豫河球团磨矿系统工艺及设备的改进与实践
2022-08-03刘俊生崔爱成宋继超
刘俊生, 崔爱成, 宋继超
(安钢集团永通球墨铸铁管有限责任公司, 河南 安阳 455133)
豫河球团公司120 万t 氧化球团生产线采用链篦机—回转窑—环冷机生产工艺,设计生产能力为120 万t/a,地处内陆安阳,无自有矿山,无稳定供矿源,所用精矿太杂、品种较多,导致所采购精矿粒度变化大,造球性能不稳定,造成生产波动较大。通过磨矿系统的应用,增进了宽口径配矿及改善了矿石表面成球特性,将精矿综合粒度-200 目65%提高到90%以上,降低膨润土(0.6 kg/t)的同时提高了生产的稳定性,并将低价赤铁矿配比提高到了40%,扩大了豫河资源的采购宽度。
但磨矿系统工艺复杂、设备较多,且陶瓷过滤板采用酸洗,经常因为管道腐蚀、滤板堵塞、水温过高等因素而影响生产。
1 磨矿系统工艺简介
磨矿系统工艺主要设备由2 台球磨机型号MQY40-100、矿浆池、渣浆泵、分矿箱、6 台陶瓷过滤机型号P80/16-C、真空泵、滤液泵、运输带和管道等组成,配套有供水、供电、供气设备设施,球磨机开一备一,陶瓷过滤机开三备三。
磨矿系统工艺流程:细度为-200 目占65%混合精矿原料,经运输带输送进入球磨机,球磨机内加入钢球和水与混合矿在球磨机内研磨形成矿浆,矿浆经过除渣后进入矿浆池,进入矿浆池内的矿浆经渣浆泵输送到矿浆分配器,再经过分流进入各台陶瓷过滤机,矿浆经陶瓷过滤机矿水分离后,得到细度为-200目占90%以上的精矿粉,精矿粉再经运输带输送至下一道工序。
磨矿系统生产工艺流程图见图1。
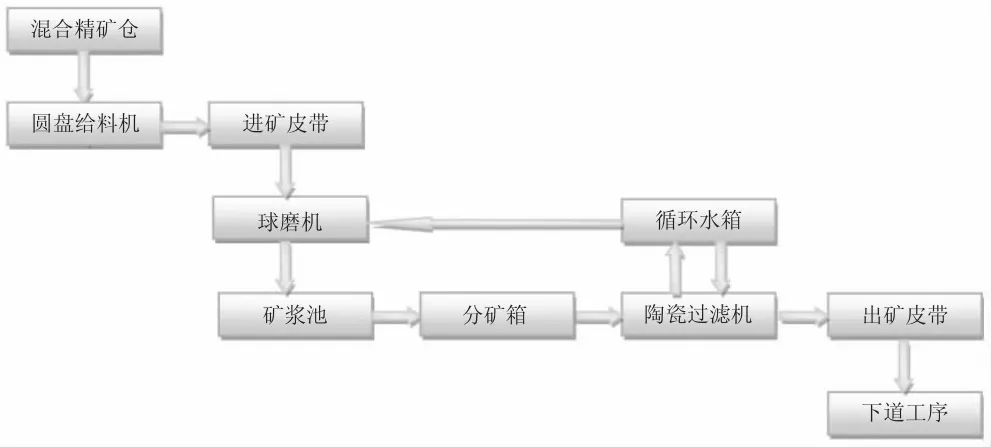
图1 磨矿系统工艺流程图
2 存在的问题
2.1 现场作业差
磨矿系统循环水在整个生产过程中,按照环保要求,设计为内部循环,循环水箱总容积为56 m3,磨矿系统用水量60 m3/h,循环水箱每小时循环一次,循环水温度在夏季持续在50 ℃以上,矿浆温度在55 ℃以上,系统循环水只能靠生产过程中的常温精矿和循环水热消耗补水(约50 t/d)降低温度,循环水不能得到冷却。球磨机轴瓦温度55 ℃报警,60 ℃停机,正常生产时轴瓦温度持续在报警温度以上运行,时常发生停机现象,影响生产的连续性。同时因系统循环水温度高,在磨矿生产过程中,现场产生大量烟汽,导致厂房内温度高、湿度大,现场作业环境差。
2.2 陶瓷过滤机故障频繁
陶瓷过滤机滤板反冲洗水由滤液泵提供,在滤液阀打开排放时,反冲洗水压力过低,不能起到冲洗滤板作用,过滤机循环使用周期缩短,倒机频繁。滤液排放时,各台过滤机排水压力不均衡,导致距离远的过滤机压力增大,滤液不能正常排放。同时因滤液水串联排放,滤板经常出现漏浆现象而不能及时发现,循环水水质变差,滤板透气性、吸水性变差,陶瓷过滤机生产效率降低。
陶瓷过滤机排液系统由高、中、低三个液位点控制气动阀实现滤液水的正常吸收和排放,用以保证过滤机系统压力平衡,在生产过程中经常出现压力不稳、液位高报警停机,影响生产运行。
2.3 系统循环水管道腐蚀严重
陶瓷过滤机在生产过程中,过滤板需要用硝酸清洗滤板微孔中残留的微小精矿颗粒,得以提高滤板的透气性,有效提升滤板循环使用,致使系统循环水中含少量硝酸,循环水具有一定酸性,从而具有腐蚀性,循环水管道为普通Ф273 mm 钢管和Ф108 mm 钢管,不具备防腐蚀性能,管道腐蚀严重,经常出现漏水漏浆现象,影响过滤机正常运行。
3 工艺及设备优化改造
3.1 降低磨矿系统温度
3.1.1 降低系统循环水温度
要解决系统循环水温度问题,增加循环水量和外因降温是最为直接的方式,为此车间经过研讨,在厂房外墙边新建水箱,水箱规格为10 m×4 m×4 m,与原水箱联通使用,水箱上部建冷却塔,冷却塔规格4 m×4 m×4 m,考虑环境温度的差异,冷却塔设有旁通,冬季循环水不经过冷却塔,只使用水箱可满足生产要求。经过水箱扩容,系统循环水总储水量达到200 m3以上,磨矿系统循环水温度由原来50 ℃以上,降至40 ℃左右,磨矿生产逐渐稳定顺行。
3.1.2 改善磨矿系统生产环境
为了降低磨矿生产过程中产生的含尘烟汽,改善现场工作环境,新建一套高效湿法除尘系统。该除尘器设计风量为100 000 m3/h,烟尘发生源共计11 个,其中球磨机进出口4 个、分配箱顶部1 个、陶瓷过滤机顶部6 个,所有烟尘发生源通过捕集罩、收尘管道、引流风机、净化装置、除雾装置等进行集中净化处理,各烟尘发生源的粉尘、蒸汽收集后,进入湿法除尘器内进行处理。
除尘器内部采用水幕湍板与旋流离心管组、多级除雾相结合的工艺,实现精细化收尘,除尘用水采用内循环的方式,取消传统湿法除尘所用的工艺水池,实现了污水零外排,设备内部实现了集收尘、渣水分离、污水净化、泥渣密闭外排、蒸汽冷凝、除雾消白等一体化功能。高效湿法除尘器实现了粉尘颗粒物排放浓度(质量浓度)<10 mg/m3的排放要求,现场无可见烟汽,环境明显得到改善。
3.2 陶瓷过滤机滤液系统改造
3.2.1 陶瓷过滤机滤液泵反冲洗水及回水管道改进
为保证滤板反冲洗水压力稳定,将反冲洗水由原来的滤液水改为系统循环水,保证了反冲洗压力稳定;陶瓷过滤机滤液泵回水管道由原来串联管道排水改为单管并联排水,在单管排水和循环水箱中间增加一缓冲水槽,每台过滤机回水管均接至缓冲水槽,便于职工观察各台过滤机回水水质,发现那台过滤机水质变化,及时停机检查处理,保证循环水水质清洁,提升过滤机运行效率(见图2)。
3.2.2 陶瓷过滤机滤液高位报警改进
改进措施:一是将滤液泵排放阀由DN50 的气动截止阀改为DN50 电动调节阀(见图2)。调节阀开、关度可以随意调节,并且整个运行过程大约需要5 s 左右,降低了因急速开停对滤液泵和管路造成的冲击和振动。二是将调节阀的控制编入自控系统内,实现整个使用过程的自动控制。调节阀实现自动控制后,液位至排放点时,调节阀开至100%;液位至关闭点时,阀门关80%,保留20%,使泵进入缓慢排放状态,机械密封不再受冲击而损坏,电机电流处于稳升和稳降中,不再出现滤液高位报警停机。

图2 陶瓷过滤机滤液系统改造
3.3 陶瓷过滤机系统循环水管道改造
3.3.1 陶瓷过滤机循环水主管道改造
为解决过滤机循环水主管道腐蚀漏水问题,经公司多方考察研讨决定,将循环水主管道改为高密度聚乙烯材质管道。高密度聚乙烯材质无毒、无味、无臭,熔点为130 ℃,相对密度较高,具有良好的耐热性和耐寒性,其化学稳定性好,具有强耐腐蚀性和强耐磨性,使用寿命长,还具有较高的刚性和韧性,机械强度好,耐环境应力开裂性较好。其各项良好的性能全部适用陶瓷过滤机循环水管道的要求,公司使用高密度聚乙烯管道后,循环水主管道使用寿命提升至4 年以上,解决了循环水主管道漏水、漏浆问题。
3.3.2 陶瓷过滤机循环水支管改造
陶瓷过滤机循环水支管改造,结合生产工艺和备件费用的实际情况,决定将循环水支管改为不锈钢钢管,同时采用利旧利废改造。球团生产布料系统大小球辊筛使用不锈钢辊筛,材质为1Cr18Ni9Ti,规格为Ф121 mm×4 200 mm×12 mm,具备一定的防腐蚀性能,满足过滤机循环水使用,利用生产过程下线的不锈钢辊筛,进行切割、打磨、焊接,对过滤机供排水管道逐台进行改造。经过改用不锈钢辊筛后,循环水管道使用寿命,从原来不到6 个月延长至2 年以上,有效的提高了设备作业率,改善了现场生产环境,降低了职工及维修人员的劳动强度。
4 结语
通过一系列的改进,磨矿系统设备运行效率得到提高,精矿水分稳定在了8%左右,精矿综合力度-200 目从65%提高到90%以上,膨润土配比降低了0.6%,从而提高了球团品味;8%的水分成功地省去了精矿干燥环节,仅煤气每小时便可节省600~700 m3,降低了生产运行成本,改善了现场生产环境。
