长龙山抽蓄电站两种机型机组轴线调整工艺对比分析
2022-09-26毕兴强
毕兴强
(中国水利水电第十四工程局有限公司机电安装事业部,云南 昆明 650032)
1 工程概况
长龙山抽水蓄能电站额定水头710 m,最大发电水头750.7 m,最大扬程764.1 m,单极抽蓄机组中最大发电水头为世界第一,抽水扬程为世界第二。本电站安装4台额定转速为500 r/min和2台额定转速为600 r/min、单机容量350 MW的大容量水泵水轮发电机组,电站总装机容量2 100 MW,为全国唯一在同一个抽蓄电站厂房内连续布置两种不同高额定转速抽蓄机组的厂房,布置复杂程度高,机组及结构振动控制要求较高。其中5号、6号机组额定转速600 r/min、单机容量350 MW抽水蓄能机组为该转速下世界最大单机容量的抽水蓄能机组。
2 结构对比
1号~4号机组为立轴悬式水轮发电机组,发电电动机型号SFD 350/384-12/6150,发电机冷却方式为密闭自循环空气冷却,发电电动机轴系采用“一根轴”结构,通过联轴螺栓与水轮机轴相连。机组设有上导轴承和下导轴承,各有16块巴氏合金导瓦,推力轴承设在转子上部,由上机架支撑。轴承均采用透平油进行润滑,上导轴承与推力轴承的油槽分开设置,设有高压油顶起装置。推力轴承为弹簧束支撑结构,设有12块推力瓦,瓦面材料为巴氏合金,轴承的总负荷能力为800 t。
5号、6号机组为立轴悬式水轮发电机组,发电电动机型号SFD 350/373.1-10/5540,发电机冷却方式为密闭强制循环空气冷却,发电电动机轴系采用“三段轴”结构,通过联轴螺栓与水轮机轴相连。机组设有上导轴承和下导轴承,各有12块巴氏合金导瓦,推力轴承设在转子上部,由上机架支撑。轴承均采用透平油进行润滑,上导轴承与推力轴承的油槽分开设置,设有高压油顶起装置。推力轴承为弹簧束支撑结构,设有10块推力瓦,瓦面材料为巴氏合金,轴承的总负荷能力为642.8 t。
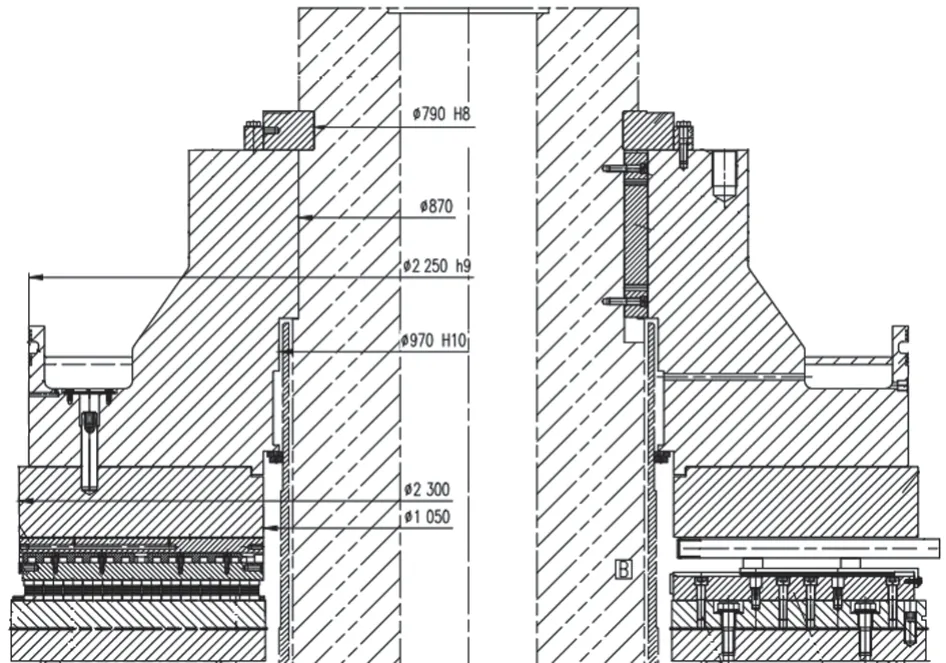
图1 1号~4号机组推力轴承结构示意图

图2 5号、6号机组推力轴承结构示意图
3 控制重点
1号~4号机组推力头和镜板为分体式结构,通过螺栓把合联接。水轮机顶盖止漏环间隙为1.4 mm,底环止漏环间隙为1.6 mm,盘车前需测量水轮机顶盖止漏环和底环止漏环间隙(顶盖止漏环测量4个点,底环止漏环测量8个点),通过测量所得的间隙值将机组转动轴系调整至中心位置后方可进行盘车工作。
5号、6号机组推力镜板为整体结构。水轮机顶盖止漏环间隙为0.67 mm,底环止漏环间隙为0.87 mm,由于结构存在差异,5号、6号机组的底环止漏环间隙测不到,故只能通过测量顶盖止漏环间隙值(测量4个点)来调整机组转动轴系至中心位置;同时5号、6号机组相比1号~4号机组其止漏环间隙偏小,所以在转子轴与水轮机轴联接前需对转子轴进行单独盘车检查,通过盘车数据分析轴系倾斜度,并判断是否能在未处理卡环的情况下直接联轴进行盘车工作,以免在未处理卡环的情况下因轴系倾斜度过大导致联轴盘车时止漏环擦伤。
4 机组轴线处理方案确定
一般情况下,悬式机组轴系可通过去除法(修刮和腐蚀)或加垫法进行轴线垂直度调整。结合机组推力轴承的结构布置,可处理3个位置来调整轴线垂直度:
(1)镜板与推力头之间的把合面;
(2)卡环与推力头之间的接触面;(3)卡环与主轴之间的接触面。

图3 1号~4号机止漏环间隙示意图
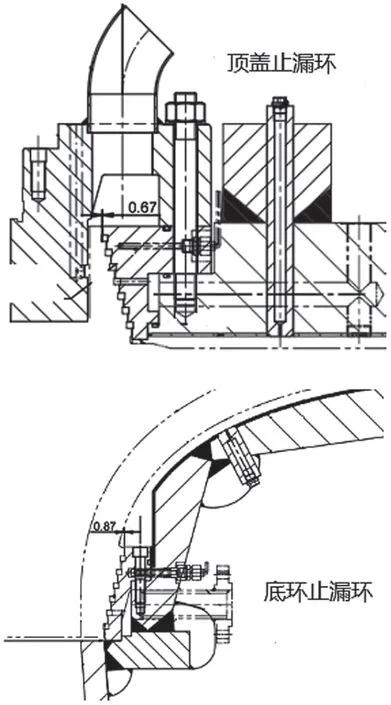
图4 5号、6号机止漏环间隙示意图
长龙山抽水蓄能电站根据其布置有两种机型的结构特点,分别采取了不同的方式对轴线垂直度进行调整。
1号~4号机组推力头热套就位后,卡环在拔推力头专用工具的拉紧下,与主轴、推力头之间均处于贴紧状态,不易取出;且镜板与推力头之间的把合螺栓和销钉易于拆装,加垫简便。故综合考虑施工的便捷性与处理效果的安全可靠性,最终确定采用在镜板与推力头之间加垫的方式调整机组轴线。
5号、6号机组,由于推力镜板为整体结构,故无法采用上述1号~4号机组在镜板与推力头之间加垫的方式;且卡环与推力头之间的接触面较卡环与主轴之间的接触面大,故采取修刮卡环与主轴之间的接触面的方式更为简便。值得注意的是,修刮后的卡环需采用平口刀尺对其与主轴、推力头的接触面进行检查,以免出现局部高点。
5 机组轴线调整
5.1 机组盘车前准备工作
长龙山抽水蓄能电站6号机组推力镜板热套完成后,在高压油顶起装置运行下完成转子受力转换。机组盘车采用抱紧互成90°夹角4块上导轴承瓦的刚性机械盘车。
盘车工具固定于主轴顶部,利用人力推动转动部分使机组轴系旋转,测量方式为百分表摆度监测法,即在测量部位(推力头/推力镜板、上导轴承轴领、下导轴承轴领、转子轴下法兰、水机轴上法兰、水导轴承轴领)的+Y、+X方向各架设1套百分表监测盘车时的摆度,在镜板与转轮抗磨板轴向+Y、+X位置各架设1套百分表监测盘车时的轴向跳动量,以上各监测位置沿圆周方向划八等分点,轴系上、下各部位的等分点方位应一致,并按逆时针方向将盘车测点编为1~8号(上游侧+Y为1号点,+X为7号点),机组旋转方向为俯视顺时针。
5.2 机组盘车
为减小测量与读数误差,在正式读取百分表读数之前,先匀速旋转转动轴系2圈,转动过程中各部位监测人员应注意听有无异响,并检查各百分表归零情况。一切正常后将所有百分表重新调至“0”位,并记录初始读数,正式盘车采用连续点盘2圈的方式,并以第2圈百分表读数进行轴线分析。在高压油顶起系统启动后,缓缓转动主轴,每旋转至一个测点,停止转动并退出高压油顶起系统,待轴系停止晃动且百分表指针稳定后方可记录各监测部位+Y、+X百分表读数。
5.3 发电机轴单独盘车数据分析
根据盘车数据,得出各监测部位相对于上导轴承的偏心值如下:
(1)推力镜板Y向为-0.01 mm,X向为0.01 mm,角度-47°;
(2)下导轴承Y向为-0.03 mm,X向为-0.01 mm,角度-107°;
(3)转子轴下法兰Y向为-0.01 mm,X向为-0.02 mm,角度-153°。
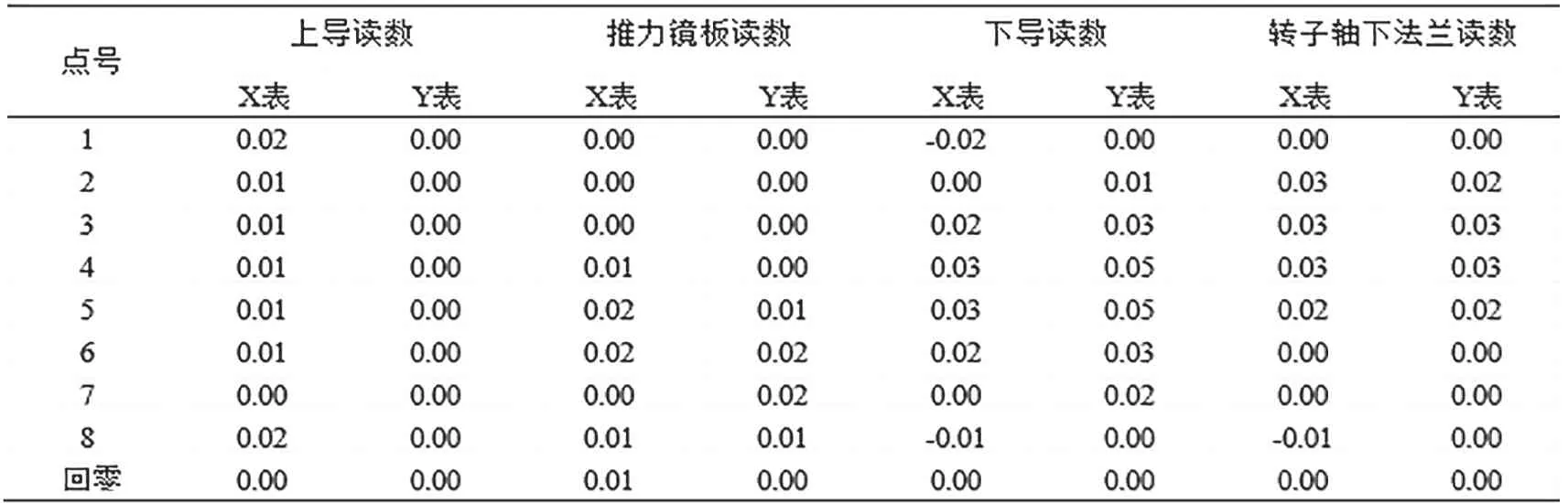
表1 发电机轴单独盘车数据单位:mm
盘车数据分析可知,推力镜板偏心角度为-47°,位于6号点;下导轴承偏心角度为-107°,位于4、5号点之间;转子轴下法兰偏心角度为-153°,位于3、4号点之间。在机组推力轴承受力与镜板水平均符合标准要求的情况下,机组轴线基本呈直线倾斜状态,且根据其摆度大小可以分析得出,机组轴系在未处理卡环的情况下可直接联轴进行盘车工作,不会擦伤止漏环。
5.4 联轴后盘车数据分析
根据盘车数据,得出各监测部位相对于上导轴承的偏心值如下:
(1)推力镜板Y向为-0.01 mm,X向为0.01 mm,角度-25°;
(2)下导轴承Y向为-0.03 mm,X向为-0.01 mm,角度-100°;
(3)转子轴下法兰Y向为-0.01 mm,X向为0.00 mm,角度-106°;
(4)水机轴上法兰Y向为-0.01 mm,X向为-0.04 mm,角度-163°;
(5)水导轴承Y向为0.01 mm,X向为-0.06 mm,角度168°。
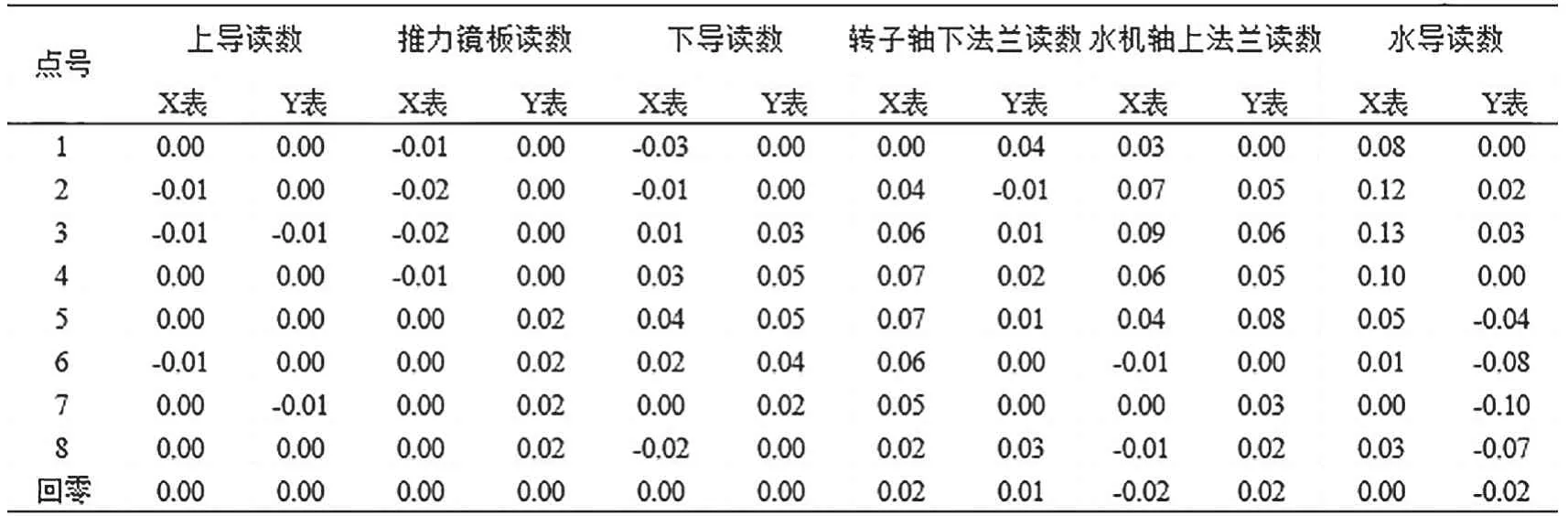
表2 联轴后盘车数据单位:mm
盘车数据分析可知,推力镜板偏心角度为-25°,位于6、7号点之间;下导轴承、转子轴下法兰、水机轴上法兰、水导轴承偏心角度集中在-100°~-168°,主要位于4号点附近。在机组推力轴承受力与镜板水平均符合标准要求的情况下,机组轴线基本呈直线倾斜状态,等同于机组轴线垂直度不合格,即机组轴线处理主要针对轴线垂直度进行调整。

图5 盘车测量点及机组轴线示意图
5.5 确定修刮量
根据各部位偏心角度及偏移量进行计算得出:修刮最大角度为168°,修刮最大量为0.003 mm,从互补性、综合性角度出发,考虑到卡环修刮部位与主轴的接触面积可能存在的间隙,故采取在修刮部位的两侧进行轻微过渡。
常规情况下卡环修刮工艺需实测卡环修刮前厚度;采用合金钢制作刮刀;选用与卡环材料接近的钢板进行试刮;划分修刮区域;用红丹粉涂抹整个面,防止有漏刮区域,刮1遍涂抹1遍;按照区域划分,过渡计算每个区域需要刮除的量,推荐修刮1遍递减1个区域的办法,即最大修刮厚度区域需要刮除区域数减1;全部修刮完成后,用浸有透平油的天然油石蹭掉区域的高点,实测卡环厚度,若满足要求即完成修刮工作。
但由于计算出的修刮最大量为0.003 mm,如此细微的数值变化根本无法测量,所以常规的卡环修刮工艺并不适用。现场经过分析讨论,决定采用以下方案:由经验丰富的师傅采用平锉刀对卡环修刮面分区域进行轻微的处理,修刮过程需切记用力均匀,修刮完成后,用浸有透平油的天然油石处理高点,用平口刀尺对卡环表面检查后回装卡环。

图6 卡环修刮前区域划分示意图

图7 采用锉刀修磨卡环示意图
6 机组轴线调整结果
卡环回装完成后,复测水轮机顶盖止漏环间隙(测量4个点),调整机组转动部件中心位置后抱紧上导轴承互成90°夹角的4块导瓦,并调整导瓦与轴领间隙至0.01 mm。再次对转轴进行盘车,盘车结果如表3所示。

表3 盘车结果单位:mm
各监测部位相对于上导轴承的偏心值如下:
(1)推力镜板Y向为-0.01 mm,X向为0.01 mm,角度-59°;
(2)下导轴承Y向为-0.03 mm,X向为0.01 mm,角度-63°;
(3)转子轴下法兰Y向为-0.02 mm,X向为0.01 mm,角度-57°;
(4)水 机 轴 上 法 兰Y向 为0.00 mm,X向 为-0.02 mm,角度-169°;
(5)水导轴承Y向为0.00 mm,X向为-0.02 mm,角度-172°。
盘车数据经计算可得:推力镜板绝对摆度为0.021 mm,下导轴承0.065 mm,转子轴下法兰0.036 mm,水机轴上法兰0.046 mm,水导轴承0.049 mm,轴线摆度满足《350 MW可逆式水轮发电机组安装质量检测标准》优良要求。详见表4。

表4 各部位摆度值
7 总结
在机组轴系调整过程中,需充分理解和掌握机组轴线调整的技术,并对盘车数据进行准确计算,综合分析轴系各部位偏心角度及偏心量,灵活应用加垫和修刮卡环的调整方法。
本文以长龙山抽水蓄能电站布置的两种不同高额定转速抽蓄机组为例,在机组结构对比分析的基础上,详细描述两种机型的不同轴线调整方式,并重点阐述了600 r/min、350 MW级抽蓄机组在轴线调整过程的控制重点及施工工艺,其中0.003 mm的卡环修刮量极难控制。在整个机组轴系调整工作中,不仅需要计算分析的准确性和严谨性,更需要经验的积累。长龙山抽水蓄能电站最终实现轴线各测量位置摆度在《350 MW可逆式水轮发电机组安装质量检测标准》优良范围内,圆满完成了世界首台600 r/min、350 MW级抽蓄机组轴线调整。
