连铸机钢包长水口液压控制系统的创新设计与应用
2022-08-29丁进何汉
丁 进 何 汉
(柳州钢铁股份有限公司转炉炼钢厂,广西 柳州 545002)
0 引言
连铸工艺中,钢包长水口是控制钢液从钢包流向中间包的唯一通道,其主要作用是防止钢液同空气接触发生二次氧化,确保钢水的质量,能有效避免钢液飞溅,确保操作人员及设备的安全。
钢包长水口操作装置按操作方式分为手动式、半自动式和全自动式三种。手动式操作装置利用杠杆原理,采用尾部加配重块的方式实现钢包长水口与钢包底部滑板面的贴紧,操作难度大,密封效果差,水口的更换需要两个人配合操作,在早期的连铸机上应用较为广泛,现在基本被淘汰。全自动式长水口操作装置主要是利用工业机器人实现水口的更换操作,能实现操作的无人化,但是投资成本高,维护难度大,目前只在国内少量的高端连铸机上使用。半自动长水口操作装置可借助液压缸及涡轮蜗杆机构的动作实现水口的更换工作,设备结构简单,操作简单,投资成本低,目前广泛应用于国内方坯、板坯连铸机上。
半自动钢包长水口操作装置由立柱、支撑臂、液压缸、旋转手轮、水口夹持装置等组成,同过操作长水口操作装置的旋转手轮,能实现钢包长水口的前进、后退、上升、下降、旋转等动作。钢包长水口操作装置的旋转由涡轮蜗杆传动系统实现,升降由液压缸的上升、下降来实现。
为实现连铸全过程保护浇注,钢包长水口需要始终同钢包底部滑板下水口紧密接触,因此要求钢包长水口操作装置具备同钢包升降随动的功能。半自动钢包长水口操作装置设计的难点及关键点就是保证液缸随动升降控制系统的稳定、可靠、低故障率,避免浇注过程中水口的下跌或钢包下降过程中水口支撑臂被压弯,保证在连铸浇注过程中,钢包长水口始终同钢包底部滑板面贴紧,以实现钢液的保护浇注。
1 传统钢包长水口操作装置液压控制系统的设计原理
如图1所示,溢流减压阀的调定压力为8MPa,根据溢流减压阀的压力控制特性,则其减压压力为8MPa,其溢流压力为9.5MPa~10MPa。钢包长水口通过长水口操作装置与钢包底部机构密封接触。当连铸机处于浇注状态时,将操作箱控制按钮旋至上升位并保持,电磁换向阀的a端得电,P管的液压油经溢流减压阀、单向节流阀b、截止阀c进入液压缸的无杆腔,液压缸有杆腔的液压油经截止阀b,单向节流阀a、液控单向阀、电磁换向阀进入T管,液压缸的活塞杆始终处于伸出状态,液压缸的输出力带动长水口操作装置支撑臂将长水口压紧在钢包机构底部。当钢包上升时,钢包长水口操作装置带动钢包长水口跟随钢包向上运动;当钢包下降时,液压缸无杆腔压力升高,无杆腔的液压油压力大于溢流减压阀的调定压力值10MPa时,液压缸无杆腔的液压油经减压溢流阀溢流回T管,液压缸的活塞杆向下运动,使长水口操作装置的支撑臂带动钢包长水口向下运动,但长水口始终同钢包底部紧密贴合。因此,不论钢包上升还是下降,只要将钢包长水口操作装置的控制按钮置于上升状态并保持,钢包长水口可始终跟随钢包的上升、下降,实现随动功能。

图1 传统钢包长水口操作装置液压控制原理图
当需要更换钢包长水口时,钢包长水口需要升降并能够停止在任何位置。长水口操作装置需要上升时,将钢包长水口操作装置的控制按钮置于上升位,电磁换向阀的a端得电,P管的压力油经溢流减压阀、单向节流阀b、截止阀c进入液压缸的无杆腔,液压缸有杆腔的液压油经截止阀b、单向节流阀a、液控单向阀、电磁换向阀流回T管,液压缸带动长水口操作装置上升;长水口操作装置需要下降时,将钢包长水口操作装置的控制按钮置于下降位,电磁换向阀的b端得电,P管的压力油经电磁换向阀、液控单向阀、单向节流阀a、截止阀b进入液压缸的有杆腔,液压缸无杆腔的液压油经截止阀c、单向节流阀b、溢流减压阀溢流回T管,液压缸带动长水口操作装置下降;长水口操作装置需要停止时,将长水口操作装置的控制按钮置于停止位,电磁换向阀的a、b端都不得电,液控单向阀的控制油压力为零,液控单向阀处于关闭状态,长水口操作装置可以停止在任何位置。
2 传统钢包长水口操作装置液压控制系统存在的问题分析
从液压控制系统的原理分析,传统钢包长水口操作装置液压系统的设计可满足钢包长水口的升降、停止以及同钢包随动的功能。该系统在柳钢转炉厂5#方坯连铸机上使用以来,在浇钢过程中多次出现水口下跌、钢包长水口操作装置的支撑臂被钢包压弯的情况。设备的高故障率无法满足连铸机稳定、高效的生产需求。
经分析,钢包长水口操作装置支撑臂被压弯的原因为溢流减压阀故障无法溢流,其故障机理为:当钢包在下降过程中,即使液压缸无杆腔的压力值高于溢流阀的调定压力值,溢流阀也不溢流,系统无法回油,钢包长水口操作装置的支撑臂无法随动下降,长水口操作装置的支撑臂被钢包压弯。
浇钢过程中水口自动下跌原因为溢流减压阀故障导致液压缸的无杆腔无压力油,水口在钢流的冲击及水口操作装置自身的重力作用下下降,进而导致水口脱离钢包底部。
该溢流减压阀为德国力士乐公司产品,其性能及质量均有较好的保障,系统使用的工作介质为水乙二醇,其清洁度等级自投产以后基本稳定在NAS7级的水平,系统清洁度等级远远优于溢流减压阀及其长水操作装置液压控制系统其他液压元件要求的NAS9级的水平。该系统其他液压元件几乎处于零故障状态,但溢流减压阀却多次发生故障。
经分析,主因为钢包长水口操作装置因设备布局于中间包车上,长水口操作装置液压缸及其控制阀台、管路长期受到钢包、中间包中熔融钢液的热辐射,周边环境温度高,液压缸、液压缸连接软管内部的橡胶件易劣化,劣化剥落后的颗粒物流经溢流减压阀时会使其阀芯卡死或阻尼孔堵塞,导致溢流减压阀的溢流端无法溢流或减压端无法进油。但该系统的其他液压元件几乎未发生过故障。
溢流减压阀为减压阀和溢流阀的组合阀,集减压和溢流的两种功能于一体。当调定减压阀的压力值时,溢流阀的压力值根据减压阀的压力值自动设定,其溢流压力比减压压力高1.5MPa~2MPa。溢流减压阀因其组合阀特性,结构复杂,抗污染能力比普通的减压阀和溢流阀都要差,因此该系统其他液压元件几乎无故障,但是溢流减压阀却频繁发生液压故障。
因此,要想提升钢包长水口液压操作装置的稳定性及可靠性,降低系统故障率,设计时应该避免使用结构复杂、抗污染能力差的溢流减压阀。
3 钢包长水口操作装置液压控制系统的设计
针对钢包长水口操作装置恶劣的工作环境,在确保钢包长水口操作装能上升、下降、停止以及能跟随钢包随动并始终压紧钢包底部的情况下,简化液压控制回路的设计,取消溢流减压阀,利用结构简单、抗污染能力更强的减压阀和溢流阀替代结构复杂、抗污染能力差的溢流减压阀,实现钢包长水口操作装置在高温环境下的稳定、可靠动作。
在图1的传统设计中,利用Y型中位机能的电磁换向阀和液控单向阀的组合形式,实现了中位状态下液压缸的锁紧功能。该组合结构的优点是利用液控单向阀的几乎零泄漏的特点,在电磁换向阀失电情况下使液压缸可以可靠地停留在任何位置,此种回路形式通常应用于需要工作机构完全可靠地长时间停留在某一位置的情况。但是在钢包长水口液压操作装置中,在浇注状态下,长水口操作装置需要一直压紧在钢包底部,这时候液压缸的无杆腔需要一直通着压力油,只有在浇注结束或浇注开始前换水口时,才需要水口操作装置上升或下降,然后短暂地停留,对长时间精准地停留在某一位置没有苛刻的要求。因此,采用O型电磁换向阀的中位锁紧功能即可满足要求,这样可以极大地简化液压系统控制回路,提升系统的稳定性及可靠性。
为避免采用结构复杂、故障率高的溢流减压阀,该文的设计采用结构简单的直动式减压阀和一个直动式溢流阀替代原系统溢流减压阀的功能。如图2所示,将减压阀的调定压力设定为8MPa,溢流阀的调定压力设定为10MPa,替代图1中溢流减压阀的功能。当连铸机处于浇注状态时,将操作箱控制按钮旋至上升位并保持,电磁换向阀的a端得电,P管的液压油经截止阀a、单向阀b、减压阀、电磁换向阀、单向节流阀b、截止阀c进入液压缸的无杆腔,液压缸有杆腔的液压油经截止阀b、单向节流阀a、电磁换向阀流入T管,液压缸的活塞杆始终处于伸出状态,液压缸的输出力带动长水口操作装置支撑臂将长水口压紧在钢包机构底部。当钢包上升时,钢包长水口操作装置带钢包长水口跟随钢包向上运动;当钢包下降时,液压缸无杆腔压力升高,无杆腔的液压油压力大于溢流阀的调定压力时,液压缸无杆腔的液压油经溢流阀溢流回T管,液压缸的活塞杆向下运动,长水口操作装置的支撑臂带动钢包长水口向下运动,但长水口始终同钢包底部紧密贴合。因此,不论钢包上升还是下降,只要将钢包长水口操作装置的控制按钮置于上升状态并保持,钢包长水口即始终跟随钢包升降,并压紧在钢包底部,实现同钢包随动并压紧的功能。
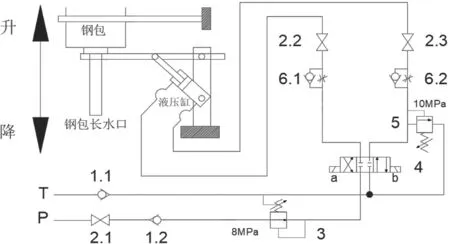
图2 创新设计型钢包长水口操作装置液压控制原理图
当需要更换钢包长水口时,钢包长水口需要升降并能够停止在任何位置。长水口操作装置需要上升时,将钢包长水口操作装置的控制按钮置于上升位,电磁换向阀的a端得电,P管的压力油经截止阀a、单向阀b、减压阀、电磁换向阀、单向节流阀b、截止阀c进入液压缸的无杆腔,液压缸有杆腔的液压油经截止阀b、单向节流阀a、电磁换向阀流回T管,液压缸带动长水口操作装置上升;长水口操作装置需要下降时,将钢包长水口操作装置的控制按钮置于下降位,电磁换向阀的b端得电,P管的压力油经截止阀a、单向阀b、减压阀、电磁换向阀,单向节流阀a、截止阀b进入液压缸的有杆腔,液压缸无杆腔的液压油经截止阀c、单向节流阀b、电磁换向阀进入T管,液压缸带动长水口操作装置下降;长水口操作装置需要停止时,将长水口操作装置的控制按钮置于停止位,电磁换向阀的a、b端都不得电,电磁换向阀的阀芯处于中位,换向阀的P、T、A、B口均被堵死,长水口操作装置可以停止在任何位置。
4 钢包长水口操作装置液压控制系统设计的液压控制回路特点
钢包长水口操作装置液压控制系统设计的液压控制回路有如下特点:1) 采用O型机能的三位四通电磁换向阀,实现液压缸的换向运动及停止锁紧功能。2) 采用双向回油节流调速回路,实现了液压缸活塞杆双向运动速度的自由控制,回油节流调速可利用节流阀的阻尼作用,产生一定的背压,平衡钢包长水口操作机构下降过程中的重力,使得负载在下降过程中更加平稳。3) 采用减压调压回路,使得支路压力可根据支路负载的压力需求灵活调节,避免主油路过高的压力对支路造成不必要的冲击,延长油缸及机构的使用寿命。4) 在支路P管设置高压球阀及单向阀,T管设置单向阀,方便该回路控制系统的设备检修,也可避免其他回路的压力波动对该回路的影响。5) 创新性地利用溢流阀的溢流功能实现系统的过载回油功能,确保了机构同钢包下降随动的动作要求。
5 新型钢包长水口操作装置液压控制系统的优点
对比图2所示的新型钢包长水口操作装置液压控制系统和图1所示的传统设计,新型液压控制系统具有以下优点。1) 采用O型中位机能的电磁换向阀代替Y型机能的电磁换向阀加液控单向阀的锁紧回路,在满足生产工况要求的情况下简化了液压控制系统,降低了设备制造成本及后期的维护成本,降低了系统发生故障的概率,提升了系统的稳定性。2) 采用直动式减压阀和直动式溢流阀替代原有的溢流减压阀,将系统的减压功能和溢流功能独立开来,有效避免了结构复杂、制造难度大、抗污染能力差、成本高的溢流减压阀带来的系统性问题,使系统能有效适应连铸中间包、钢包热辐射的恶劣的工况环境。3) 系统回路简单,减压阀和溢流阀的压力可独立调节,压力调节直观,操作方便,降低了设备的维护难度。4)全部使用国产化液压元件,为装备国产化创造了有利条件,确保了关键技术不被国外公司卡脖子,为民族工业的发展壮大做出贡献。
6 新型钢包长水口操作装置液压控制系统的应用
柳钢转炉厂1#方坯连铸机、1#板坯连铸机、2#板坯连铸机三台铸机均由中冶京诚设计院设计制造,钢包长水口操作装置采用半自动控制方式,通过人工旋转长水口操作装置的旋转手轮实现钢包长水口的更换。投产后,三台连铸机频繁发生浇注过程中水口下落,钢液飞溅,对设备及操作人员的人身安全造成巨大的威胁。水口下落后无法实现连铸保护浇注,钢液与空气接触发生二次氧化,影响铸坯的质量,制约高质量钢种的生产,严重时还会造成铸机生产的中断,造成巨大的经济损失。长水口操作装置的支撑臂也经常被钢包压弯,每年需要进行多次更换,备件需求量大,设备维护劳动强度大,成本高。
2020年2月,工程技术人员按图2所示的思路对长水口操作装置的液压控制系统进行了改造,改造时所有液压元件采用国产品牌,实现了系统的国产化,系统制造费用降低了50%,改造后的设备于2020年2月底投产使用。
改造后,1#方坯连铸机、1#板坯连铸机、2#板坯连铸机连续运行24个月未发生浇注过程中水口下跌的设备故障,长水口操作装置的支撑臂被钢包压弯的事故也得到了解决,未更换过长水口操作装置的支撑臂。实现了连铸全过程的保护浇注,提升了铸坯的质量,为高端钢种的开发创造了条件。液压控制系统实现了系统到元件的全国产化,系统的稳定性及可靠性得到了极大的提升,实现了系统的免维护,降低了系统的运行及维护成本,创造了巨大的经济效益。
7 结语
连铸机钢包长水口操作装置长期受钢包、中间包熔融钢液的辐射,工作环境恶劣,设计时应充分考虑系统恶劣的工作环境,在满足其升、降及随钢包升降随动并压紧钢包底部的工艺需求下,应尽可能简化液压控制系统回路的设计,避免采用结构复杂、抗污染能力差的液压元件,以最简化的回路、最简单的元件,实现系统复杂的控制功能。提升系统的稳定性、可靠性,实现系统的全国产化,降低系统的运行、维护成本。
