薄皮扁桃低损伤脱壳分析与试验*
2022-08-17石鑫杨豫新乔园园吐鲁洪吐尔迪牛长河杨会民
石鑫,杨豫新,乔园园,吐鲁洪·吐尔迪,牛长河,杨会民
(1. 新疆农业科学院农业机械化研究所,乌鲁木齐市,830091; 2. 农业部林果棉与设施农业装备技术科学观测试验站,乌鲁木齐市,830091)
0 引言
扁桃是世界四大著名干果之一,扁桃又称巴旦杏[1-3]。新疆是扁桃的主要产区,由于新疆的扁桃产量低,管理和加工基本采用人工,扁桃原材料成本高。而美国、澳大利亚等国扁桃产量高,采收和加工使用机械完成,原材料成本低,因此我国许多扁桃加工企业进口国外扁桃进行加工[4-6]。国外扁桃果实大小不同、形状各异、果壳厚度不一,给脱壳机械设计增加了很大的难度。
我国扁桃脱壳大部分采用人工或者简易的杏核脱壳设备,劳动强度大、生产效率低下。当前急需一种适用于薄皮扁桃的高效脱壳机具,满足扁桃加工生产需要[7-10]。目前,我国对与扁桃结构特征相似的核桃、银杏、油茶果和花生等脱壳装置研究较多。刘明政等[7]设计了柔性带差速挤压脱壳取仁装置,通过试验得到张紧带的间距、带速差和张紧力对破壳效果的影响。潘嘉鹏等[11]设计了银杏果脱壳机,通过揉搓钢丝网带与搓板的相对运动进行间歇搓揉脱壳,大大地减少了银杏仁的破碎率。汤晶宇等[12]设计了鲜果脱壳机,通过油茶擦、碰撞和挤压实现成熟的油茶鲜果的脱壳。张远东等[13]基于花生荚果脱壳特征使用Workbench LS-dyna进行分析,通过试验得到了果壳破裂载荷。
由前期研究可知,扁桃作为区域性特色农产品尚缺乏脱壳取仁分析研究,因脱壳加工过程多沿用杏核脱壳机,脱壳效果不满足使用需求且对不同形状尺寸扁桃的适应性差,致使扁桃脱壳率低、碎仁率高和整仁率低。针对目前扁桃机械脱壳取仁技术的瓶颈,进行脱壳区扁桃受力分析,确定了挤压式(对辊式)工作状态下扁桃受力特征以及关键参数,结合前期脱壳机设计,通过扁桃品种物理力学特性开展多因素组合试验,从而获取剪切式脱壳机较优工作参数。
1 结构及工作原理
扁桃脱壳生产线主要由喂料输送机、剪切式脱壳机和震动壳仁分离机组成,如图1所示。
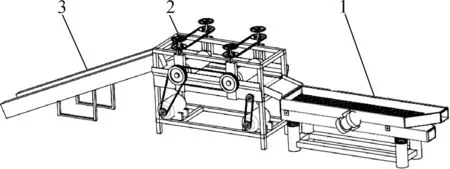
图1 扁桃脱壳生产线Fig. 1 Almond shelling production line1.震动壳仁分离机 2.剪切式脱壳机 3.喂料输送机
剪切式脱壳机如图2所示,脱壳机包括刚性辊、柔性带、同步调节机构、传动机构和机架。柔性带和刚性辊均安装于机架的中上部,刚性辊至少有两个且均位于柔性带的上方,形成2级脱壳机构。同步调节机构通过滑动轴承座与刚性辊连接,用来调节刚性辊的上下位置,均匀调节刚性辊与柔性带之间的脱壳间隙(根据扁桃厚度确定)。
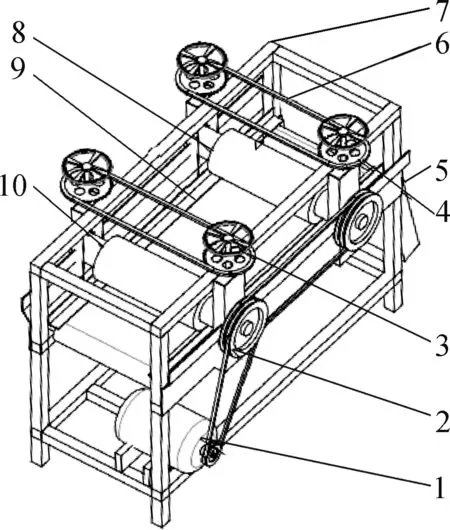
图2 剪切式脱壳机Fig. 2 Shearing sheller1.电机 2.皮带轮 3.手柄 4.链轮 5.出料口 6.链条 7.机架 8.刚性辊1 9.柔性带 10.刚性辊2
工作时,通过喂料输送机将待加工扁桃输送到剪切式脱壳机柔性带上,借助同步调节机构调节刚性辊与柔性带之间的间隙,刚性辊1与柔性带之间的间隙大于刚性辊2与柔性带之间的间隙,启动电机,电机驱动皮带轮转动,皮带轮带动柔性带和刚性辊转动,落在柔性带上的扁桃通过脱壳机构时被柔性带和刚性辊1挤压揉搓脱壳,未脱壳的扁桃再通过脱壳机构时被柔性带和刚性辊2挤压揉搓脱壳,脱壳后的核仁及碎壳通过筛片上的筛孔落下通过二层振动筛从出料口排出,未脱壳的扁桃核从上层振动筛(分两层)出料口排出[14-16]。
2 脱壳区扁桃受力分析
扁桃与刚性辊表面接触时,受力状态如图3所示。扁桃分别受到法向作用力Fn1及切向作用力Ft1,其合力为F。在x轴、y轴上的分力为Fx、Fy。在柔性带b处,扁桃分别受到法向作用力Fn2及切向作用力Ft2,扁桃上下接触点处分别有挤压力Fn1、Fn2和剪切力Ft1、Ft2。挤压力能使扁桃壳发生形变并最终脱裂,剪切力能使脱裂壳间发生相对错动和滑移[17-19]。
测量仪可以测量柔性带对扁桃的挤压力Fn2,柔性带对扁桃的剪切力Ft2,可按式(1)计算[18-19]。
Ft2=μ2Fn2
(1)
式中:μ2——扁桃与柔性带间的摩擦系数。
刚性辊最低点处与柔性带的间距小于扁桃厚度,扁桃无法沿y轴方向移动,由此可得在y方向上合力为0,即
Fy=Fn2
(2)
由几何关系,F可按式(3)计算。
(3)
式中:α——挤压角,(°);
φ——摩擦角,(°)。
钢与扁桃的摩擦系数μ1为0.3~0.5,摩擦角φ可由式(4)计算
φ=arctanμ1
(4)
经计算,扁桃与刚性辊之间的摩擦角φ取值17°~27°。
那么a点处的扁桃受到的挤压力Fn1和剪切力Ft2,由几何关系,可通过式(5)计算
(5)
脱壳的基本工作构件选用材料为优质碳素钢的刚性辊和富有柔性塑胶柔性带,两部件进行同向不等速的传动[8, 17, 20-22]。未脱壳的扁桃进入脱壳区后,受到挤压力和摩擦力。扁桃进入脱壳区域后,如图4(a)所示,扁桃受到刚性辊和柔性带给予的力开始出现裂纹。如图4(b)所示,剪切挤压力增大到大于裂纹继续扩大的临界力时,扁桃壳会进一步脱碎,随着扁桃向前运动,裂纹会均匀扩展到整个外壳。如图4(c)所示,随着扁桃继续前进,前半部碎壳提前出脱壳区域,后半部碎壳会受到刚性辊向后的摩擦力,因此相对前半部碎壳向后滑移,从而实现扁桃脱壳并有效分离。

图3 脱壳区扁桃受力示意图Fig. 3 Stress diagram of almond in shelling area

(a) 扁桃刚进入破壳区域时受力分析

(b) 扁桃进入破壳区域时受力分析

(c) 扁桃离开破壳区域时受力分析 图4 脱壳区扁桃受力分析Fig. 4 Stress analysis of almond in shelling area
3 试验及结果分析
3.1 试验条件
试验材料:根据前期试验研究基础发现扁桃含水率对扁桃破壳效果和破壳力学性能影响显著,扁桃壳仁间隙随着含水率的增大而增大,而达到正常存放的含水率时,壳仁间隙达到最大,后又随着含水率的增大而减小。通过前期试验基础得出澳大利亚薄皮扁桃含水率在12%~15%时壳仁间隙最大,此时破壳扁桃破碎率最低,效果最好。本试验选用青岛某食品公司选送正常存放条件下的澳大利亚薄皮扁桃为试验样品,通过测量100粒扁桃,计算平均含水率为13.3%,如图5所示。
试验设备:剪切式脱壳机、微机电子控制万能试验机CMT6103(准确度等级:1级)、游标卡尺(精度:0.02 mm)、电子天平HC10002(精度0.01 g)、2台三菱FR-D720S-0.4K-CHT变频器(功率:5 kW)、AC1501000转速测速仪(基本精度±(0.05%+1))。

图5 澳大利亚薄皮扁桃Fig. 5 Australian almond
3.2 试验响应指标
以扁桃脱壳后的脱壳率、核仁破损率为脱壳作业质量考核指标。根据生产率300 kg/h,试验采用输送机匀速喂料,每组试验重复3次,取平均值作为试验结果[18, 23-24]。对被脱壳后的扁桃进行分类,扁桃壳脱裂且仁与壳分离的为脱壳扁桃,其余均为未脱壳扁桃。脱壳率的计算公式为
(6)
式中:η1——脱壳率,%;
M1——未脱壳扁桃总质量,g;
M2——扁桃取样总质量,g。
核仁破损率的计算:根据扁桃仁质量分级标准(DB65/T 3156—2010)[25],加工导致的核仁表皮损伤,直径大于3.2 mm(1/8英寸)属于损伤的要求,将核仁进行分类测算。
(7)
式中:η2——核仁破损率,%;
M3——破损核仁总质量,g;
M4——核仁总质量g。
3.3 试验设计
3.3.1 扁桃品种物理力学特性试验
据设计的扁桃脱壳机的结构,扁桃的物理特性主要以扁桃的外形尺寸评价[6]。扁桃在沿厚度方向脱壳时效果比较理想,因此本试验主要测定扁桃厚度方向尺寸。
澳大利亚扁桃大小不一,扁桃随机选取120个作为试验样品,利用游标卡尺测量每个扁桃厚度T,根据尺寸大小,由小到大将其分为3个等级,分别为Ⅰ级、Ⅱ级、Ⅲ级,见表1。取3个等级扁桃各10粒,用游标卡尺测量扁桃厚度尺寸(T)、壳厚(Tk)和仁厚度(Tr),按式(8)计算间隙大小取平均值(间隙值详见表1)。
Δ=T-Tr-2Tk
(8)
式中:Δ——间隙,mm。
取正常存放条件下的澳洲薄皮扁桃,采用厚度方向加载方式,加载速度为10 mm/min,通过对各自3个不同厚度等级的扁桃进行加载直至果壳破碎分离,每个等级各进行5次试验,记录变形量并求平均值[17, 20, 22],见表1。
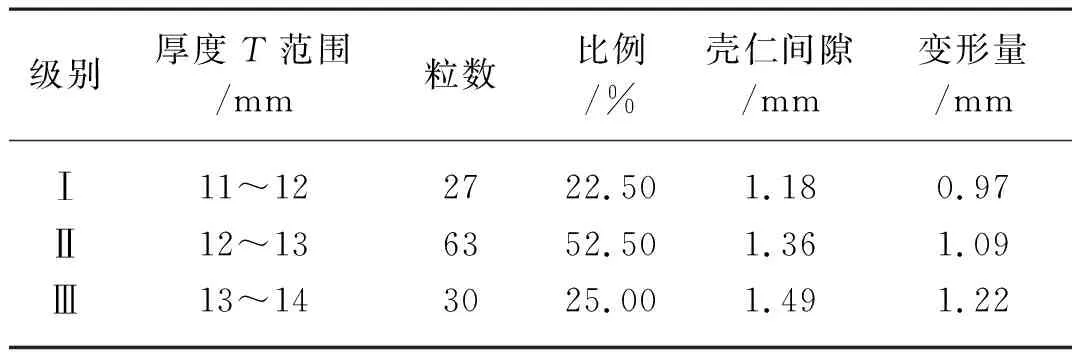
表1 分级扁桃参数和加载变形量Tab. 1 Grading almond parameters and loading deformation
3.3.2 脱壳试验
根据前期试验,脱壳间隙对脱壳影响显著,扁桃受挤压力、撕搓力的大小和扁桃经过对辊装置的脱壳时间与刚性辊转速及柔性带线速度有着密切的关系,因此选取刚性辊转速A、脱壳间隙B以及柔性带线速度C作为试验研究的3个因素。
刚性辊转速A水平选择。通过预试验,当刚性辊转速低于200 r/min时,脱壳效率降低且脱壳效果不理想;转速高于300 r/min,破损率增加明显。因此,刚性辊转速3个水平选择为200 r/min、250 r/min和300 r/min。
脱壳间隙B水平选择。根据扁桃物理特性测量,II级扁桃厚度为12~13 mm,壳仁间隙为1.36 mm,当果壳破碎分离时变形量为1.09 mm,小于壳仁间隙,因此此时理论脱壳对辊间隙变化应控制在II级扁桃厚度-1.09 mm内,可保证较高的脱壳率和果仁完整率。因此确定脱壳间隙3个水平为11 mm、11.5 mm和 12 mm。
刚性辊两端分别通过轴套安装在轴套支承板上,两个轴套支承板分别位于机架两端的支撑框内侧,支撑框上端中间设有通过螺纹连接的螺杆,螺杆上端安装手柄,转动手柄和轴套支承板在螺纹的带动下沿螺杆上下移动,实现破壳辊的上下移动。脱壳间隙调整采用螺旋放大的原理即螺杆在螺母中旋转一周,螺杆沿着旋转轴线方向前进或后退一个螺距,本调整装置结构采用公称直径为5.5 mm,螺距为0.5 mm的普通螺纹,每旋转一周可调整刚性辊和柔性带间隙0.5 mm,满足试验要求。
柔性带线速度C水平选择。根据刚性辊转速水平选择同样进行预试验,柔性带线速度3个水平选择为0.3 m/s、0.5 m/s和0.7 m/s。
根据因素水平选择,对影响脱壳性能指标的因素进行三因素三水平的正交试验,即选用正交表L9(34)进行试验设计与分析,其因素水平表如表2所示[26-28]。

表2 正交因素试验水平Tab. 2 Orthogonal factor test level
3.4 试验结果与分析
正交试验方案与结果如表3所示。极差R的大小反映了不同因素对相应指标的影响大小[27, 29]。
由表3可得,脱壳间隙对脱壳率和核仁破损率的影响程度最大。刚性辊转速对脱壳率的影响程度要远高于柔性带线速度,但脱壳间隙和刚性辊转速对核仁破损率的影响程度接近。最佳水平组合为B1A1C3,即脱壳间隙为11 mm,转速为200 r/min,柔性带线速度为0.7 m/s。

表3 试验方案与结果Tab. 3 Test plans and results
3.5 试验验证
因综合优化的最优水平组合不在正交试验方案中,采用最优组合B1A1C3进行3次重复性试验验证,结果取平均值,如表4所示。
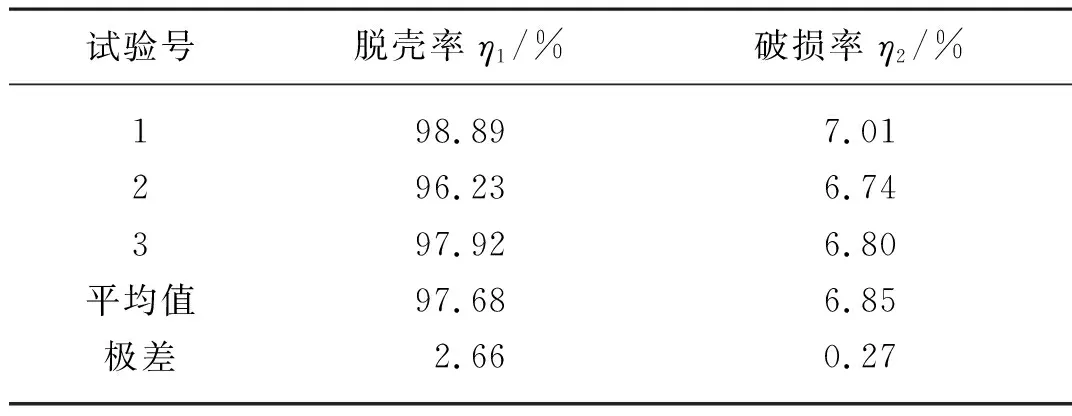
表4 验证试验结果Tab. 4 Verification test results
根据试验结果,3次试验验证值极差与平均值比值均小于5%,验证结果可靠,机具采用较优水平组合作业时,即脱壳间隙为11 mm、转速为200 r/min、柔性带线速度为0.7 m/s时脱壳率为97.68%,核仁破损率为6.85%。
4 结论
为实现进口薄皮扁桃破壳设计了扁桃脱壳生产线,对柔性带与脱壳辊差速挤压脱壳取仁装置破壳机理进行分析,测量了薄皮扁桃的机械加载特性,制作了样机并进行试验,得到较优作业参数并进行验证。
1) 陈述了脱壳取仁装置工作原理,对扁桃脱壳受力状态进行分析,基于一级脱壳装置存在脱壳不完全、脱壳率低的现象,在增加了二级脱壳装置的基础上设计了剪切式脱壳机。
2) 对澳洲薄皮扁桃进行壳仁参数测量与分级,以加载速度为10 mm/min、厚度方向加载方式对所分级扁桃进行处理,测得3类扁桃的破裂变形量平均值分别为0.97 mm、1.09 mm、1.22 mm。
3) 试制剪切式脱壳机,通过正交试验确定了影响脱壳取仁装置脱壳性能的3个因素主次顺序。影响脱壳率的因素顺序为脱壳间隙、刚性辊转速、柔性带线速度;影响核仁破损率的因素顺序为脱壳间隙、柔性带线速度、刚性辊转速。经极差分析确定了较优参数组合:脱壳间隙11 mm、刚性辊转速200 r/min、柔性带线速度为0.7 m/s。验证试验结果表明,最优组合条件下,脱壳率为97.68%,核仁破损率为6.85%,满足扁桃脱壳要求。
