水下螺柱焊枪的研制与应用
2020-09-10薛延华杜永鹏朱小俊申云磊
薛延华 杜永鹏 朱小俊 申云磊





摘要:针对海洋工程中的安装固定及封堵维修等水下作业需求,基于短周期拉弧焊接技术设计了一种水下螺柱焊枪,并从安全用电设计、供气排水设计和施工便利性设计等角度介绍了焊枪设计关键环节。对水下螺柱焊枪开展了水密性试验、供气排水试验及水下焊接测试,结果表明,焊枪具有良好的防水性能,操作安全可靠,能有效实现螺柱的水下快速焊接。
关键词:螺柱焊;水下焊接;焊枪
中图分类号:TG455文献标志码:A文章编号:1001-2303(2020)03-0037-04
DOI:10.7512/j.issn.1001-2303.2020.03.07
0 前言
在海洋工程领域,经常需要对结构物实施水下固定安装,以及对破损结构进行水下封堵修复等作业。为了完成上述工作,通常在陆上焊条电弧焊的基础上,通过改变焊材、改进焊接设备和焊接方法来开展水下湿法焊条电弧焊[1]。受水下特殊环境的影响,水下湿法焊条电弧焊在工程应用中存在操作困难、对潜水员技能要求较高等问题,急需一种操作简便易学、焊接质量可靠的水下焊接方法。螺柱焊技术凭借其操作简单的优势,使得破解上述难题成为可能。
螺柱焊是将金属螺柱或其他类似的紧固件直接焊至金属工件的一种焊接方法。在焊接过程中,当焊接程序启动后,在螺柱与金属表面形成先导电流并清除表面涂层或污渍;随后焊枪按照设定程序自动将螺柱提升至设定高度,通电引弧后,通过外力将螺柱缓慢插入熔池;继续施加短暂电流和持续供气,对焊接接头加热形成结晶接头。随着电力电器件的发展,螺柱焊接技术得到了推广[2],已达到可以完全代替铆接或钻孔螺栓紧固的效果[3]。唐识等人[4]开展了螺柱焊技术在核电建设领域的研究工作,通过相应技术手段控制结构模块螺柱焊质量。殷浩澍[5]研究了螺柱焊技术在船厂的应用,并提出了应用过程中需注意的问题。
尽管螺柱焊接技术在陆上焊接作业中获得了成功应用,但考虑到水下焊接的特殊条件,若将其应用于水下施工中,需解决电弧的气体保护、设备的防水防腐耐压以及操作者的人身安全等诸多问题。在国外,Masanobu等人开展了水下螺柱焊接技术研究[6],但未进行必要的工艺测试;国内有关螺柱焊的水下焊接应用研究较少,鲜有可供参考借鉴的相关文献资料。
本文介绍了一种基于成熟的短周期拉弧焊接技术的水下螺柱焊枪,借助该焊枪可实现螺柱的水下快速焊接。该焊枪的成功研制丰富了水下作业施工的技术手段,为水下螺柱焊接技术的推广应用提供了有力的支撑。
1 水环境对水下螺柱焊要求
水下螺柱焊技术与陆上短周期拉弧焊接技术工作原理相似,但在焊接过程初期,需要在螺柱与金属表面局部密封,通过供气排水使焊接局部形成干式环境,以满足后续焊接操作过程所需条件。
与陆上螺柱焊不同,在水下焊接过程中,潜水员所处的环境潮湿,极易发生麻电等危险,一旦受到电击,轻则造成潜水员的放漂、撞伤、摔伤等,重则会直接导致潜水员死亡。为此,水下螺柱焊接过程研究中需要重点关注水下用电安全问题。
由于水下焊接作业时需佩戴潜水头盔、气瓶等器材,操作灵活性差。潜水员进行水下螺柱焊接时,对焊接设备的灵活便利性提出了更高的要求,因此,还需从操纵灵活便利角度开展水下螺柱焊枪设计。
2 水下螺柱焊枪设计
根据水下螺柱焊接工作原理,结合水下焊接的特点,制定了如图1所示的水下螺柱焊焊枪设计方案,并从防水耐压、供气排水、气体保护、安全用电、自动控制轻量化等角度开展相关研究工作。
2.1 安全用电设计
水下螺柱焊枪安全用电设计包括焊枪密封设计、焊枪工作电压设计和焊接电流控制设计3个方面。
为确保水下螺柱焊枪内电子元器件和执行机构的使用安全和用电安全,焊枪设计需要解决密封问题。焊枪的密封部位主要包括后端调整装置、前端的电磁提升传动装置、焊接启动开关以及焊接电缆连接装置等。其中焊枪后端调整装置属于静密封,可采用防水密封帽;电磁提升传动装置的传动轴实现往复直线运动,属于动密封,为保证其往复直线运动,采用石墨轴承和活塞密封组件实现传动轴对中和动密封;焊接启动开关采用防水磁性开关,确保整体密封性能。焊接电缆连接装置是将焊接电流(最大约1 600 A)传导至焊接螺柱上的重要部件,它需要保证较大的焊接电流,必须将其对提升装置的运动影响降至最低。为解决这一问题,设计了由导电轴、柔性线缆、电缆转接器和密封罩体组成的焊接电缆连接装置,如图2所示。
为了保障潜水员的水下用电安全,在水下焊接操作过程中应严格遵守国家标准《水下焊接与切割中的安全》中的规定,将工作电压控制在水下人体能够直接接触的安全电压值范围内(直流36 V)。该螺柱焊接电源在提供最大焊接电流1 600 A时,焊接电压小于直流24 V,完全满足水下安全用电的技术要求。為保证焊枪其他零部件的用电安全,焊枪中的管式电磁铁的电压为直流24 V,控制电缆的电压为直流12 V。
影响潜水员水下用电安全的另一重要因素是焊接电流。为避免焊接电流对潜水员的影响,在焊枪设计中采取的具体措施如下:(1)对焊枪本体进行耐压防水设计;(2)在提升装置中利用绝缘体将焊接电流与焊枪本体隔离,避免焊接电流“回流”至潜水员;(3)焊枪的焊接启动控制程序采用防差错设计,即只有螺柱顶端与金属表面接触并提升一定高度时,按下焊枪磁性开关才能启动焊接过程,从而避免潜水员在水下误操作发生触电和焊接电流通过潜水员身体等安全隐患。
2.2 供气排水设计
供气排水设计包括排水结构设计、排水气罩进气方式设计和排水保护气体选择3个方面。
为保证水下螺柱焊接质量,减少水下环境对焊接熔池的影响,在水下螺柱焊枪的前端设计有如图3所示的排水气罩,它具有局部排水和气体保护两个功能。排水气罩的进气方式对罩内气流的稳定性以及排水效果影响很大,当罩内气体为层状或流束状运动时,既可以减少气流对电弧的扰动,又有利于罩内积水和焊接烟雾的下压、外排。排水气罩的进气方式有多种:径向进气、切向进气和带镇静气室的环向进气。在参考已有文献资料的前提下,以降低气罩罩内气流紊乱程度为目标,选用正向进气且有镇静气室的气罩结构[7]。对于正向进气且有镇静气室的排水气罩,不论是罩内的速度分布还是压力分布都很均匀,气体在镇静室内得到了充分的缓冲,保证了罩内气流的稳定。排水气罩上部气流的速度大于下部,能够达到将焊接烟雾下压和排出的目的,满足设计要求。
对于气体类型的选择,局部干法焊接使用的保护气对水下螺柱焊提供了有益的参考[8-9]。在局部排水焊接中使用的气体主要包括空气、CO2和Ar三种气体。空气中含有大量氧气,具有较高的氧化性,影响到焊接质量;CO2在高温下分解出的氧气具有较强的氧化性,并且随着温度的升高增强,在螺柱焊接过程中较为不利;Ar是惰性气体,不与金属产生化学反应,同时Ar不溶解于液态金属,将其作为气体保护层,可防止被焊金属中的合金元素高温下氧化烧损,且保护效果好,能获得较高的焊接质量。因此,在水下螺柱焊接过程中采用氩气作为排水和氣体保护焊气体。
2.3 施工便利性设计
水下螺柱焊枪的施工便利性设计包括结构优化减重设计、焊接过程优化控制设计等。
由于水下螺柱焊枪采用短周期拉弧焊原理设计,其内置电磁提升、执行机构等相关组件,质量较大,会影响潜水员水下使用。为减轻水下螺柱焊枪的质量,设计时焊枪本体采用超高分子量聚乙烯材料加工而成,该材料具有强度高、抗冲击、耐磨和防腐性好等优点,且密度较低(0.97 g/cm3)能减轻焊枪的整体质量。另外,对于电磁铁-弹簧提升机构的传动轴等部件,采用中空设计,可以进一步减轻焊枪内部机构质量。
在水下螺柱焊接过程中,螺柱的提升高度、时机和持续时间是关键参数。为保证自动焊接过程,螺柱提升和下落运动的实现主要由焊枪内的电磁铁线圈的通断电和弹簧的压缩、释放来完成。当按下焊枪开关,焊枪中的电磁线圈通电,使铁心产生向上的运动压缩弹簧,螺柱随之提起一定高度;焊接预设时间到达之后,电磁铁线圈断电,在弹簧恢复力和电磁铁铁心重力作用下,螺柱插入熔池完成焊接。
通过防水、供气排水、气体保护、用电安全以及自动控制等特殊设计,研制完成如图4所示的水下螺柱焊枪。
3 试验验证
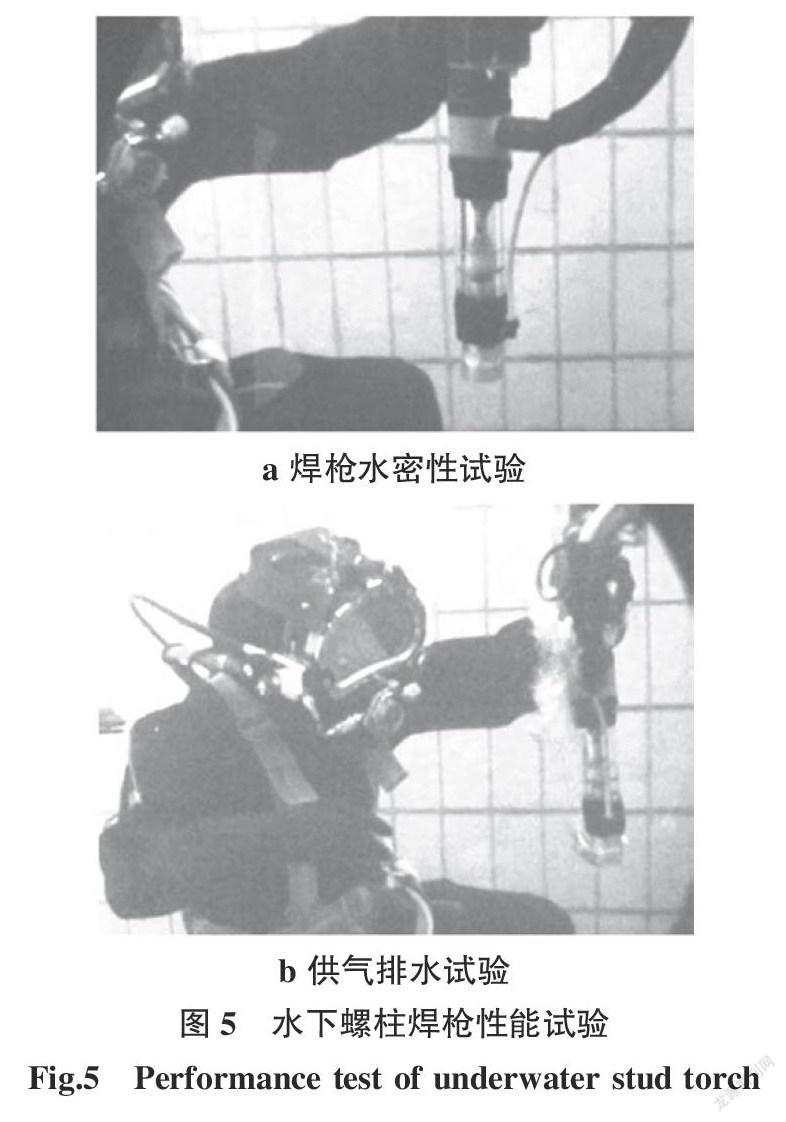
为验证水下螺柱焊枪的实用性、可靠性和安全性,对水下螺柱焊枪进行焊枪水密性试验和供气排水试验等测试,如图5所示。
将水下螺柱焊枪的供气排水保护罩放置在水槽中,启动焊接开关,焊枪保护罩内出现气泡。当供气一定时间后,水下螺柱焊枪能够自动引弧。上述动作的顺利完成证明焊接区域的排水效果良好。
将螺柱焊枪放置在水深为4 m的水中进行水密试验。经过0.5 h后,未发现水下螺柱焊枪的透明观察管出现水滴现象,证明水下螺柱焊枪能满足设计的密封性能。开启焊接开关,水下螺柱焊机按照设定参数实施水下供气排水。根据潜水员在水下的观察结果可以证实,焊枪排水效果良好。
顺利完成上述测试工作后,在青岛近海某码头开展了水下螺柱焊工艺试验。作业区域水深4 m,能见度约2 m,焊接用螺柱直径10 mm,母材为Q345船用钢板,板厚8 mm。水下螺柱焊焊接成形如图6所示,焊后经弯曲测试,被焊螺柱性能满足设计要求。
试验结果表明,该水下螺柱焊枪具有焊接时间短、操作简单、安全性高、焊接质量好等特点,可以在水下将螺柱直接固定于金属表面上,代替铆接、钻孔和攻螺纹连接,满足水下快速固定、安装以及应急抢修等作业需求,可用于封舱打捞、水下构件安装等水下快速固定、安装等作业,也可以用于破损船舶的水下快速堵漏或抢修等工程。
4 结论
(1)设计了一种基于短周期拉弧焊接技术的水下螺柱焊焊枪,解决了安全用电设计、供气排水设计和施工便利性设计等焊枪设计关键技术。
(2)水下螺柱焊枪具有良好的水密性,能够根据需要排干电弧区域周围的水分,满足螺柱焊接要求。水下螺柱焊枪设计安全可靠,可在水下安全地引燃电弧。
(3)水下螺柱焊接技术能够在短时间内实现水下快速连接,在水下打捞修复等工程中有着较大的推广价值。
参考文献:
[1] 张洪涛,钟诗胜,冯吉才. 水下焊接技术现状及发展[J].焊接,2011(10):18-22.
[2] 张义,陈小敏,张景林. 电弧螺柱焊电源的发展方向探索-超级电容器在螺柱焊机中的应用[J]. 电焊机,2010,40(4):1-6.
[3] Jorg H,Hadi S. A review on assessment of fatigue strength in welded studs[J]. International Journal of Steel Structures, 2014,14(2):21-438.
[4] 唐识,张俊宝,董永志. 螺柱焊在三代核电工程结构模块中的应用[J]. 电焊机,2016,46(8):1-6.
[5] 殷浩澍. 螺柱焊在船厂的应用[J]. 电焊机,2006,36(1):19-22.
[6] Masanobu H,Fumikazu T. Underwater Stud Welding[J]. Transation of the Japan Welding Society,1979,10(1):67-71.
[7] 贾文卓,朱加雷,高辉,等. 水下局部干式焊接排水气罩研究[J]. 北京石油化工学院学报,2010,18(4):47-50.
[8] 贾滨阳. 高压气体环境对GMAW焊电弧形态影响[D]. 北京:北京化工大学,2012:1-50.
[9] 赵华夏. 高压环境焊接电弧特性及熔滴过渡行为研究[D].北京:北京化工大学,2010:1-20.