火焰喷涂设备特点及其在金属零件修复上的应用
2022-08-19彭怡楚
彭怡楚
(安徽工业大学冶金工程学院,安徽 马鞍山 243032)
随着人类社会的发展,人们的出行方式越来越多样化,海、陆、空配套的交通工具也越来越先进,需要使用大量的金属零件。随着交通工具使用年限的增加,金属零件因磨损、腐蚀、划伤而造成的机械损伤增多,造成零件尺寸超差不能使用,需要重新修复才能再次使用;部分高强度钢、钛合金类金属零件的表面镀铬次数有限制,镀铬次数增加会带来更多潜在的氢脆失效风险,造成零件失效。目前,再制造工程技术不断拓展,涉及修复失效的金属零件、对零件表面进行强化等,应用最多的是喷涂工艺、电刷镀工艺和电火花强化工艺等,其中热喷涂应用领域广阔。火焰喷涂技术作为一种热喷涂工艺方法,在大型船舶、民用航空领域应用广泛,一些关键金属零件的制造和修理均已采用火焰喷涂技术代替电镀铬,用于金属零件尺寸修复与表面改性,扩展零部件用途和延长寿命,创造出巨大的经济和社会效益。
1 火焰喷涂技术特性
现代科学技术和现代工业的发展,对各种金属零件的表面性能要求越来越高。热喷涂技术是一种零件表面涂层处理技术,能够制出优于本体材料性能的表面功能薄层,赋予零件耐磨损、耐高温、防腐蚀、防辐射、抗疲劳等性能。火焰喷涂技术是热喷涂技术的一种,是一种可在材料表面高效率、快速地形成涂层的热喷涂工艺方法,该工艺利用一种特殊结构的喷枪将材料加热并雾化成熔化或半熔化的粒子,经加速后高速撞击零件的基体表面,获得结合致密性好、强度高的高质量涂层,广泛用于零件表面改性和尺寸修复。基于火焰喷涂技术研发的火焰喷涂设备功能不断提升,火焰喷涂方式包括火焰粉末喷涂、火焰线材喷涂等离子喷涂、超音速火焰喷涂等,火焰喷涂设备的控制系统能够控制不同的喷涂工艺,在进行不同种类喷涂时,如果配置了各自工艺控制中心,能实现通过一个控制柜接口,同时控制任何一个或所有喷涂工艺的功能。
2 火焰喷涂设备特点
2.1 系统总体
火焰喷涂设备应具有完整性及成套性,至少应包括核心喷涂系统、喷砂系统、除尘系统、隔音房等(图1)。需具有成熟的控制系统,易于操作,可对整个工艺过程精准操作和适时监控。喷涂房、喷砂房外的线缆及软管应使用钢制保护桥架;所有进入喷涂房、喷砂房的供电电缆应穿管保护,符合国家电工安全要求:充分考虑配套煤油、乙块、氧气等喷涂燃料的储存、输送安全。
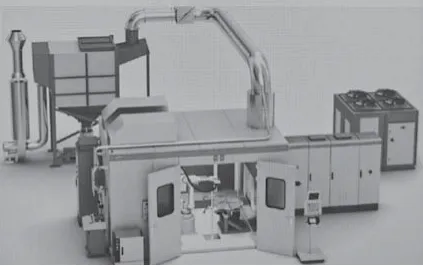
图1 火焰喷涂设备外形示意图
2.2 喷涂系统
(1)喷涂系统包括工艺控制柜、气体控制中心、分配控制器、水冷却系统等主体设备,以及除尘器、风机、喷涂隔音房、机械手、转台等喷涂外围设备。喷涂系统应配置集成控制系统,可对系统内的所有设备进行集中操控,具备对系统各分组件实现供电、收集故障信息,安全操作连锁等功能,系统专门配置相应的扩展接口箱,联结相应设备,提供系统安全连锁、系统联动运行、机械手协调运动。
(2)所配喷枪应能满足各类涂层材料的喷涂要求,可获得高致密性,高硬度涂层;同时能满足大、中型钢制零件喷涂的效率性要求,同时兼顾小型钛合金零件单件喷涂时的热量控制、经济性等要求。配备的送粉器应具有高精度闭环控制功能,同时具有显示送粉率的功能。配备热喷涂工艺专用冷却系统,制冷能力能满足火焰喷枪满负荷下冷却需要;应配置工件冷却装置,具有不少于两组压缩空气冷却装置,每路喷嘴压缩空气的启停采用集成控制系统控制;配置调压,冷却效果满足工件喷涂时的冷却需求。喷涂系统应配置六轴机器人喷枪夹持模块,采用六轴机械手,同时配备夹持喷枪的机械手枪架,辅助配备立卧两用旋转工作台,具有安全连锁,能与机器人实现联动;旋转工作台运动精度能满足喷涂工艺要求,能够适应喷涂过程中零件受热带来的长度增加,可以杜绝非柔性工装可能导致的零件受热变形现象,具有非转动定位功能,电机轴承具有防尘功能。配置滤筒式除尘器,除尘能力满足喷涂房除尘需求。
2.3 喷砂系统
(1)喷砂系统工作原理:室外空气经喷砂室顶部安装的分散送风消音板送入室内,在喷砂室横断面形成空气静流层,将室内砂粒、清理物灰尘等经吸砂地板带入分选器,由分选器将有用砂子和其他废物分开,有用的砂子流回喷砂罐循环使用,其他废物被空气带入除尘器,经过二次除尘后,灰尘流入垃圾桶,洁净空气经鼓风机排入大气,喷砂系统原理示意图如图2。喷砂系统用于金属类零件为主(材料以钛合金或高强钢为主,也有部分其他材质,如渗碳钢等)表面喷砂处理,自动回收砂料封闭喷砂,可满足对工件涂层的剥离,也可达到清除锈层、氧化皮、毛刺、电镀与涂装前期预处理等要求。

图2 喷砂系统原理示意图
(2)喷砂系统应配置至少2套独立的喷砂单元,用以满足钢制零件与钛合金零件喷砂工序的严格分离:2套喷砂单元所配喷砂枪都应配置进口调砂、进口气动排气、调砂以及喷砂管。所配砂粒分离系统应配置两级分离系统,第一级应为不锈钢制旋风分离系统,第二级应为振动筛分系统,配置不锈钢筛网,可按照实际需要选用不同目数进行筛分。钢制零件喷砂单元应配置喷枪夹持机构,具备至少一个自由度,能满足中小型钢制零件的喷砂需求,同时兼顾零件快速装夹,夹持机构移动轴应有良好的防砂处理。应配置集成控制系统,集成过程中采用知名品牌可编程控制器为控制核心单元,具备对系统各分组件实现供电、收集故障信息,安全操作连锁等功能,电路设计上充分考虑安全、可靠,风机的控制具有过热、超载、缺相、反向等保护功能。喷砂系统应配置脉冲干式滤筒除尘器,采用脉冲反吹清灰方式,过滤精度高、过滤阻力小、粉尘排放量小,滤芯数量满足喷砂房除尘及回砂等功能需求。所配喷砂房应有良好的隔音功能,系统回砂和除尘采用2台风机,用于砂料和粉尘的回收,风机配有隔音罩,系统运行时噪音水平符合国际相关标准。
2.4 除尘系统
整套设备所有除尘器均应采用滤筒式除尘,滤筒采用知名品牌(如:唐纳森品牌或同等级品牌),喷涂系统滤芯数、钢制零件喷砂单元滤芯数、钛合金零件喷砂单元滤芯数等均应有明确要求。除尘器应采用PLC控制,并有压差显示:除尘器所配风机排风量应不低于35000m/h,风机轴承采用进口品牌,风机应配置出口消音器,喷涂系统风机排风口高度应符合环保相关要求,风机排风管出口应配置防雨眉。除尘风机应配置变频控制器,喷涂系统运行为全频运行,喷涂系统停机时可选择节能模式运行。除尘器滤芯脉冲反吹系统电机为防爆电机,同时应具有压缩空气干燥设施,确保压缩空气含水量不超标;除尘风机配隔音房、检査平台,除尘器抽风及排风管应进行防腐处理。
2.5 隔音房
所配喷涂房以及喷砂系统中钢制零件喷砂单元房应有良好的隔音功能,隔音板喷涂房进风口、排风口均应配置消音器,系统运行时噪音水平符合国际相关标准;喷涂房工作门应设置警示灯并有电器联锁设计,当系统进行喷涂时,警示灯应闪烁,单开工作门应能在房间内开门;喷涂房应配置观察窗不少于2组,观察视窗应配置3层隔音玻璃。应配置防尘照明灯,光照度大于300勒克斯。
3 火焰喷涂技术应用
火焰喷涂工艺技术现阶段已经较为成熟,是目前应用比较广泛的喷涂方法之一,是再制造工程中的关键技术,也是喷涂工艺今后发展的主要趋势,该技术在金属零件修复上应用广泛,可以制备出减摩耐磨、抗高温氧化、耐腐蚀、防辐射、导电绝缘等功能涂层。
(1)火焰喷涂工艺相比传统的等离子喷涂,涂层孔隙率更低,一般不大于1%,而等离子涂层一般不大于6%;基体结合强度更高,不小于70Mpa,而等离子涂层一般不超过50Mpa。相比传统镀硬络工艺,涂层孔率低(硬铬层易产生网纹,导致漏油漏气)、硬度和耐磨性高(碳化钨/钻涂层耐磨性是硬铬层的4倍以上),无氢脆。另外,等离子喷涂和镀铬层均为拉应力,火焰喷涂则可产生压应力,因此涂层厚度远远高于等离子涂层和镀铬层(等离子涂层厚度极限0.8mm,镀铬层厚度极限0.2mm,火焰喷涂涂层厚度极限2mm),抗疲劳性能更优,更能满足零件修理质量要求,已大量应用民航客机金属零件的制造和维修中,火焰喷涂新型设备,自动化程度、生产效率、涂层质量更高。
(2)火焰喷涂技术主要用于功能性涂层制备,可用于解决零件机械损伤中因磨损、腐蚀、划伤造成的尺寸超差以及高强钢、钛合金类零件的代辂修复,综合性能优异。其主要特点为:
涂层比铬层硬度高,摩擦系数低,耐磨性更好;涂层表面为压应力,可提供更高的涂层厚度,最高可达2mm,可进行大尺寸修复,比镀铬结合力好、强度高,不产生氢脆,可代替铬。
高速区范围大,可操作喷涂距离范围大,工艺性好;火焰及喷涂粒子速度高,可连续喷涂,工作效率高。适用范围广,适用于所有的金属和金属合金材料。
对零件基体影响小,喷涂过程中零件表面温度可控制在200℃以下,可有效避免对零件基材的影响。环境污染主要为废气和噪声,废气处理率99%以上,噪声通过厂房隔音控制在85dB以下,环境污染小。
(3)火焰喷涂技术适用于所有的金属和金属合金材料,可用于机械零部件腐蚀、裂纹、磨损、划伤等损伤缺陷排除后的尺寸恢复,亦可用于高强度钢、钛合金零件的代铬修复,适用范围广泛。该技术可用于喷涂碳化钨、碳化铬、钴基合金、镍铬合金、不锈钢等材料,基本涵盖了各类功能性涂层,可满足零件修理的各类需求。
(4)火焰喷涂技术成熟可靠,对基体材料疲劳性能影响很小,耐磨性能是电镀硬铬的4倍以上,密封性能远优于硬铬。美国曾在上个世纪九十年代中期开展火焰喷涂工艺代替电镀硬铬的研究,选用飞机起落架为试验对象,飞机起落架在对其喷涂涂层后,后期经过1700多次的飞行起降未发现任何问题,性能良好。
(5)火焰喷涂新型设备,有较好的易用性、维护性。经调研国外品牌在国内设有设备代理商,均可提供全面的培训服务,包括详细的操作、检测、日常维护及标准的喷涂工艺等。设备在使用维护时无特殊要求,主要易损件为喷枪枪管,设备供应商提供的相关备件包可保障设备正常运行1500h易损件的更换需求。
4 结语
随着火焰喷涂技术的发展和应用范围的不断扩大,火焰喷涂技术将成为航空设备、大型船舶再制造领域不可或缺的中坚力量,它将不断提高和发展,以适应再制造领域的快速发展。提高火焰喷涂技术在金属零件修复中的应用范围实现高效规模化生产,提高生产效率的同时获得可靠、稳定的高质量涂层,进一步提高再制造零件的性能,进而实现节能减排目标具有重要的现实意义。
