条筒圈存容量扩增技术的现状与创新
2022-08-18刘广喜
倪 远,刘广喜
(1.纺之远(上海)纺织工作室,上海 200063;2.北京玛达恒力机电技术有限公司,北京 100176)
1 条筒圈存容量扩增技术现状
在纺纱流程中,梳棉、并条和精梳工序的在制品棉条,是被盛放在棉条筒里、物流输送到下一工序的。对于以棉条为输出产品的工序,棉条圈存是重要的工艺环节,梳棉机、并条机和精梳机的棉条圈存均由圈条器完成。有关圈条器圈存棉条的方式和参数有多种不同的选择,如大圈条和小圈条方式,圈条盘与条筒回转方向异同方式;条筒直径、圈条盘直径及其偏心距的选择,以及其他圈条工艺参数的改变,都会影响到圈条过程的平均张力、气孔尺寸和棉条容量等。因此,对于圈条器的圈条方式和圈条工艺参数,业内外人士进行过很多专业探讨,提出了较多的、有关圈条张力和圈存容量等工艺的优化方案。
关于条筒圈存容量扩增的技术研究,在20世纪70年代~90年代有较多探索。国外有企业在并条机和精梳机上进行了条筒棉条圈存容量扩增方案的产业化应用,主要采用2种纯机械的圈条器附加容量扩增形式,动态改变条筒与圈条盘偏心距的复合运动,即条筒自转+横动复合运动或条筒自转+公转复合运动技术结构的圈条器。瑞士立达D1型和D 0/6型并条机、日本丰田DE2C型和DE2P型并条机、日本OM公司OES/VDM500型并条机、英国拨拉脱公司的Versamatic 746型并条机的RTC(Reciprocating Turntable Coiler)圈条器等,都应用了纯机械圈条器附加扩容;在精梳机上,瑞士立达的E 7/4型和E 7/6型等,也应用了纯机械圈条器附加扩容,其实际增容率为30%~50%[1]。
归纳有关圈条器圈存容量优化及附加容量扩增结构技术应用和研究的文章[1-7],主要有以下结论。
a) 在不改变圈条器结构的情况下,4种圈条方式中圈条器圈存容量的大小依次为:大圈条异向回转、小圈条异向回转、小圈条同向回转、大圈条同向回转。
b) 改变气孔大小会影响圈存容量,气孔过大、过小都会使圈存容量减小。在偏心距不变的情况下,直径为300 mm~800 mm、采用大圈条异向回转的条筒,在气孔直径与条筒直径之比为0.51~0.55时,圈存容量最大。
c) 条筒容积正比于条筒直径的2次方,但圈存容量并不正比于条筒直径的2次方,而是大致正比于条筒直径的3/2次方。
d) 国外主机的圈条器附加容量扩增技术结构,主要有2种形式,即:条筒自转+横动复合运动(RTC)或条筒自转+公转复合运动;直径为500 mm的条筒应用RTC 圈条器增容率为15%~20%;应用条筒自转+横动复合运动(RTC)或条筒自转+公转复合运动圈条器,在条筒直径为600 mm和气孔直径为250 mm时,计算的增容率分别为29.4%和43%。
e) 已有2种增容技术方案的探索均为机械联动的复合运动,最大增容率不大于50%。现有技术中增加机械联动复合运动的实质,只是动态改变底盘与圈条盘之间的偏心距,未同时改变底盘和圈条盘的转速比。由此可以得出:① 2种机械式配置的偏心距运动方程不符合棉条在条筒径向密度分布的优化规律,增容效果一般;② 复合运动过程中棉条圈放的圈距不均匀,棉条间易粘连;③ 棉条受到的圈条张力波动范围增大,对棉条品质产生不利影响。
正因为上述原因,近20多年棉条条筒圈存容量扩增技术没有延续产业化应用,也未见有发展进步的相关信息报道。在ITMA 2019西班牙国际纺织及制衣技术展览会上,德国特吕茨施勒公司开始宣传梳棉机条筒棉条容量扩增技术,在其最新机型TC 19i型梳棉机上应用了T-MOVE 2型圈条器,其增容率仅为5%~8%。图1为其他圈条器和T-MOVE 2型圈条器棉条容量对比。

a) 其他 b) T-MOVE 2型 图1 圈条器容量对比
2 条筒圈存容量扩增技术应用必要性
随着纺纱技术的进步,前纺各工序向着高速和重定量双重增产的高效化生产方向发展。主机出条速度特别是高速并条机的最高出条速度已经超过1000 m/min,直接增加了条筒卷装的更换频率,同时由于用工成本不断升高,致使条筒人工搬运的物流成本增大,因而梳棉、并条和精梳工序,为了减少换筒频率和降低物流成本,都采用了增大条筒直径和高度的方法来增加条筒棉条的容量。目前,梳棉机和并条机的条筒直径已经超过1000 mm,甚至已有1300 mm以上的应用实例出现。
但是,大直径条筒的应用显著增大了圈条器的尺寸和机台占地面积;并条机机台喂入部分的大直径条筒阵列,不仅使值车操作难度增大,而且喂入部分导条工艺张力差异也增大;大直径圈条器和条筒的使用加大了主机和条筒的投资、维护成本。在不增加条筒直径和高度、不增大圈条张力波动范围情况下,研究条筒棉条圈存容量扩增技术非常必要。
3 条筒圈存容量扩增技术应用瓶颈
现有技术中,已有探索的2种复合运动增容方式,条筒直径为600 mm时的最大增容约为50%,那么进一步增容还需突破哪些技术瓶颈呢?
图2是直径为600 mm条筒在普通圈条器的径向密度曲线,图3是直径为600 mm条筒自转+往复增容机构圈条器的径向密度曲线。

图2 普通(未增容单叠层)圈条器的径向密度曲线
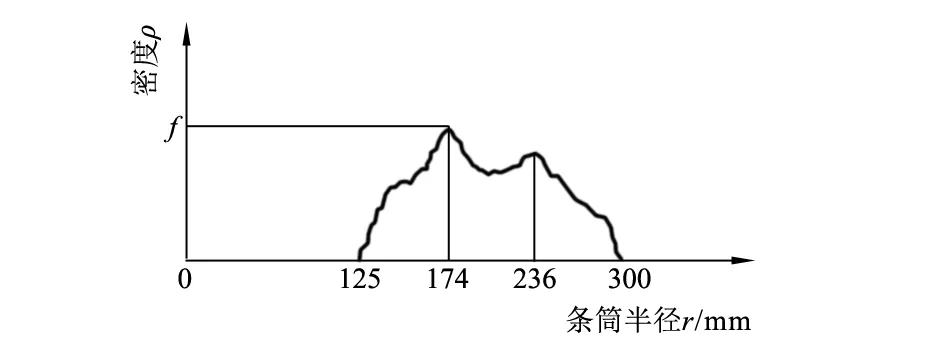
图3 自转+往复增容机构圈条器的径向密度曲线
由图2可以看到,普通圈条器的密度最高部位位于气孔边横坐标为140 mm处,密度次高部位位于接近条筒边缘横坐标300 mm处。在增加机械联动的条筒自转+往复式复合运动圈条(RTC)复合运动增容方式后(图3),密度最高部位移到了横坐标为174 mm处,密度次高部位移到了横坐标为236 mm处。直观比较发现,增容后的密度极差降低,密度分布不匀率相对好转。由图3可以看出:位于气孔附近的密度大幅降低;条筒半径最大处的周长最大,棉条圈存容积占比也应最大;但实际上位于条筒最大半径附近的密度降低很大,大幅影响圈条器总体的增容效果。
究其原因,是由于机械联动复合运动是由2种运动相互牵制、无法针对性控制径向密度分布的增容模式,因此总体增容效果一般。由于增加复合运动的实质是改变条筒与圈条盘之间的偏心距,而未能相应改变底盘和条筒的转速,即机械联动的复合运动是一种固定圈条比的圈条型式,圈条过程中棉条圈的圈距不均匀及棉条受到的圈条张力波动范围大幅增加,均会对棉条品质产生不利影响。
4 条筒圈存容量扩增技术的创新
2017年,北京玛达恒力机电技术有限公司和纺之远(上海)纺织工作室联合研发了条筒圈存容量扩增技术,创新设计了自转+往复复合运动增容机构的驱动控制方式与机构。在普通圈条器密度曲线(图2)形态基础上研发出程序控制“条筒偏心距分级横移+自转分级变速驱动+叠层比例配置”的增容模式。对于大圈条方式,保持普通圈条器密度曲线的2个密度峰值,特别是不降低条筒最大半径处的密度峰值,在密度曲线中部进行叠层比例配置下的填谷增容,使径向密度不匀率大幅度改善,实现了条筒棉条圈存容量的大幅度扩增。
研究条筒圈存容量扩增技术,对于棉条径向线密度曲线的求解十分重要,但是其精确计算难度很大,参考资料提供的计算方法不便于实际生产应用;而如果没有棉条径向线密度曲线作为条筒圈存容量扩增工艺的依据,要实现增容工艺参数的优化却是不可能的。鉴于此,笔者团队提出了便于工程化应用的极限逼近运算方法,拟合出棉条径向线密度曲线,以优化选择棉条叠层比例参数。
这里涉及每次改变偏心距后的正圆环棉条叠层比例概念。以条筒回转1周为1个叠层,未增容时可以圈放的最大叠层数为D,其余改变偏心距后叠层数与D之比称为叠层比例系数。
图4为并条机大圈条方式容量扩增的径向密度曲线。条筒直径为600 mm,圈条盘直径为330 mm,气孔直径为116 mm,优化后4叠层比例系数分别为1.00,0.33,0.50,0.50。与条筒直径为600 mm、圈条盘直径为330 mm的单圈条相比,理论计算增容率为86.6%。图4中黑色线(曲线D)为增容前普通单圈条的径向密度曲线,可以看出增容前、后径向密度最高处同为f点。

图4 大圈条4叠层容量扩增径向密度曲线
从图4可见,叠层1,2,3就是棉条容量增加的部分,充实了原本密度最低的径向坐标位置(见图2),容量增加程度显而易见。叠层1~3与增容前的单圈条的总层数之比就是叠层比例系数。4种不同偏心距的棉条叠层均衡交替地叠放,由控制和驱动部分程序化完成增容圈条叠层工艺。
理论上,上述示例还可以增加2个叠层,增容率可达100%以上;但是,随着偏心距的缩小,叠层棉条圈之间的平行重叠增加使棉条圈易于粘连,因而实际应用中偏心距不宜小于50 mm,也就是说大圈条方式的叠层数受偏心距制约。
图5为小圈条8叠层容量扩增的径向密度曲线,其中虚线(曲线F)为增容前普通单圈条的径向密度曲线,增容前后径向密度最高处同为f点。由于小圈条条筒横动缩小偏心距的同时,缩小了气孔直径,实践中气孔直径不宜小于120 mm,因此小圈条方式容量扩增的叠层数受气孔直径制约。
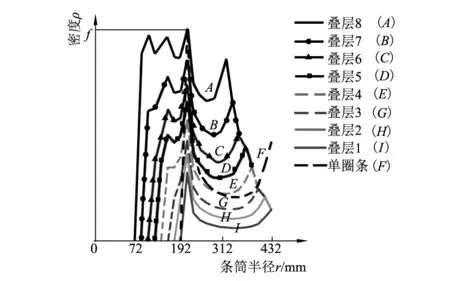
图5 小圈条8叠层容量扩增的径向密度曲线
从图5可见,增容前的单圈条叠层(曲线F),叠层比例大幅度缩小为叠层1(曲线H),随着偏心距的缩小,依次产生叠层2~8,容量增加的部位一方面缩小了气孔,另一方面充实了原本密度最低的径向坐标位置(见图2),容量增加程度显著。叠层1~8与增容前单圈条的总层数之比是其叠层比例系数。8种不同偏心距的棉条叠层均衡交替地叠放,由控制和驱动程序完成增容圈条叠层工艺。
按条筒圈存容量正比于条筒直径的3/2次方推算,直径为600 mm的条筒经过上述增容模式(增容率为86.6%)扩增后,可以达到相当于普通圈条器在直径为900mm条筒时(同等高度)的圈存容量。以相同容量计算直径为600 mm与900 mm的条筒,圈条器、周转条筒及并条机机后条筒阵列占地面积减少了55%,条筒投资成本降低60%以上,搬运和操作的便利性以及导条工艺的合理性得到改善。
直径为1000 mm的条筒经过上述增容模式(增容率为120.2%)扩增后,可以达到相当于普通圈条器在直径为1690 mm条筒(同等高度)的圈存容量。
程序控制“条筒偏心距分级横移+自转分级变速驱动+叠层比例配置”的增容模式,简称为PCC(Program Control Coiler)程控圈条器,在实现大幅度增容的同时,还满足偏心距改变时圈条间距保持不变的工艺要求,可适于各种不同直径尺寸的条筒,且条筒直径越大,增容倍率越大。
5 结语
前纺各工序正在向高速和重定量双重增产的高效化发展,与棉条相关的生产工序则面临着条筒落筒和下道工序换筒频率升高的问题;成熟企业存在现有厂房、主机和卷装容器无法适应更换为大直径条筒的大容量生产需求;而新建纺织厂则面临加大主机圈条器尺寸、增大卷装条筒直径和厂房占用面积等投资和运行成本,以及品质和管理的问题。
进入21世纪后,圈条器条筒容量扩增技术又有了新进展,PCC程控圈条器增容技术方案突破了行业发展瓶颈,实现在稳定圈条状态下的大幅度条筒容量扩增。这项创新技术紧跟市场需求,是纺纱工程降本、提质、增效的新方法。
