铝合金车体双轴肩搅拌摩擦焊接头组织及力学性能研究
2022-09-01陈宁凯王威威付宁宁金文涛
陈宁凯,王威威,付宁宁,金文涛
中车南京浦镇车辆有限公司 江苏南京 210031
1 序言
搅拌摩擦焊(FSW)是1991年由英国焊接研究所(TWI)发明的一种新型固相连接技术,与传统熔化焊相比,搅拌摩擦焊接头部位不存在金属熔化,这可以有效地避免熔焊过程中形成的气孔、裂纹等焊接缺陷。同时搅拌摩擦焊具有自动化、智能化优势,因此搅拌摩擦焊在轨道交通铝合金车体制造中得到了越来越广泛的应用[1]。双轴肩搅拌摩擦焊是一种新型的搅拌摩擦焊方法,采用具有上下轴肩的自支撑搅拌工具,两个轴肩通过与被焊结构厚度相当的搅拌针连接,通过焊接过程中上下轴肩与搅拌针共同旋转并与被焊材料相互作用实现焊接。由于双轴肩搅拌摩擦焊轴向力较小,且不需要刚性垫板,因此非常适合自动化焊接,大大提高了搅拌摩擦焊的适应性和焊接效率。双轴肩搅拌摩擦焊是一种全焊透焊接,可以同时对工件的上下表面进行焊接,因而,从根本上消除了未焊透或根部缺陷等问题[2,3]。本文主要研究不同工艺参数对接头成形、微观组织及力学性能的影响规律,为双轴肩搅拌摩擦焊焊接参数制定、质量控制提供数据支撑,以促进搅拌摩擦焊工程化应用。

图1 双轴肩搅拌摩擦焊原理示意
2 试验方法
2.1 试验材料及搅拌头
试验材料为6005A-T6铝合金中空型材,壁厚为5mm,其化学成分见表1。抗拉强度为255MPa,伸长率为8%。采用航天工程装备(苏州)有限公司生产的二维搅拌摩擦焊设备以及自主研制的搅拌工具,沿型材轧制方向进行焊接,搅拌工具上下轴肩直径均为18mm,搅拌针直径8mm,针长4.8mm,如图2所示。
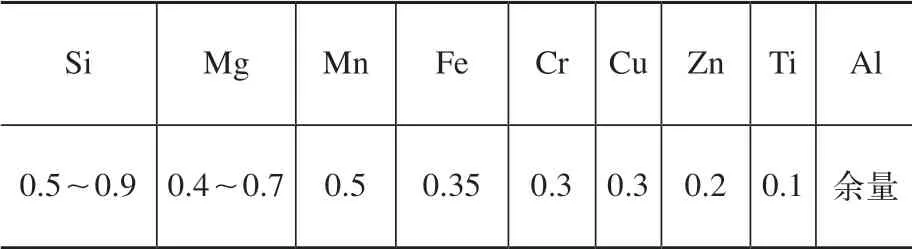
表1 6005A-T6铝合金化学成分(质量分数)(%)

图2 搅拌头结构
2.2 试验参数及方法
为了研究焊接参数对焊缝成形质量和接头力学性能的影响,选取了4组优化的焊接参数。选取原则为在保证焊接质量的同时尽量提高焊接效率,具体的焊接参数见表2。

表2 搅拌摩擦焊焊接参数
3 试验结果与讨论
3.1 焊缝表面成形
4种参数均得到了表面成形良好的焊缝,如图3所示。由图3可知,所有接头都形成了均匀分布的鱼鳞纹,鱼鳞纹的间距与焊接参数有关,代表搅拌头旋转一周前进的距离。随着焊接速度的增加,鱼鳞纹距离增加。随着焊接速度的增加,由于降低了焊接热输入,因此飞边也有所减少。

图3 不同参数下焊缝表面成形
3.2 宏观金相
由图4可知,双轴肩搅拌摩擦焊接头横截面宏观形貌呈“哑铃形”,由热影响区(HAZ)、热机影响区(TMAZ)和焊核区(WNZ)组成。组织形貌在厚度方向上呈现出对称性,而沿宽度方向,前进侧(AS)和后退侧(RS)的组织形貌有明显差异。前进侧热机影响区和焊核区的分界线较为尖锐,后退侧该分界线则更为圆滑,这是由于塑化金属随搅拌针从前进侧向后退侧迁移,导致后退侧铝合金受到挤压,界面变得圆滑。前进侧热影响区、热机影响区和焊核区之间有明显的分界线,焊核区在靠近前进侧可见三角条带区,这是由于前进侧塑性材料处于紊流状态,因搅拌针、上轴肩和下轴肩驱动的塑性金属在该处汇聚而引起的,该区域也是容易产生隧道及孔洞缺陷的位置。所有接头的焊核区均可观察到S线,这是对接面的氧化物在搅拌针搅拌作用下残留于焊核中形成的[4]。

图4 不同参数下接头横截面宏观形貌
3.3 显微组织
2#接头不同区域的组织如图5所示,母材呈现出典型的挤压型材组织,无明显的第二相析出。焊核区组织呈等轴状,晶粒非常细小,这是因为焊核区受到搅拌针强烈的搅拌作用,同时受到焊接热循环的作用,使得该区域发生强烈的动态再结晶,所以形成细小、均匀的等轴晶组织;同时,焊核区也有少量的第二相析出,均匀分布在基体中;热机影响区组织发生明显的变形,与热影响区有较为明显的分界线,其中前进侧热机影响区的晶粒变形相比后退侧热机影响区的晶粒明显。热影响区组织与母材相似,但由于受到焊接热循环的作用,其晶粒尺寸明显大于母材的晶粒;热影响区内部由于受热不均匀,因此晶粒大小也有明显的差异;热影响区中还可观察到大量均匀分布的第二相;前进侧热影响区晶粒比后退侧大,这是由于前进侧温度高于后退侧,因此晶粒长大现象明显[5]。

图5 2#接头不同区域的组织
3.4 抗拉强度
不同焊接速度下接头的抗拉强度如图6所示。由图6可看出,固定旋转速度为800r/min,随着焊接速度提高,接头抗拉强度先增大后减小,当焊接速度为700mm/min时,抗拉强度达到最大值236MPa,所有参数下接头拉伸断裂位置均位于热影响区。

图6 不同焊接速度下接头的抗拉强度

图7 2#接头拉伸断口SEM照片
2#接头拉伸断口SEM照片如图7所示。2#接头断裂发生于热影响区,整个断面均呈韧窝状,为典型的韧性断裂。由于焊缝组织在搅拌头轴肩和搅拌针的搅拌、碾压作用下,晶粒破碎、细化,形成组织致密的等轴晶,接头的均匀性和一致性很好,即使对于热影响区和热机影响区来说,其组织的致密性、均匀性及一致性也很好。因此,在拉应力作用下,接头断口易于形成均匀的等轴韧窝形貌。韧窝的大小较为均匀,表明接头韧性较好,强化相分布均匀,这与图5所示的微观组织特征一致。
3.5 弯曲性能
4种参数下的焊接接头均具有良好的弯曲性能,正弯、背弯180°均未出现裂纹,如图8所示。

图8 弯曲性能
4 结束语
1)在800r/min低转速下,焊接速度从600mm/min增加到900mm/min,接头成形均良好,无沟槽等表面缺陷,也无隧道、孔洞等内部缺陷;接头呈“哑铃形”,由热影响区、热机影响区和焊核区组成,焊缝在宽度及厚度方向均呈对称性。
2)当固定旋转速度为800r/min时,随着焊接速度的提高,接头抗拉强度先增大后减小,当焊接速度达到700mm/min时,抗拉强度达到最大值236MPa。
3)接头断裂发生于热影响区,整个断面均呈韧窝状,为典型的韧性断裂。
4)双轴肩搅拌摩擦焊接头具有良好的弯曲性能,4种参数下接头的正弯、背弯180°试验,均未出现裂纹。
