大型高速冲压机床滑块运行导轨温度监测
2022-08-28阳帆庄
范 勇,阳帆庄,王 鑫,周 岑
(上汽大众汽车有限公司长沙分公司,湖南长沙 410132)
0 引言
冲压机床作为金属和机械冷加工的关键设备,是装备制造业的加工母机,机床的复杂性、精度、运行效率和柔性也反映了一个国家的制造工业水平。
近年来,随着市场需求的改变,各机械装备也在持续地突破升级,步入定制化、智能化、节能高效等产业格局。汽车作为国家制造工业的重要组成部分,为冲压机床更新迭代、技术革新等提供了强大动力。从普遍流行的液压机到智能化,高柔性的机械压机,再到快速、节能环保型的伺服压力机,机械结构及驱动方式都发生了质的变化,使用范围更加广泛。
本文将针对目前流行的冲压机床滑块运行导轨板异常损坏的问题进行探究,并提出一种实时、快速的温度在线监测方法。
1 压机滑块运行导轨的两种常见结构
目前市场比较受欢迎的压力机主要有机械式压力机和伺服压力机:机械式压力机适用于8~15 SPM(Strokes Per Minute,每分钟冲程数)的高冲次要求,价格相对低廉;伺服压力机冲程速度更高,速度一般在15 SPM 以上,更加节能高效且成型过程可编程、柔性更强,但价格比较昂贵。
机械式压力机通过主电机带动带有离合器—制动器组合的飞轮转动,再通过传动轴、多连杆变速传动机构和偏心轮等,将旋转运动转变为滑块在垂直方向的线性运动,从而使滑块带动模具做功。伺服压力机通过多台伺服电机直接同步连接驱动齿轮,通过中间过渡齿轮轴驱动偏心齿轮带动滑块进行线性运行。
滑块需配有黄铜制八面直角导轨并带有润滑,在整个滑块行程期中滑块完全靠立柱上的导轨进行导向。导轨的间隙可以通过每条导轨上的螺栓进行调整,但为了零件质量的稳定,则要求滑块运行必须要有较理想的垂直度,精确的导轨间隙也是有利于合理的进行冲压(图1)。
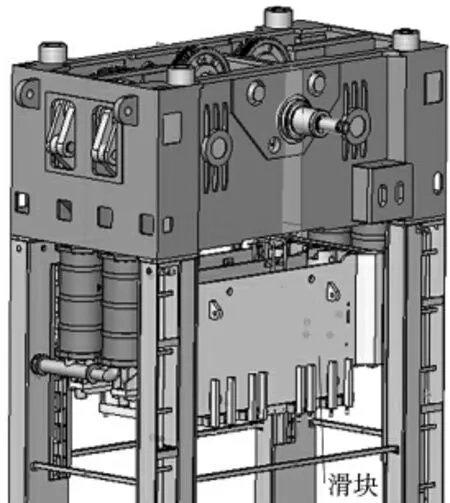
图1 滑块结构
图2 标注出滑块与立柱接触的8 个面,即从编号1-1 至4-2。这8 个面安装有带沟槽的铜导板,与它们对应的立柱面上相应地装有铜导板。需要特别说明的是,为了保证滑块运行具有良好的直线度,必须保证任意接触面间隙与对面接触面间隙之和在0.1~0.5 mm。例如,滑块1-1 的垂直端面与立柱间间隙,叠加上2-1 这个垂直端面与立柱间间隙之和,需控制在0.1~0.5 mm。因此,只有既保证滑块的垂直度又保证导轨的间隙,才能使导轨得到充分润滑。
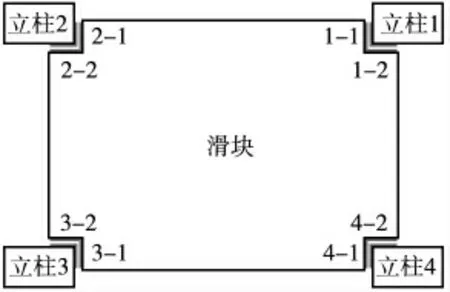
图2 压机滑块俯视图
为保证充足的润滑,往往铜导板板面设计U 形的导油槽,从图3 中可以清楚看到滑块运行铜导轨板及导油槽结构。
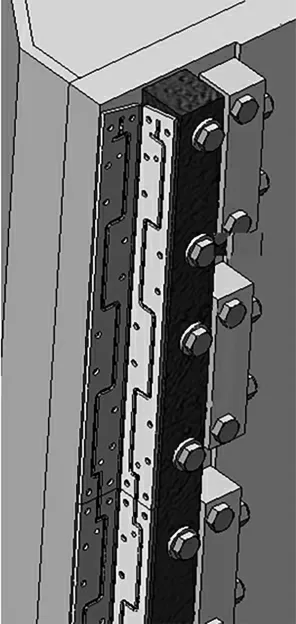
图3 压机滑块导轨板
上述滑块铜导轨结构适用于滑块长行程运行的设备,而短行程高速伺服压机则采用滚轮式滑动,导轨面无需安装铜导板,仅在滑块的8 个端面安装辊轮,这种结构简单、维护简单。
2 压力机滑块导轨板常见问题探究
压机滑块在实际运行中可能会受到多种因素的影响,严重情况下会导致铜导板的拉毛、烧毁,而且从出现异常到损坏持续时间非常短,极端情况1~2 个冲程就会出现致命性的损伤。下面将针对滑块运行铜导板结构进行深入分析和研究。
滑块运行异常状况下,铜导板损坏常见的原因有:①铜导板自身材料有问题,有杂质掺杂;②产品品质问题,立柱不垂直引起导轨间隙不均匀;③滑块带动长拉伸模具成型过程严重偏载;④润滑回路润滑供给不足或铜导板U 形槽设计不合理,导致铜导板润滑不足;⑤导轨安装精度误差,调整间隙过小;⑥导轨面有异物进入,如金属杂质等。
上述原因中,目前随着国内机床品质的提升,极少出现原因1、原因2 的类似缺陷;原因3 对于滑块运行长行程可能性也较低,板料成型中即使存在冲压行程很大的板件但几乎不存在烧毁整个导板的可能;原因5、原因6是技术人员在使用维护中需要定期检查维护的,一旦出现将会致命性的损伤。
图4 是滑块导轨烧毁及拉毛后铜粉脱落的情况。针对滑块导轨板损坏烧毁的问题,本文提出设计一套可行性方案,实施动态监测导轨运行状态,辅助设备使用或维护人员能够及时发现停机检修、减少损失。
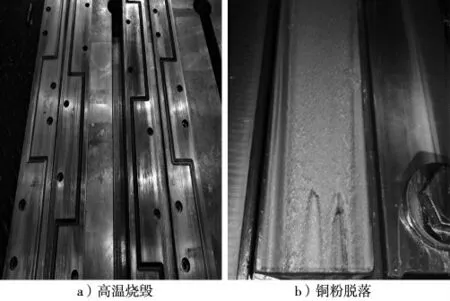
图4 滑块铜导轨板异常
3 滑块导轨温度实时在线监测
通过设备长期运行跟踪进行数据采集发现,正常运行时导轨温度维持在30~35 ℃,而发生故障时导轨温度均已接近140 ℃,前后温差范围非常大,并不会因为温度过于敏感而无法监测,因此可通过温度实时监测进行预警,当温度升高后立即触发设备停机。为此,在滑块导轨板预埋了温度传感器。本方案采用欧姆龙E52-P10AEY 型温度传感器,其测温范围为0~250 ℃,直出型导线可用于导轨板的温度监测。
为了真实反映滑块导轨板的状态,分别在滑块全行程运行的铜导板固定导轨上、中、下三处位置打孔预埋入温度传感器,并通过PLC 实时采集温度信号。
为验证本文所提出滑块导轨板温度监测方案的有效性,在PLC 中配置了相关故障点,监测温度不仅在压机主控HMI 同步显示(图5),同时WICC 也配置了相应的故障报警信息,根据压机正常运行温度将系统报警温度设置为50 ℃,一旦监测温度出现异常将立即触发设备停机并通过故障报警灯通知设备进行检查处理(图6)。

图5 滑块导轨板温度实时在线监测

图6 压机主控HMI 报警信息配置
4 结论
本文所提出的方法,不用改变原有的设备结构,经济便宜,可实施性强,不但能实现滑块铜导轨板的运行温度的监测,而且也提升了设备自主监测的智能化水平,具有一定的参考意义和推广价值。
