基于ATOS Scanbox白车身编程及质量分析
2022-09-19朱晓波张孝昌张宇晨
朱晓波 张孝昌 张宇晨
(上汽大众汽车有限公司,上海 201800)
1 前言
汽车生产的冲压、焊装、涂装和总装是构成汽车生产的四大主要工艺。白车身焊装过程中,零件装配质量至关重要,其质量的好坏直接影响后续工艺能否顺利进行及最终的整车质量。影响白车身装配质量的因素较多,包括冲压件自身质量、焊接工艺误差、焊接热变形、工装夹具定位面及定位销磨损等。通过白车身尺寸检测,可以分析各因素对白车身质量的影响。
早期白车身尺寸检测通常采用接触式测量(CMM)[1]、样架检测等检测方法,获得的白车身尺寸数据较少。如需获取较密集的车身数据,检测所用的时间将成倍增加,对测量室测量能力要求较高。随着光学技术的不断发展,出现了如激光跟踪仪、手动式白光检测设备,这些设备相较于早期传统检测方法,大大提高了零件测量及问题分析效率[2-3]。特别是在线测量技术的出现[4-5],白车身尺寸批量监控成为了可能。然而,无论是手动测量设备或者在线光学设备,都存在一些不足之处,比如手动测量设备对于整车测量效率相对较低;在线设备需要进行定期校准对比以及某些特征测量精度有待提高。因此,追求离线测量的更高效、准确,进而提高测量频次,满足批量监控需求,同样是一种可选择的研究方向。本文以ATOS Scanbox使用为例,介绍其主要硬件,包括测量头、测量区域划分及各区域可测量的零件情况;通过ATOS不同镜头测量效率及不同测量设备测量效率对比,介绍其在测量效率提升上的优势;最后通过质量案例,分析Scanbox测量取代传统后风窗样架检测的经济性和高效性。
2 ATOS Scanbox主要硬件
2.1 测量区域概述
ATOS Scanbox主要分为3个区域:左侧转台测量区1、中间线性轴测量区2以及右侧转台测量区3,如图1所示。
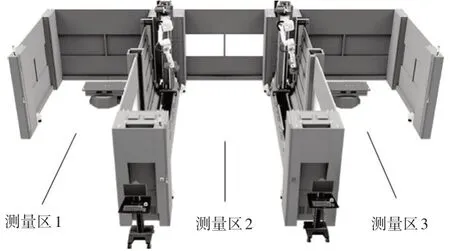
图1 ATOS Scanbox测量区域示意
中间线性轴测量区由2个搭载ATOS 5X测量头的八轴测量系统组成,如图2所示。位于左侧的八轴测量系统可以执行左侧转台测量区以及中间线性轴测量区的测量任务。位于右侧的八轴测量系统可以执行右侧转台测量区以及中间线性轴测量区的测量任务。中间测量区域面积可达7 450 mm×3 050 mm,完全满足目前白车身、底板、侧围、车顶等大型零件的测量。

图2 八轴测量系统
左右侧转台测量区各有1个旋转台,转台平板可固定测量支架。装机状态的转台平板尺寸为1 600 mm×800 mm。平板可以改装,只要旋转半径<1 500 mm即可。转台可测量四门两盖、翼子板等小型测量。转台测量区与中间线性轴测量区之间有自动门,当中间线性轴测量区执行测量任务时,自动门处于常闭状态,如图3所示。

图3 常闭状态自动门
2.2 扫描测量头
测量头主要由2部分组成,用于摄影测量的Plusbox以及用于扫描测量的5X镜头。
目前搭配的ATOS 5X镜头为MV1000(测量体积为1 000 mm×750 mm×750 mm)的镜头,拍照幅面大,扫描同样零件所用时间更短。
2.3 ATOS Scanbox测量效率提升
由硬件介绍可知,搭载ATOS 5X的Scanbox系统在测量效率提升上主要体现在测量时间和测量准备时间的减少。
2.3.1 测量时间
在保证白车身测量精度的条件下,测量镜头测量体积越大,则测量同一台白车身所需要的照片数量更少。下表为不同测量体积的ATOS镜头,测量同一台白车身所需照片数量的差异,如表1所示。

表1 不同镜头下所需照片数量差异
根据每张照片拍摄时间及网格划计算时间,可以得到不同测量镜头下白车身测量时间的差异,如表2所示。ATOS在用MV1000设备与激光(Hexgon CMS)扫描测量、三坐标(CMM)接触式测量时间的对比差异如表3所示。

表3 Scanbox与CMS/CMM测量时间对比
由表2可以得出,同一台ATOS Scanbox下,MV1000镜头相较于MV700镜头测量效率提高11%,相较于MV500镜头测量效率提高27%。

表2 Scanbox不同镜头测量时间对比
由表3可以得出,ATOS 5X MV1000测量设备相较于CMM接触式测量的测量效率提高61%,相较于CMS(激光扫描)非接触测量的测量效率提高48%。
2.3.2 测量准备时间
由前述测量区域介绍可知,在执行中间线性轴区域测量时,转台区域自动门处于常闭状态,此时可以进行转台测量零件的准备工作,包括吊装支架、定位测量零件等。因此,合理安排中间线性轴区域和转台区域的测量,可节约较多的零件准备时间,进而提高测量效率。
3 ATOS Scanbox编程流程
ATOS Scanbox编程流程如图4所示。编程流程主要包括:编程准备、脱机编程、在线调试及程序重复性验收。
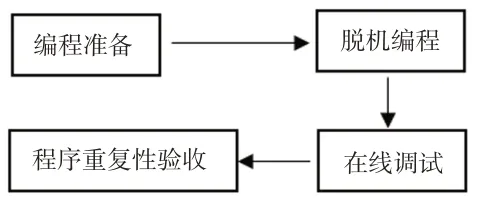
图4 ATOS Scanbox编程流程
3.1 编程准备
脱机编程前,完成相关准备工作。
a.完整和准确的虚拟测量室(VMR)。VMR需要与实际测量环境一致,以保证按照VMR生成的测量路径在进行实际测量时,测头不会发生碰撞;
b.正确的测量支架和零件数模;
c.正确的测量点信息、功能尺寸及构成点信息;
d.比例尺文件。比例尺用于摄影测量时参考点空间三维坐标的计算确认。
3.2 脱机编程
将VMR、零件和支架数模、比例尺及测点信息导入后,对每个测点定义测量原则。同时需要判断测点实际测量方向与理论位置的差异,来决定偏差计算时是否需要对测点增加料厚。
3.3 在线调试
在线调试是用脱机程序进行实际测量,并不断优化拍摄角度,调整拍摄参数的过程。将脱机完成的程序,生成测量路径,对实际零件进行扫描。然后对每个测点其拍摄点云质量,进行完整确认,对不满足点云质量要求的测点,通过增加照片、调整曝光、增加参考点等措施,直到每个点的点云质量满足要求。
3.4 程序重复性验收
完成程序调试,所有测点都有数据之后,开始进行测试程序重复性验收。规定同一零件连续运行程序15次,95%测点评价方向测值变化≤0.1 mm,所有测点评价方向测值变化≤0.2 mm,该程序重复性验收合格。对测值变化不符合规定的点继续进行优化,优化后再次进行重复性试验,直到满足重复性验收要求为止。
4 ATOS Scanbox质量分析
4.1 案例背景及经济性分析
白车身后风窗尺寸检测通常由后风窗样架来完成。该样架是车间用于监控后风窗区域后盖与白车身匹配情况的一种快速检验工具。
通常情况下,车间现场检测人员会对首末台白车身进行快速检查,测量特定位置(如图5所示的检测位置点)的平整度及缝隙值。所有平整度及缝隙按照公差±1 mm要求进行检测并记录。当超过1倍公差,进行尺寸预警;当超过2倍公差,进行尺寸报警并停线处理。
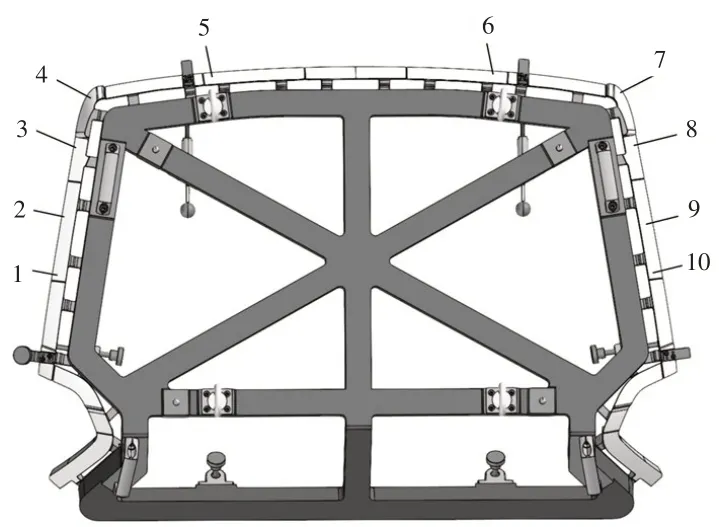
图5 后风窗样架检测位置示意
通过样架检测,存在如下3个问题。
a.费用较高。包括样架制造费、人力成本、维保费等;
b.检测频次较低;c.获取的数据较少。
通过ATOS Scanbox对白车身后风窗区域进行单独编程及测量,实际调试完成后,只需10 min,即可完成该区域测量并输出结果。同时,监控点数量及位置可任意定义,扫描点云保存了后风窗区域全部的尺寸信息,方便今后质量问题的追溯。
ATOS Scanbox的使用可以大大提高白车身该区域的测量频次,同时节约了人力成本、样架制作成本和维保成本。
4.2 后风窗区域尺寸监控点定义
因ATOS Scanbox测量可获取更多的尺寸数据信息。因此,相较于样架监控,可定义更多的尺寸监控点来监控后风窗区域的尺寸情况。图6为基于Scanbox测量所定义的尺寸监控点。其中在车身拳头角位置左右各定义2个监控点;落水槽区域左右各定义3个监控点;月亮湾区域左右各定义2个监控点;车顶区域定义3个监控点。监控点定义兼顾了后盖装配时的尺寸要求。
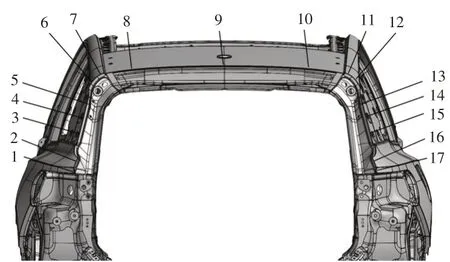
图6 基于Scanbox测量的后风窗尺寸监控点定义
4.3 风窗区域局部坐标系定义
由后盖与白车身装配关系可知,评价白车身监控点的尺寸,无需得到其在整车坐标系下的偏差,而用后盖区域的局部坐标系下进行尺寸偏差评价,更符合实车匹配。
通过3Z-2X-1Y建立后风窗区域局部坐标系。其中3Z由P3、P4和P7点的Z向坐标组成,2X由P1、P2点 的X向坐标 组 成,1Y由P7点 的Y向坐标组成。P7点为P5与P6的中点,如图7所示。
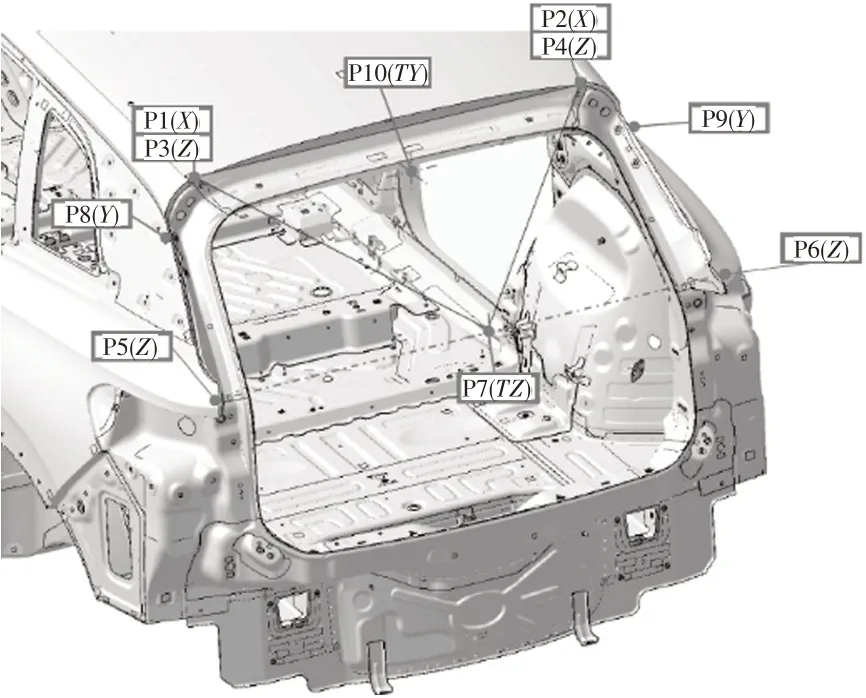
图7 后风窗局部坐标系定义
4.4 风窗区域尺寸趋势分析及预警
定义平整度和间隙公差为±1 mm。表4为测量得到的最近15台后风窗区域监控点的最大平整度和间隙值及过程能力指数(CP)值。
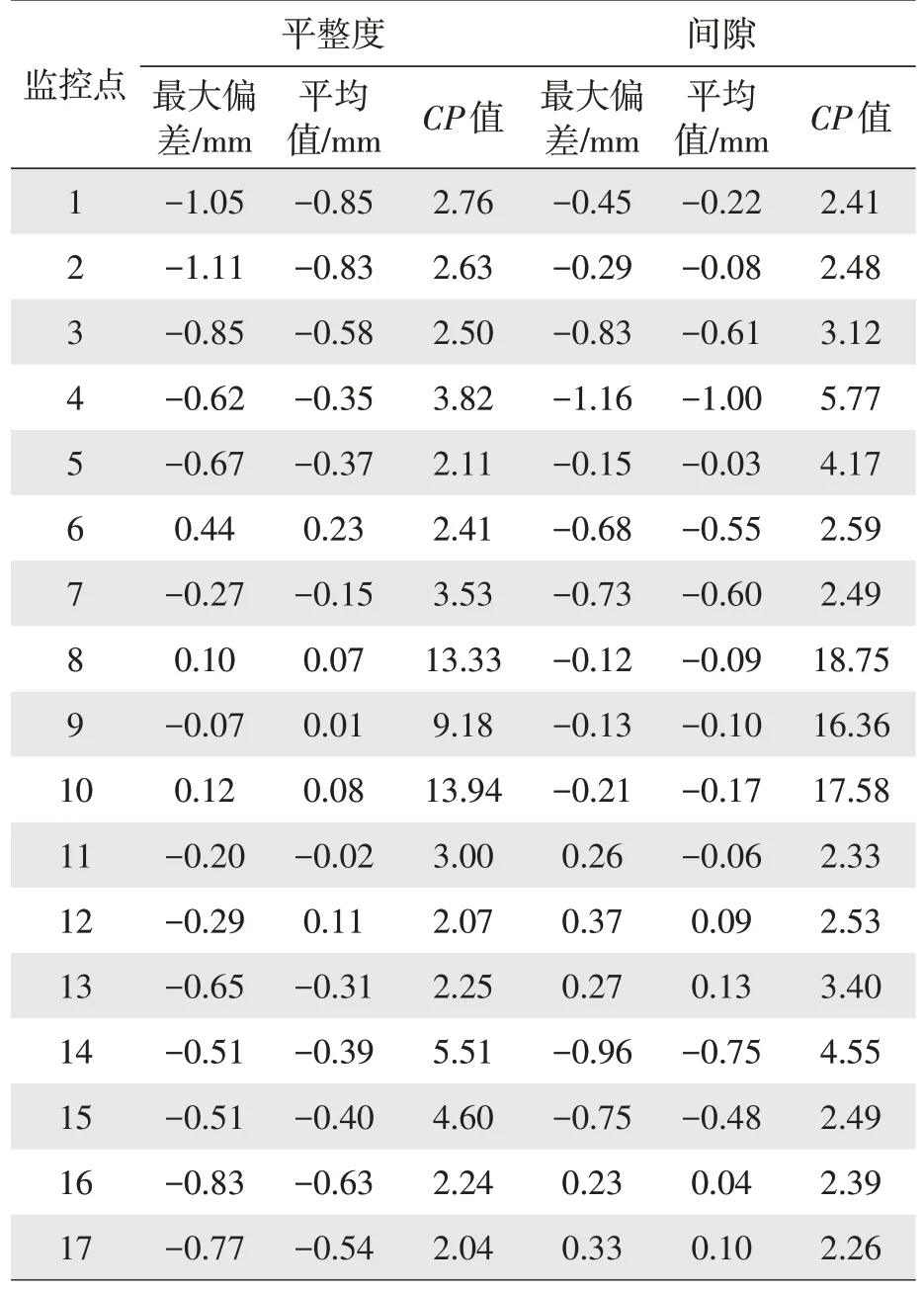
表4 监控点平整度及间隙值统计表
从表4后风窗的平整度结果可以看出,平整度最大偏差为-1.11 mm,为左侧拳头角下部监控点2位置,而尺寸波动最大即CP最小位置为右侧拳头角下部监控点17位置,CP=2.04;从缝隙结果可以看出,缝隙最大偏差为-1.16 mm,为左侧落水槽中部监控点4位置,而尺寸波动最大的为右侧拳头角下部监控点17位置,CP=2.26。
通过尺寸监控发现,后风窗区域监控点的平整度及间隙CP值均>1.33,稳定性较好。但拳头角处的平整度整体趋势往车身内部偏,最大平均偏差为-0.85 mm,容易造成与后盖匹配时该处平整度倒高;同时,落水槽处缝隙值均偏大,最大处平均值为-1.0 mm,容易造成与侧尾翼匹配缝隙过大。将此监控结果,通知相关部门关注整车匹配情况,并判断是否需要对白车身进行尺寸整改。
5 结论
本文基于ATOS Scanbox 8360测量设备,探讨分析该测量设备在白车身测量时测量效率相较于其它设备提升的情况以及在白车身质量问题分析上应用。通过不同测量设备间的白车身测量时间可知,ATOS Scanbox测量设备比CMM接触式测量的测量效率提高61%,比CMS激光测量的测量效率提高48%,白车身测量效率提升明显。通过案例分析,ATOS Scanbox测量可代替传统样架检测,并且具有较好的经济性及高效性。后续将继续探索ATOS Scanbox代替其他样架检测的可行性,以节约相关成本。
