(0.99~1.57)μm。
(2)钻削轴向力随着进给速度和主轴转速的提高而增大,出口孔壁表面粗糙度随着进给速度的提高而增大,但主轴转速对表面粗糙度的影响并不明显。所以建议采用较低的进给速度和主轴转速,以便获得更好的加工质量。
(3)加工过程中金刚石磨粒按粒度大小依次进行磨削损耗,因此工作部端面磨粒同时存在不同的磨损形式,这就使得磨粒在较高浓度的情况下避免剥落速度过快,从而提高了钻头的使用寿命。
(4)新型金刚石套料钻的端面和侧面磨损形式主要以磨粒磨平、剥落和结合剂磨损为主。由于钻头优良的自锐性,磨平的磨粒随着结合剂的磨损剥落,保持钻头的切削性能,延长了使用寿命。
