金属基电路板激光成型工艺研究
2022-09-02张本贤舒志迁魏和平李志雄
张本贤 舒志迁 魏和平 李志雄
(诚亿电子(嘉兴)有限公司,浙江 嘉兴 314003)
0 前言
金属基电路板即以金属基板衬底制作的印制电路板,其具有优异的散热性、机械加工性、电磁屏蔽性、尺寸稳定性等优势,在混合集成电路、汽车、大功率电气设备、电源设备等领域,得到了越来越多的应用,特别是在LED(发光芯片)封装产品中作为底基板其应用量已逐渐超过陶瓷基板。金属基电路板成型加工有模冲成型、CNC(数控铣床)铣成型和激光成型工艺,激光成型具有尺寸精度高、操作简便、可加工任意形状、加工成本低等优点,适合样品、中小批量及特殊设计的产品加工。但激光成型在实际应用中由于工艺参数设置不当经常会发生切口粗糙度过大、熔渣粘板面、只能切薄板、切割效率低等问题。文章以保证成型品质、提高生产速度为出发点,在掌握激光成型原理的基础上从激光功率、聚焦参数、辅助气体类型、辅助气体压力、切割速度几个方面展开了工艺研究。
1 激光成型原理
激光成型即利用高能激光束熔化或汽化切口部位的材料,并用高速辅助气流将其吹除完成切割。金属基电路板激光成型为熔化切割,当入射激光功率密度超过某一值后,照射出金属材料内部开始蒸发形成孔洞,这种小孔将作为黑体吸收所有的入射光束能量继而被熔化金属壁包围。然后通过与光束同轴的喷嘴喷吹辅助气体,依靠气体的强大压力使孔洞周围的液态金属排出。随着工件与激光切割头的相对移动,小孔按切割程序预设方向移动,从而形成一条切口。激光成型原理示意图见图1所示。切口品质主要包括切口的宽度、切割面的倾斜角、切口粗糙度、金属熔化后的黏渣,切口品质要素示意图见图2所示。
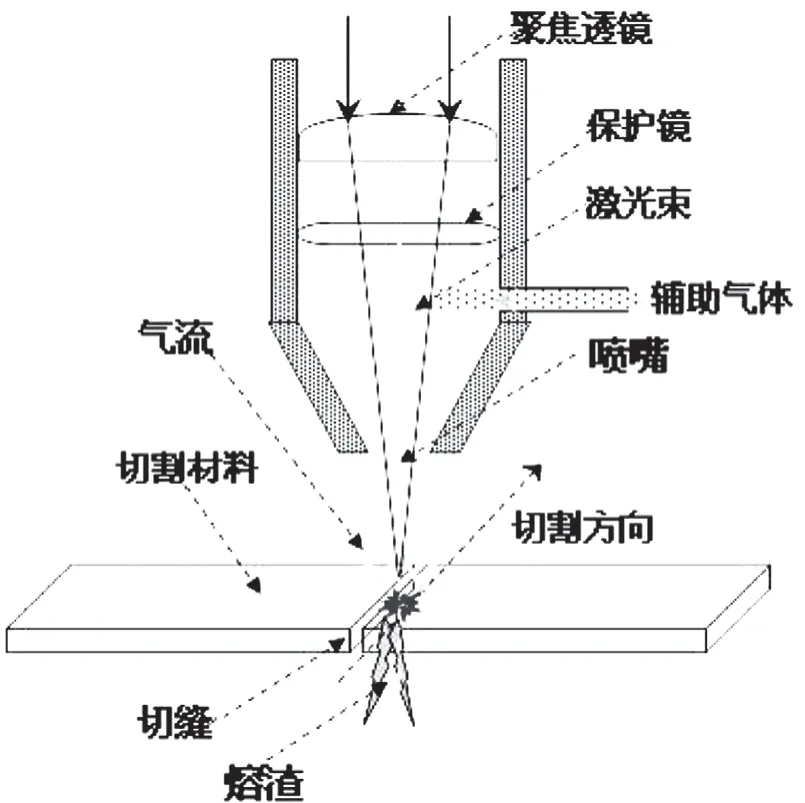
图1 激光成型原理示意图
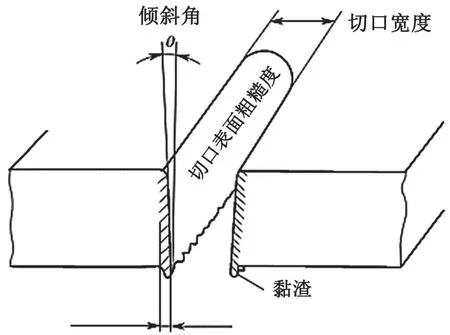
图2 切口品质要素示意图
2 激光成型参数研究
2.1 激光功率参数研究
选取不同厚度的A5052铝金属基板,固定切割速度设定2.0 m/min,研究不同激光功率切割后切口粗糙度状况,测试结果见图3所示。
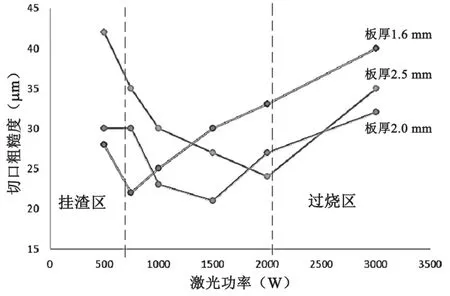
图3 激光功率对切口粗糙度影响图
激光功率太小时,越靠近板材下缘熔融物的温度越低、黏度越大,很难被高压辅助气流彻底吹除而黏在切割面的下缘而形成挂渣。激光功率太大时,热输入过大使板材的熔化范围大于高压气流所能去除的范围,熔融金属未能被高压辅助气流完全吹除而形成过烧。不同厚度的铝板存在不同的激光功率适用范围,例如厚度为2.0 mm的A5052铝金属基板最佳激光功率范围为1000 W~2000 W,此区域切口表面粗糙度较小,且不存在挂渣与过烧的外观品质不良。
2.2 聚焦参数研究
聚焦系统的影响因子包括焦距与焦深,焦距为激光设备硬件不可更改,因此仅对焦深进行研究。激光成型时如果聚焦光束的焦深偏短则聚焦角偏大,光斑尺寸在焦点附近的变化就比较大,将导致激光在材料表面的能量密度变化很大。
激光光束焦点在金属基板材上的位置,可采用如图4所示的楔形聚丙烯块进行检测。
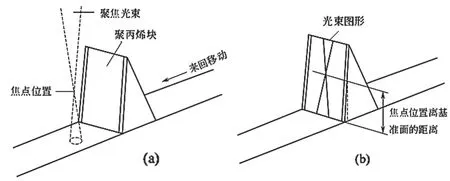
图4 激光焦点位置检测示意图
由于本次研究采取的不同激光成型机焦距长度不同,为研究方便我们引入焦深与焦距的比值H系数。研究不同H系数条件下切口粗糙度状况,测试结果见图5所示。
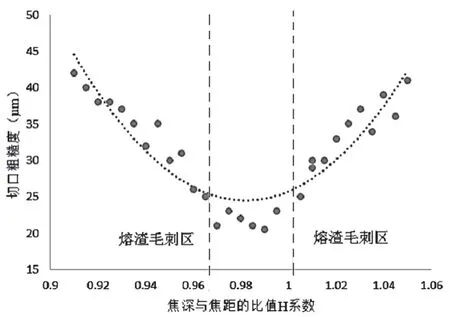
图5 激光焦深对切口粗糙度影响图
采用激光功率1 500 W的成型机,板厚2.0 mm的A5052铝金属基板,固定切割速度为2 m/min,通过调整不同焦深得到在焦深与焦距的比值H系数0.965~0.995范围内切口表面粗糙度较小,且不存在熔渣毛刺的外观品质不良。
2.3 辅助气体类型与压力研究
文章对氧气、氮气、空气这三种不同辅助气体在不同压力设置下,对不同金属类型的金属基电路板成型后切口粗糙度表现展开测试。测试结果见图6所示。由于不同金属的熔点、热导率、激光吸收率存在较大的差异,为保证切口边缘有较小的粗糙度、熔渣达到品质标准,金属基板激光成型时除高压空气外一般还会用到氧气与氮气。氧气作为辅助气体,切割中会发生氧化放热反应,有利于成型速度的提高。氮气为稀有气体几乎不会与金属发生反应,有利于切口底部熔渣的清除,但是会影响成型生产效率。相比氧气与氮气,高压空气具有绝对的成本优势。
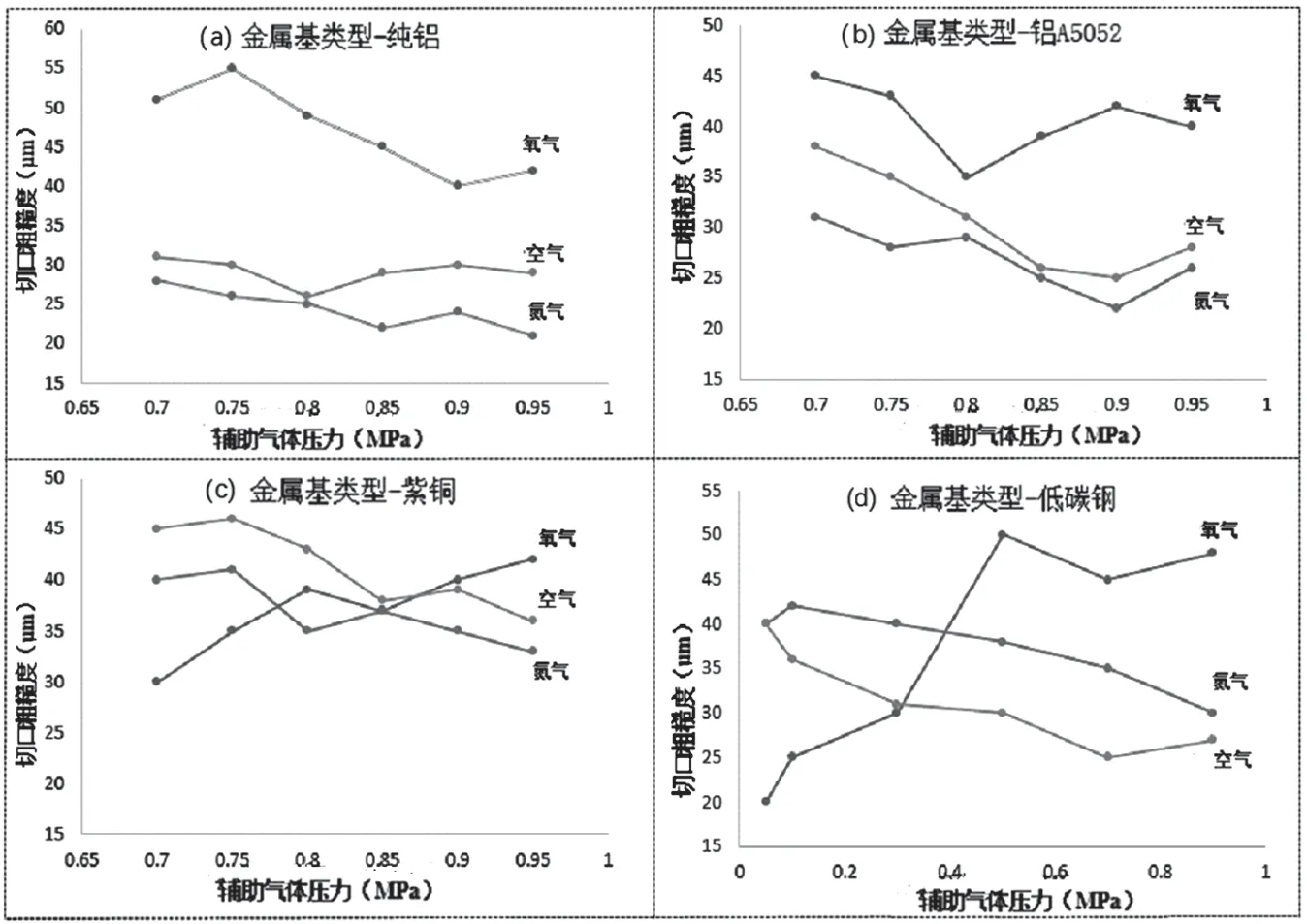
图6 不同辅助气体类型与压力对不同金属切口粗糙度影响图
不同类型的辅助气体有不同的压力阈值,喷嘴压力超过此值时气流为正常斜激波,流速从亚声速向超声速过渡。此阈值由气体注入压力与气体膨胀到大气中的压力比值及气体分子的自由度两个因素决定。当喷嘴压力过高时,气流正常斜激波变为正激波,气体到达板材表面的压力将下降,气流速度降低。低速气流在工件表面形成涡流,削弱了气流去除熔融金属的作用,进而影响切口的粗糙度。
2.4 切割速度研究
在激光功率、焦深、辅助气体参数固定的前提下,只考虑切割速度对切口粗糙度、熔渣的影响。以板厚为2.0 mm的A5052铝金属基板、激光功率为1 500 W的成型机、焦深设置0.8 mm、0.9 MPa的氮气辅助气体作为研究对象,对不同切割速度下成型后切口粗糙度状况进行测试,测试结果见图7所示。
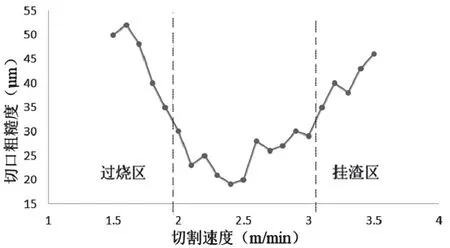
图7 不同切割速度对金属切口粗糙度影响图
切割速度太快产生挂渣,甚至切不透,主要原因除热输入不足温度低引起熔融物黏度大外,还由于切割速度过快使切割前沿向后倾斜,不利于气流对熔融物地吹除。切割速度太小,造成热输入过大而产生过烧。
3 总结
若选择连续激光器作为光源,需根据产品板材厚度选择合适的激光功率,避免功率过小导致挂渣、功率过大导致过烧。激光焦点设置在金属基板表面之下一定深度范围内切口表面粗糙度较小,且不存在熔渣毛刺的外观品质不良。不同类型的辅助气体有不同的压力阈值,实际应用中需要根据不同金属类型选择合适的辅助气体类型并设置适合的气压范围。每种金属基电路板均有一个最佳的切割速度范围,实际应用中可参考文章测试结果进行优化。文章中所属激光器均为CW连续光纤激光器,随着技术发展目前已有QCW准连续光纤脉冲激光器的报道,其可以在脉冲模式下自动调节激光输出功率,从而更有利于激光成型时根据不同金属基电路板的需要进行调整。相信随着激光成型工艺的更深入研究,其在金属基电路板领域的应用将更加成熟。
