5G确定性网络+工业互联网动态调优极片制造工序
2022-09-08刘言彬
刘言彬 刘 涛
1.中国铁塔股份有限公司江苏省分公司;2.广东南方电信规划咨询设计院有限公司
0 引言
极片为锂离子电池的关键组件,极片质量的优劣直接影响锂离子电池的质量,极片制造可细分为浆料制备、浆料涂覆、极片辊压、极片分切、极片干燥等五道工序。传统生产线依靠熟练的技术工人根据相关数据和经验进行调优,经常会出现一定量的次品或不合格品,造成一定的浪费。尤其浆料涂覆、极片辊压、极片分切等三个过程要求精度非常高,依靠人力很难保证高的良品率。本文重点研究极片制造中浆料涂覆、极片辊压、极片分切等三个关键工序的动态调优。
随着5G和工业互联网技术的不断发展和成熟,将5G确定性网络与工业互联网融合,深度结合涂覆、辊压、分切的原理,并应用物联网采集、大数据分析、算法模拟、反向控制等技术,实现极片制造关键工序的动态调优。
1 极片关键工序原理分析
1.1 浆料涂覆
浆料涂覆工序是将稳定性、黏度、流动性等各项参数符合要求的浆料均匀地涂覆在正负极集流体上,在涂覆前需要掌握浆料各种参数,以达到精确控制。
浆料的黏性是抵抗变形的能力,是固有的属性,浆料内部质点间或流层间因相对运动而产生的切向内摩擦力以抵抗其相对运动,内摩擦力大小用牛顿内摩擦定律来进行计算:

其中,μ为动力黏性系数,μ受到压强和温度的影响,单位为Pa.s;为速度梯度,实质为流体微团剪切变形角的变化速率,单位为1/s;A为受力作用面面积,单位为m2。
为了使浆料均匀地涂覆,浆料的输送必须为恒定流或近似恒定流,即输送过程中流场各空间点上的一切运动要素不随时间而变化,即:

其中u为浆料内部质点运动的加速度,p为浆料的静压强,ρ为浆料的密度,浆料在输送过程中这三个参数要保持不变或近似不变,才能保证浆料涂覆的稳定。
1.2 极片辊压
极片辊压工序是将涂布后的极片通过一定的压力辊压后达到一定的厚度,极片厚度以及厚度的一致性是两个重要的指标。其中,极片厚度要求小于或接近渗透厚度,则多孔电极从表面到内部都能得到较充分的利用;厚度的一致性对动力锂离子电池组的容量、循环寿命和安全性等均有重要的影响。
极片辊压质量主要受辊压压力、辊压速度、辊压间隙等参数的影响,随着机器的运转这些参数均可能发生变化,所以需要在运行过程中实时掌控调节相关参数。
辊压压力的作用主要表现为压应力:

其中F为辊压时受挤压处的压力,A为受挤压面的面积,需控制压应力σ在恒定值,以确保辊压的稳定性。
1.3 极片分切
极片分切工序是按电池的规格将经过辊压的电池极片进行分条处理的过程。极片分切的质量影响包括毛刺的大小、断面形貌特征及极片尺寸精度等,影响极片分切质量的因素主要包括上下成对刀具的侧向压力、上下成对刀具重叠量、圆盘刀精度、刃口磨损状态、极片厚度、极片物理力学性能等。其中极片厚度及物理力学性能主要取决于材质和涂覆、辊压两道工序,圆盘刀精度、刃口磨损状态主要受分切机性能及使用周期的影响,上下成对刀具的侧向压力和重叠量为极片分切中控制的关键参数。
上下成对刀具重叠量设置主要取决于极片的厚度,合理的重叠量更有利于成对刀具的咬合。上下成对刀具的侧向压力为一种剪力,受力特点是作用在极片两侧面上的外力大小相等、方向相反且作用线很近,最终作用效果为内力。极片分切的切应力公式为:

极片分切时要严格控制切应力在分切面上均匀分布,且切应力大小要合适,切应力过小,可能出现分切断面不齐整、掉料等缺陷;切应力过大,刀具更容易磨损,影响刀具的寿命。
2 5G确定性网络+工业互联网
2.1 网络融合
近年来随着锂电池产业的快速发展,行业内的龙头企业均在探索和打造智能工厂,优化关键的生产工序,利用全量的大数据,进行深度分析,实时发现产线的异常,通过自动工控或人工干预的方式及时处理异常,提高生产效率和产品质量,降低生产成本。工业领域原有的通信模式在升级改造的过程中成为了一个瓶颈,例如机器视觉、实时监控、远程控制等场景中对通信时延的要求均在ms级别,且要求传输的数据量较大,一般超过10 Mbps,某些场合要求50 Mbps以上。原有的工业通信网络以及4G、WiFi等无线通信网在网络性能、抗干扰、移动性、稳定性、低时延和部署方便性等方面均不能适应工业互联网以及智能制造升级改造的需求。
5G确定性网络+工业互联网,是完全对标工业互联网及智能制造的需求,利用5G技术和资源建设可预期、可规划、可验证的有确定性网络能力的专网,在时延、带宽、多连接方面全面满足工业网络的需求,提供接近100%的高可靠性通信条件和确定性服务等级(SLA:Service Level Agreement)。
2.2 应用场景
在极片制造生产线中建设5G专网,进行全量工业数据的采集,同时应用超高清视觉检测,掌握极片制造过程中的各类动态数据,结合关键工序的原理、产品质量波动的关联等,在大数据分析的基础上,进行算法模拟验证,最终实现动态调优的反向控制。
(1)极片制造5G+工业数据采集
利用5G网络,通过各类工业传感器等数据采集设备,实现极片制造生产线浆料制备、浆料涂覆、极片辊压、极片分切、极片干燥等五道工序的数据采集。极片制造5G+工业数据采集网络拓扑模型如图1所示。
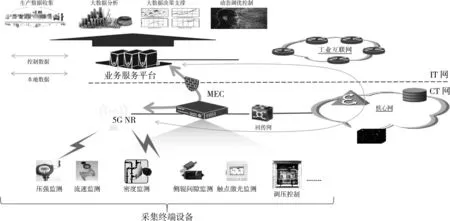
图1 极片制造5G+工业数据采集网络拓扑模型
(2)极片制造5G+超高清视觉检测
利用5G网络,通过超高清视觉检测设备,对辊压前后的极片进行超高清视觉检测,深度检测极片的孔隙率、孔径、孔径分布及迂曲度。5G+超高清视觉检测系统主要包括图像采集部分、图像处理部分和运动控制部分。5G确定性网络可以满足超高清视觉检测上行带宽超过50Mbps、端到端通信时延小于10ms、可靠性要求大于99.9999%等指标要求。极片制造5G+超高清视觉检测网络拓扑模型如图2所示。

图2 极片制造5G+超高清视觉检测网络拓扑模型
(3)极片制造5G+远程控制
利用5G网络,将极片制造生产线上的传感器、机械臂及工业相机等接入5G网络,传送到控制中心,通过大屏进行监控,可以通过终端远程控制,同时可以打通浆料涂覆、极片辊压、极片分切关键设备的控制通道,在算法模拟验证,最终实现动态调优的反向控制。极片制造5G+远程控制网络拓扑模型如图3所示。

图3 极片制造5G+远程控制网络拓扑模型
传感器、机械臂:上下行速率20Mbps,时延<10ms;工业相机:上行速率100Mbps,下行速率20Mbps。
3 数据分析及算法模拟验证
极片制造中的浆料制备、浆料涂覆、极片辊压、极片分切、极片干燥等五道工序,每道工序的各个环节紧密联系,同时前道工序的结果对后道工序均会产生影响。利用工业数据采集和超高清视觉检测获取、沉淀的海量数据,进行深度数据分析。第一阶段是建立极片制造算法模型,进行线性、回归、迭代运算,得出预测性的建议;第二阶段是深度强化 学 习(DRL,Deep Reinforcement Learning),利用人工智能(AI,Artificial Intelligence)算力结合关键工序的原理进行模拟、模糊运算,初期提供参考性建议,后期不断迭代形成更为准确的决策建议,直至最终实现动态调优的反向控制。
第一阶段采用的主要算法为极端梯度提升(XGBoost:eXtreme Gradient Boosting),并利用二阶泰勒展开做近似运算。

其中I为损失函数,Ω(fi)为正则项,constant为常数项,f(x)表示一棵回归树。
算法输入包括采集极片制造五道工序中的各类数据、超高清视觉形成的结构化数据以及极片成形后的质量相关参数。每次输入形成一棵树,不断进行特征分裂来生长,不断拟合上次预测的残值,形成一个新的函数f(x)。当输入积累到一定量,在每棵树对应一个叶子节点,每个叶子节点对应一个分数,最后将每棵树对应的分数加起来得到样本的预测值。目标使得树群的预测值y'i不断接近真实值yi,最终得到极片制造工序中需要动态调优的参数。
4 实施进展及成效
本方案已完成第一阶段,通过建立极片制造XGBoost算法,进行大量的迭代运算,得到五道工序各环节参数的调优建议,实现以下三项主要的目标:
(1)提高良品率。参数的调优建议综合了五道工序中各类数据,打通了工序间的藩篱,建议比人工经验更精确、准确,实际应用中取得较好效果,例如采用调优建议后极片辊压厚度波动由3-4um下降为2-3um,整体提升良品率近6%。
(2)改变以往被动调参的模式。以往只有出现系统性原因引起的质量波动(超越了质量允许范围的波动),才被动进行参数调整;应用算法根据预测性的调优提示,可一定程度提前发现设备磨损、原料差异等影响质量的系统性因素,主动根据调优建议进行参数调整,避免出现批量次品或不合格品,同时提高生产线运行效率。
(3)降低成本。参数调优不单只依赖经验丰富的技术工人,一般熟悉设备调参的技术工人根据调优建议可进行参数的调整,可有效降低用工成本。
本方案正在继续研究第二阶段,结合AI算力提高预测的精准性,同时开展反向控制的试验,为最终实现实时在线的动态调优做准备。
5 结束语
本方案涉及操作技术(OT,peration Technology)、通信技术(CT,Communication Technology)、信息技术(IT,Information Technology)等多种跨领域技术的融合应用,在制定方案和实施阶段均遇到了较大困难,非常感谢在此期间给予大力支持的企业管理者和开发专家。因方案涉及商业机密,根据保密条款,在信息脱密的基础上,本文在原理和算法方面进行了简要的论述,但应用的模式、场景及达到的成效可供同行业或其他行业参考。
