超多孔印制板的高速钻孔加工技术研究
2022-09-02林洪德吴军权
陈 春 林洪德 吴军权
(深圳市金百泽电子科技股份有限公司,广东 深圳 518000)
(惠州市金百泽电路科技有限公司,广东 惠州 516083)
0 前言
PCB(印制电路板)在朝着集成化、微型化地发展,相对应的PCB的通孔数量、大小、纵横比等将会发生变化,通孔会越来越小,越来越多。导通孔数量激增,钻孔时间就会延长,产品加工整个周期也会变长。为解决这些问题,提高钻孔效率,对超多孔PCB产品进行高速钻孔研究。
对于超多孔的刚性板基材,当基材中含有陶瓷材料时,采用机械钻孔的方式,容易产生撞孔、孔崩等质量问题和钻孔效率低下造成高成本问题。文章针对某款超多通孔产品(10万孔以上),进行了机械钻孔的加工能力提升,通过试验分析出影响机械钻孔效率进刀速度的因素是铜层,并探索出在保证其品质的前提下,逼近钻孔速度的极限。
对于挠性板PI(聚酰亚胺)基材,当孔数达到数十万甚至是百万孔时,采用机械钻孔耗时过长且成本过高,激光钻孔比机械钻孔拥有更快的钻孔速度、更高的钻孔效率,但是激光钻孔需要保证其孔型品质并解决激光钻孔碳化问题。文章通过激光钻孔参数探索和孔壁除碳化方法探索,极大地提升了挠性板激光钻孔的效率。
1 针对超多孔刚性板的机械钻孔加工能力提升
1.1 参数与板材对机械钻孔效率的影响
机械钻孔的孔径尺寸有大有小,大孔径其需要采用慢速或者形成三小孔合成一大孔等钻法,故不在考虑范围内,文章主要针对钻头直径在0.5 mm以下的小孔。影响机械钻孔效率的有两个方面,一个是参数,即设备的参数设置;二是板材,板材能承受的钻孔速度,即是保证品质合格。
1.1.1 机械钻孔参数影响
机械钻通孔的原理是用机械转轴高速旋转带动高强度的钻头以高度旋转产生的切削力在材料上钻出孔。常规影响机械钻孔效率的参数有主轴转速、钻刀直径、进刀速度、回刀速度,基于这些参数计算表面速度(SFM)和进刀量(IPM)的公式如下:
从以上公式可以看到:表面速度由材料所需的排屑量结合钻刀的直径和轴转速计算得出,进刀量则是由轴转速与进刀量的乘积得出,这里根据公式换算对比某板材推荐加工参数和实际加工参数如表1所示。
通过表1对比可以发现,实际加工参数为保证钻孔的出屑量、和钻孔品质在进刀速方面较为保守。其中实际加工出屑量是较小的,理论上机械钻孔的进刀速可以更快,效率可以更高。

表1 某板材加工参数表
1.1.2 板材材质影响
PCB的板材多种多样,有普通FR-4、中高Tg板材、高频板材、PTFE(聚四氟乙烯)板材、陶瓷填充板材以及刚挠结合板。板材对机械钻孔的效率影响体现在板材影响钻头的寿命,当钻头寿命达到时,需要进行换刀操作,表2为各类板材常规钻头寿命设置。
从表2中可看到不同直径的钻刀其设置寿命是有差异的,同一直径钻不同的板材其寿命设置也是不一样的,其规律为材料对刀具的磨损程度越高,设置刀具寿命越短。寿命过短,机械换刀将很频繁,进而增加钻孔时间,影响钻孔效率。

表2 板材钻刀寿命常规设置表
1.2 机械钻孔加工能力提升试验
为进行机械钻孔的加工能力提升,实现超多孔刚性板高速钻孔效率,对供应商提供的板材钻孔指南进行对比分析,并通过试验验证,在保证钻孔品质的前提下,逼近钻孔速度的极限,略微降低成本。
针对以上分析,选用直径为0.25 mm的钻头进行测试,并用金像显微镜收集数据得到如图1所示的钻孔效果。
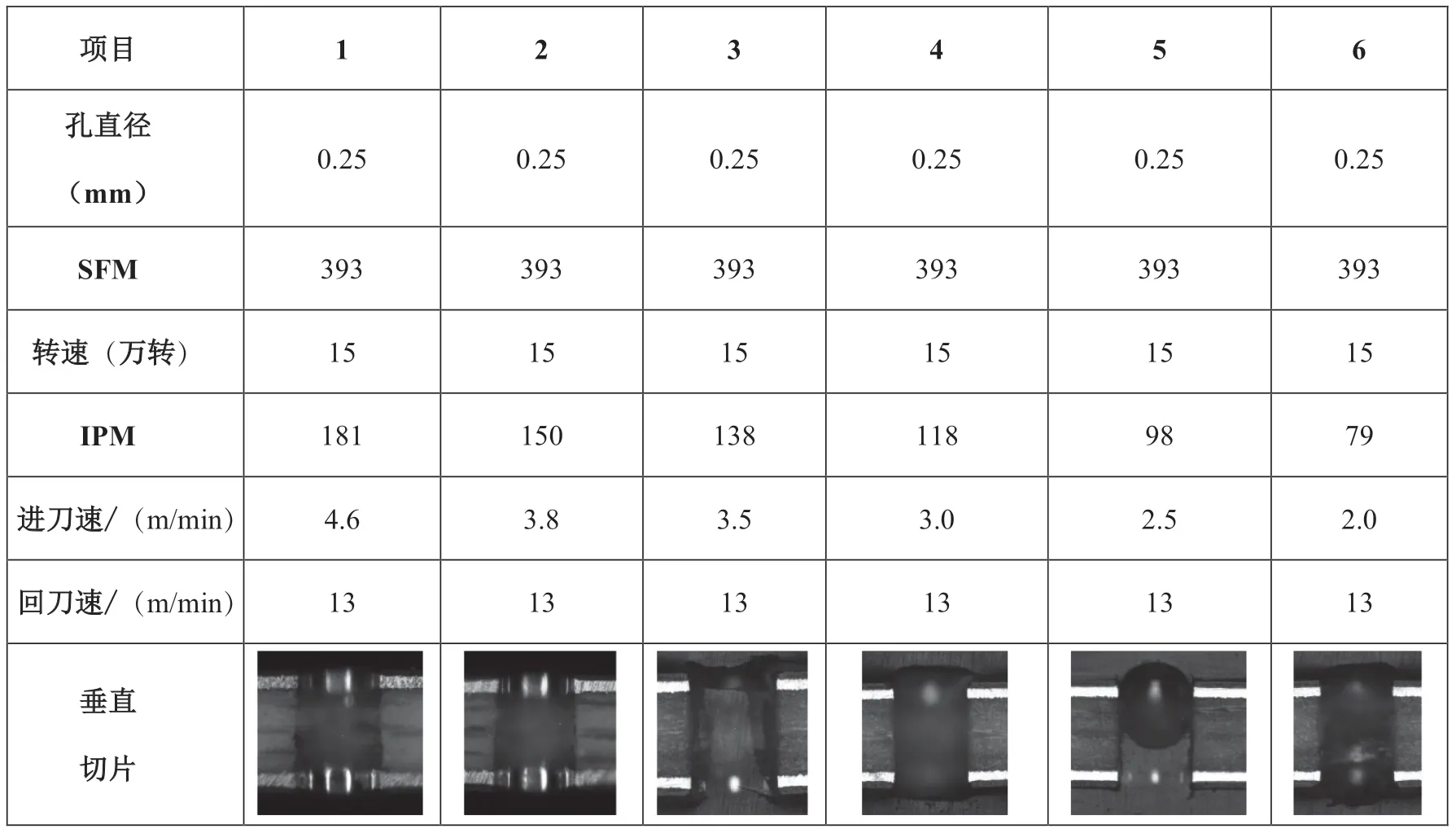
图1 实验结果图
从孔的剖切了解到:铜层才是影响机械钻孔效率的一个关键点。纯铜具有柔软性,合金铜虽然相对硬度有所上升,但是对比基材其硬度还是相对较软。4.6 m/min的进刀速时,基材的排屑量满足且可以承受住高速钻孔,孔壁质量良好,但是铜由于其柔软性会产生钉头;当进刀速度下降到3.5 m/min时,钉头呈现可接受状态,速度与品质状态达到平衡值,当进刀速度低于3.5 m/min,其钻孔品质都较良好。在机械钻孔寿命设置方面,对比旧钻头寿命设置,提高了20%钻头寿命设置。
通过本次试验改善了粉尘堵孔,孔口崩坏的品质情况,使孔品质可接受。将进刀速度提升一个层次,同时优化叠板数量,小幅度提升了钻头寿命,减少换刀时间,小幅度减少成本,大幅度提高了钻孔效率。
1.3 小结
对超多孔刚性板材料采用机械钻孔进行通孔加工,通过参数摸索解决介质和铜面加工的粗糙问题,改善钉头品质,可满足超多孔板高速加工的效率需求。该参数摸索基于供应商推荐参数调整钻孔加工参数,在保证品质条件下可大幅度提升钻孔效率,从而将此类超多孔产品的加工时间缩短。
2 针对超多孔挠性板的激光钻孔加工能力提升
2.1 激光加工参数与碳化问题对激光钻孔的影响
对于超多孔挠性板PI(聚酰亚胺)基材,采用机械钻孔耗时长、成本高,而激光钻孔比机械钻孔拥有更快的钻孔速度、更高的钻孔效率。激光钻孔又分为CO2激光钻孔和UV(紫外)激光钻孔。CO2红外激光钻孔技术已经很成熟,其两者的比较为:CO2是热能加工,UV是采用化学能与热能结合加工;CO2一般适用加工孔径为75 μm~150 μm,而UV激光一般适用加工孔径为30 μm~50 μm;通常孔径越大,CO2激光钻孔效率比UV激光更高。文章超多孔软板的通孔孔径需求为100 μm,因此将采用CO2激光进行通孔加工测试与分析。
首先是激光加工参数。本次加工的激光设备为三菱CO2激光钻孔机,在参数方面,影响二氧化碳激光钻孔机的钻孔能量的参数主要有脉宽、MASK(光圈)、CL(集光镜位置)。将脉宽、能量、发数、MASK、CL以及单双面钻孔的选择作为激光设备可调的参数,并通过工艺参数组合完成软板通孔加工。在保证钻孔品质的条件下,还需调整这些参数使能量尽可能小,从而减轻碳化情况。其次是碳化问题。采用激光钻孔容易产生碳化问题,将影响孔型的粗糙度;严重碳化时,孔壁粗糙,进而影响介质耐压。当两边铜层添加一定的电压时,将会有火花或者击穿现象。
2.2 激光加工参数调整
常规激光盲孔加工参数中,加工0.1 mm的环氧树脂板芯时,一般采用4~5 μs的脉宽和单面加工,故对0.075 mm介厚的加工能量参数要更小。采用单面钻孔会呈现梯形,为保证较直孔型需采用双面加工方式。MASK方面,采用大能量光圈不利于微孔形成,结合经验采用1.8 mm。能量可以由脉宽和CL确定,CL一般取250以内能量峰值较高。其参数设置及测试结果如表3所示。
从表3可以了解到能量越大,碳化越严重,能量较小打的发数不合理也会碳化严重。当采用2 mJ的能量和峰值较高的CL且双面打2发,碳化呈现可接受状态。碳化可接受,但是依然无法满足介质耐压要求,需进行孔壁除碳化处理。
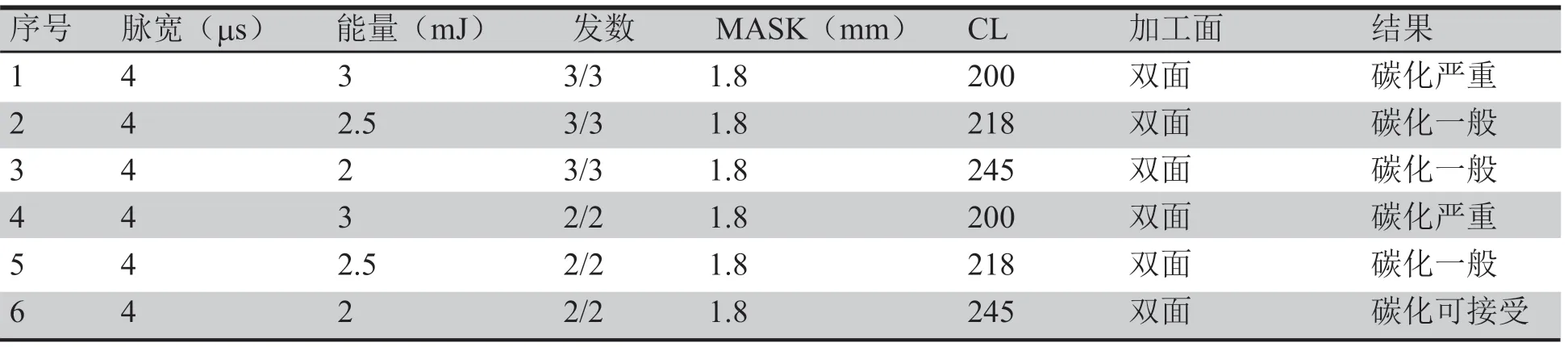
表3 激光钻孔实验表
2.3 孔壁除碳化方案
孔壁除碳化的方式通常可采用高锰酸钾溶液浸泡和等离子机处理两种方案。
高锰酸钾溶液浸泡除碳化。高锰酸钾具有强氧化性,碳在高温条件下反应变成二氧化碳去除,其化学反应式如下:

等离子体处理。利用等离子体设备,将碳化去除。其原理是利用等离子体的特性使用大量离子、激发态分子、自由基等多种活性粒子,作用到固体样品表面,消除表面的碳。
按照以上可接受参数进行激光过通孔的PI产品,进行沉铜线高锰酸钾浸泡和自制高锰酸钾溶液浸泡进行对比试验,通过收集测试孔绝缘性与耐压值数据,结果如表4所示。

表4 高锰酸钾处理表
沉铜线的高锰酸钾溶液由于添加了NaOH,具有强碱性,氧化性质较弱,预计碳反应较慢,在反应时间内未能实现孔壁除碳化;而自制高锰酸钾溶液在反应时间内实现了孔壁除碳化,耐压测试在300 V~400 V之间。再选取按照以上可接受参数进行激光过通孔的PI产品,采用等离子体处理进行孔壁除碳化(见图2所示)。
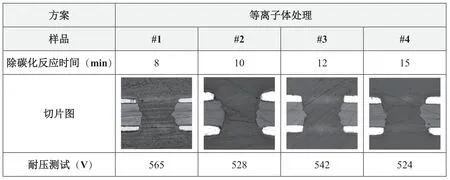
图2 等离子体处理表图
可以发现激光钻孔采用脉宽4 μs、能量2 mJ、光圈1.8 mm、双面加工各2枪的参数,配合等离子体处理进行孔壁除碳化,样品测试耐压值均≥500 V,从耐压测试数值来看,配合等离子体处理反应最优的时间为8 min,同时通过切片图观察的孔型整体良好,满足品质要求。
通过高锰酸钾溶液浸泡除碳化和等离子体处理除碳化方案进行对比可以发现,沉铜线的高锰酸钾溶液未能在反应时间内实现孔壁除碳化,自制高锰酸钾溶液实现了孔壁除碳化,耐压值在300~400 V之间,但是不利于批量生产;选用等离子处理除碳化,样品的耐压值均≥500 V,且方便于现场生产操作流程。通过切片分析发现采用脉宽4 μs、能量2 mJ、光圈1.8 mm、双面加工各2枪的参数加工孔型良好,匹配等离子体除碳化方案利于实现激光通孔的高速无碳化加工。
2.4 小结
对超多孔挠性板PI材料采用加工速度更快的激光钻孔方式进行通孔加工,通过参数摸索完成孔型加工要求并对比分析发现等离子除碳化效果更好且便于实现大批量生产。故匹配等离子除碳化方案实现了激光通孔的高速无碳化加工,能提升软板的通孔加工效率,减少产品生产周期,满足客户需求。
3 总结
针对超多孔刚性板基材的机械钻孔,分析了参数与板材对机械钻孔效率的影响,并通过能力提升试验验证,解决了介质和铜面加工的粗糙问题,改善了钉头品质,大幅度提升了钻孔效率,小幅度提升了钻刀寿命,实现了机械钻孔高效率加工能力提升。
针对超多孔软板的激光钻孔,分析了激光加工参数与碳化问题对激光钻孔的影响,并通过激光参数调整的方法和孔壁除碳化方案对比分析,提升了挠性板的通孔加工效率,解决了孔壁碳化问题,实现了激光通孔的高速无碳化加工能力提升。
文章基于超多孔PCB,摸索出在满足品质的条件下高速钻孔的方法,以期提升通孔加工效率,减少产品生产周期,以供参考。
