履带钢矫直板型控制
2022-08-03张秀山
张秀山
(山东钢铁股份有限公司莱芜分公司型钢厂, 山东 济南 271126)
1 履带钢概述
履带钢是一种比较复杂的凸缘断面异型钢[1],其形状构成按照异型断面(见图1)可划分为腰、齿、腰头、腰尾4 个部分。因热轧履带钢各部分温度不均匀,其冷却变形是一个复杂的变化过程,会导致变形不均匀、出现弯曲、板型变形等现象,从而使得矫直工序中的一些缺陷不能很好消除。因此,要想提升矫直质量,必须对履带钢的冷却变形做好预防,并与矫直工艺相结合,最终提高矫直质量。
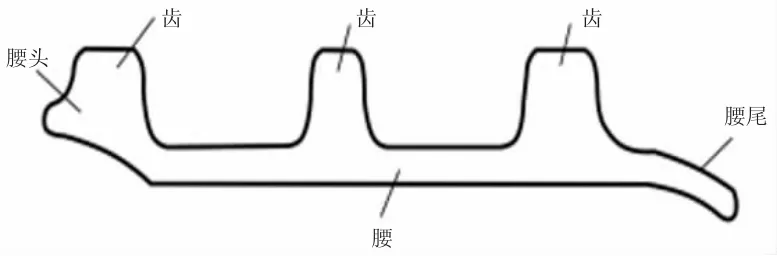
图1 L3W190 履带钢断面组成示意图
2 履带钢冷却变形过程控制
2.1 履带钢冷却变形机理
在无外力作用下,热轧履带钢的自然冷却过程中其横截面不同部位的冷却速度及相变时间不同,从而使各部位收缩量或膨胀量不同,导致了履带钢出现弯曲的现象。从计算机模拟情况(见图2)可看出,轧制过程中各部分的温度变化较大,温度最高的是腰与尾齿与中齿的“T”型区,温度最低的是齿尾顶端。

图2 履带钢终轧温度(℃)场模拟
履带钢冷却变形机理:大规格履带钢在冷却开始阶段,由于齿尾冷却较快,履带钢逐渐弯向齿尾;当齿尾冷却到相变温度时,其组织由奥氏体转变成珠光体,体积变大,此时履带钢弯曲方向又逐渐从齿尾弯向齿头;随着温度的继续降低,当齿头冷却到相变温度时,齿头开始相变,相应地履带钢弯曲方向又逐渐从齿尾弯向齿头,直到相变结束时,弯向齿头的弯曲度达到最大;在履带钢整个断面相变都完成后的冷却过程中,由于齿头部位的温度比齿尾高,因此齿头冷却收缩量大于齿尾冷却收缩量,履带钢弯曲方向又逐渐从齿头弯向齿尾方向,且弯曲度不断增大,终冷后的弯曲状态为弯向齿尾,即冷却后的履带钢存在矫前弯曲度。
小规格履带钢的齿头与齿尾温度相差不大,可以不考虑因相变而导致的弯曲。不论大规格还是小规格履带钢,腰与尾齿、中齿的“T”型区温度要远远高于齿尾与齿头温度,在相变与冷却的过程中,出现腰部“弓腰”现象。因此,如何在冷却过程中控制弯曲情况,是控制履带钢矫直板型控制的关键。
2.2 减小履带钢冷却弯曲的措施
2.2.1 成品预弯
根据履带钢整体冷却过程中的冷却情况,在成品轧机出口处加装可调节开口度的滚动侧导轮(见图3),使导轮与轧辊之间形成弯曲变形,以达到预弯的目的(见图4)。通过反复试验,形成了不同规格的预弯工艺。预弯的成品在冷却过程中,逐渐平直。

图3 成品机架后可调节滚动导轮

图4 履带钢轧后预弯情况
2.2.2 缓冷平台应用
在冷床入口处增加缓冷平台,以消除拉入小车造成的轧件上下弯曲。缓冷平台长度1.6 m,宽度1.2 m,中间通水,以防止缓冷平台高温变形,沿冷床宽度方向上布置20 套缓冷平台。缓冷平台结构如下页图5所示。轧件在缓冷平台上,使轧件与缓冷平台充分接触,加之缓冷平台中间通过冷却水,可加速履带钢齿部的冷却,减小上下冷却速度差,有效地控制了上下弯曲现象,LW135 履带钢在缓冷平台上一次能放2 支钢(见下页图6)。

图5 缓冷平台

图6 履带钢在缓冷平台上的冷却
2.2.3 履带钢轧件头尾弯曲控制
履带钢轧件头尾弯曲冷却速度较轧件中部要快,加之轧件头、尾是矫直的“盲区”,如果头尾弯曲较大,矫直很难矫平,只能切掉,会严重影响成本的降低。
根据现场实际,在冷床上对轧件放置的端部新增加齿条与链条,以减少轧件的头尾部的上下弯头。
3 履带钢矫直过程控制
3.1 矫直工艺
莱钢小型生产线采用九辊悬臂式辊式矫直机(见图7),由上下两排交错布置的辊子组成,经过冷床冷却后的长尺轧件,通过上下辊时被反复弯曲,从而得到矫直。

图7 矫直辊机矫直辊布置图(mm)
莱钢履带钢矫直工艺(见图8)主要以矫腰部为主,齿部与腰头、腰尾均不与矫直辊接触。
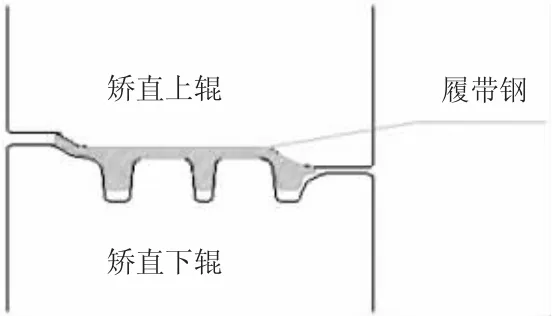
图8 履带钢矫直辊孔型
3.2 矫直工艺优化
3.2.1 优化孔型,解决履带钢“弓腰”问题
履带钢产品为异型不规则断面型钢,在冷却过程中出现传动侧和操作侧向下落,以及腹板中间高、两侧低的“弓腰”缺陷,产品规格节距越大,弓腰缺陷越明显,用户使用过程中的影响也就越大,且现用矫直辊无法将弓腰缺陷消除。
将4 号辊传动侧和操作侧齿间中心线抬高,制成凸台状。以L3S190×10×26 规格履带钢为例,凸台设计高度为1.0 mm(履带钢节距不同,凸台参数设计不同),见图9,在矫直过程中矫直辊中的凸台优先接触轧件,将弓腰缺陷碾平,从而保证腹板的平直度。
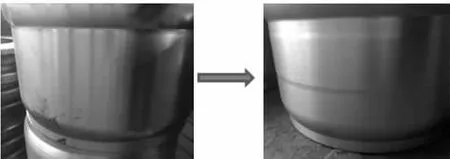
图9 矫直4 号辊平改“凸台”工艺优化图
对于大规格履带钢,只通过增加“凸台”工艺优化,会增加矫直机的负荷,而且矫直效果也不理想,通过轧制“预弯腰”的工艺优化(见图10),使履带钢在冷却过程中减少“弓腰”缺陷,达到了矫直后的腰部平直效果。

图10 轧辊孔型“预弯腰”工艺优化图
通过矫直工艺优化,履带板腰部平直度由原来的0.8 mm 降至0.3 mm 以下(见图11),提高了客户的满意度。
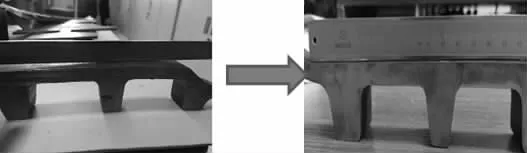
图11 工艺优化后的质量对比
3.2.2 增加矫直立辊,解决侧弯顽疾
小型线矫直机由于节距较大,轧件头尾存在矫直盲区的情况,出现急弯无法矫正现象,成为矫直废品。在矫直机出口加2 组立辊辅助矫直装置(见图12),以解决轧件头部、尾部矫直盲点侧弯问题。

图12 矫直机后立式矫直
4 结论
通过对履带钢冷却变形机理进行分析,从轧制、冷却、矫直等三方面进行适当的工艺优化与设备改造,使履带钢弯曲度由3.5‰降低到2‰以下,腰部平直度由0.8 mm 降至0.3 mm 以下,切头切尾长度由0.8 m 降低到0.5 m,成材率由91%提高至93.5%,使莱钢履带钢矫直质量有了质的提升。
