ESP 铁素体轧制产品在灭火器行业中的应用
2022-08-03田茂广孙向阳丁继师刘洪磊
翟 兵, 田茂广, 丁 宁, 孙向阳, 丁继师, 刘洪磊, 陈 潮
(日照钢铁控股集团有限公司冶金技术处, 山东 日照 276800)
ESP 代表当代先进的低成本、节约型热轧薄带钢生产水平,产品可部分替代冷轧产品,是利润化带钢生产的最佳选择。
目前,日照钢铁建有5 条ESP 生产线,具备生产低碳钢、高强钢、无取向硅钢和高碳钢等钢种的能力,极限规格厚度0.6 mm,规格上可替代大部分冷轧产品。为改善ESP 产品在消防行业客户满意度,日照钢铁开展了ESP 铁素体轧制技术开发及产品应用的项目攻关。
1 灭火器行业质量问题与板材机理分析
ESP 产品在消防行业已稳定使用6 年,随着ESP产线工艺不断优化,产品升级,客户满意度较高,市场影响力较大。但由于板材性能波动及客户工艺调整,也存在一些质量问题。下面主要针对膨胀率不足及端盖制耳等问题进行原理分析及对应解决办法。
1.1 膨胀率不足
客户在抽检灭火器筒体进行爆破检测,出现膨胀率不足问题的主要原因是钢板母材塑性不佳,延伸率偏低造成。为验证以上结论,特选取日钢冷成形产品1.2 mm 板材在某消防公司制管线上加工型号MFZ/ABC3A 成品,随机抽取成品在注水爆破机进行爆破实验。
爆破实验结果数据如表1 所示。
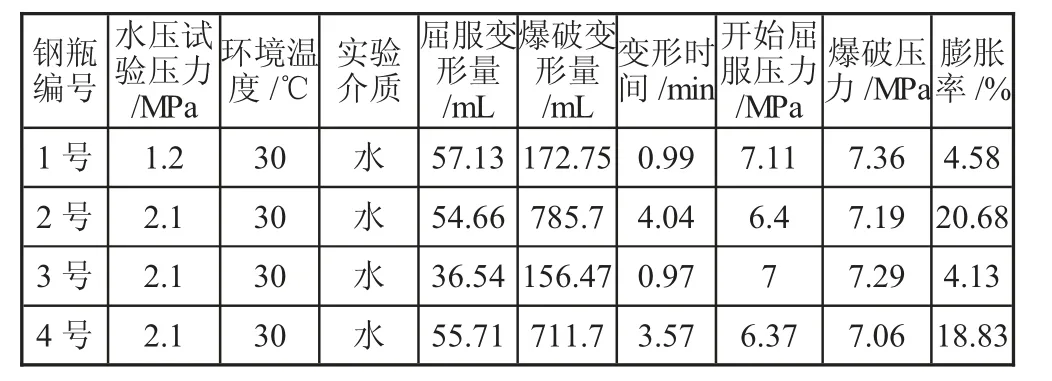
表1 爆破实验数据统计表
结合受试瓶压力与进水量关系曲线、受试瓶进水量与时间关系曲线、受试瓶压力与时间关系曲线分析发现,筒体在同一环境温度、介质的情况下,不同的母材及不同的焊接电流对应的筒体在注压过程中变形延时相差较大。结合以上实验数据及对应实验报告曲线可以得出以下结论:
1)ESP 铁素体轧制产品较奥氏体轧制产品,膨胀率明显改善。
2)两种工艺的日钢ESP 冷成形在不同的电流参数下,爆破压力均在6.5 MPa 以上,满足国标≥5.5 MPa要求。
3)焊缝15 mm 内属于热变形区,降低焊机电流,减轻热变形区域影响,可改善膨胀率指标。
4)一定条件下,延长爆破变形时间,可提高膨胀率。
1.2 端盖制耳及鼓包
结合客户工艺及缺陷样品母材分析,内应力残存、板材增量Δr 值(塑性硬变化)偏低及各方向延伸异向性可造成灭火器端盖在冲压过程中出现制耳及局部鼓包现象。
铁素体轧制与常规RECC 轧制对比,卷取温度高了约80 ℃有利于内应力的释放。另铁素体轧制较常规RECC 轧制n 值(拉伸应变硬化指数)提高0.02,建议客户选择铁素体轧制牌号进行端盖冲压。
1.3 灭火器制管辊压环节出现波浪
制管辊压环节出现波浪且成品筒体出现波纹,虽与母材性能有一定的关系,但通过客户辊压工艺参数调整可实现消除。
首先根据微张力控制原理,判断哪一组主动水平辊存在张力不平衡现象,把其前道次水平主动辊压下辊缝0.5 mm,把本道次和其后道次水平主动辊压下辊缝增大0.2 mm,波浪现象会减轻,最后控制侧立辊压下,恢复制管速度和焊接,筒体波浪纹问题基本会解决。
2 ESP 常规工艺与铁素体工艺产品对比
目前市场消防客户采购日钢冷成形主要牌号RECC 和RECD,现针对两牌号的性能、组织结构进行对比,便于客户针对不同加工工艺及产品要求进行定制采购。
2.1 性能
选取ESP 铁素体轧制和奥氏体轧制带钢进行力学性能对比(见图1)。相比奥氏体轧制带钢,采用铁素体轧制带钢屈服强度降低约40 MPa、抗拉强度降低约40 MPa、屈强比降低约0.05、伸长率无明显变化。

图1 不同工艺带钢力学性能对比
2.2 组织分析
ESP 铁素体轧制产品金相组织以铁素体为基体,组织晶粒较为粗大、渗碳体分布更为均匀、直观上珠光体不见。粗晶粒的铁素体组织大大降低了热轧带钢的的硬度,更有利于灭火器加工成型。
通过金相组织观察,ESP 铁素体轧制带钢的组织比ESP 奥氏体轧制带钢的晶粒尺寸要大一个数量级(见图2)。晶粒粗大有利于降低屈服强度,提高成型性能[1]。
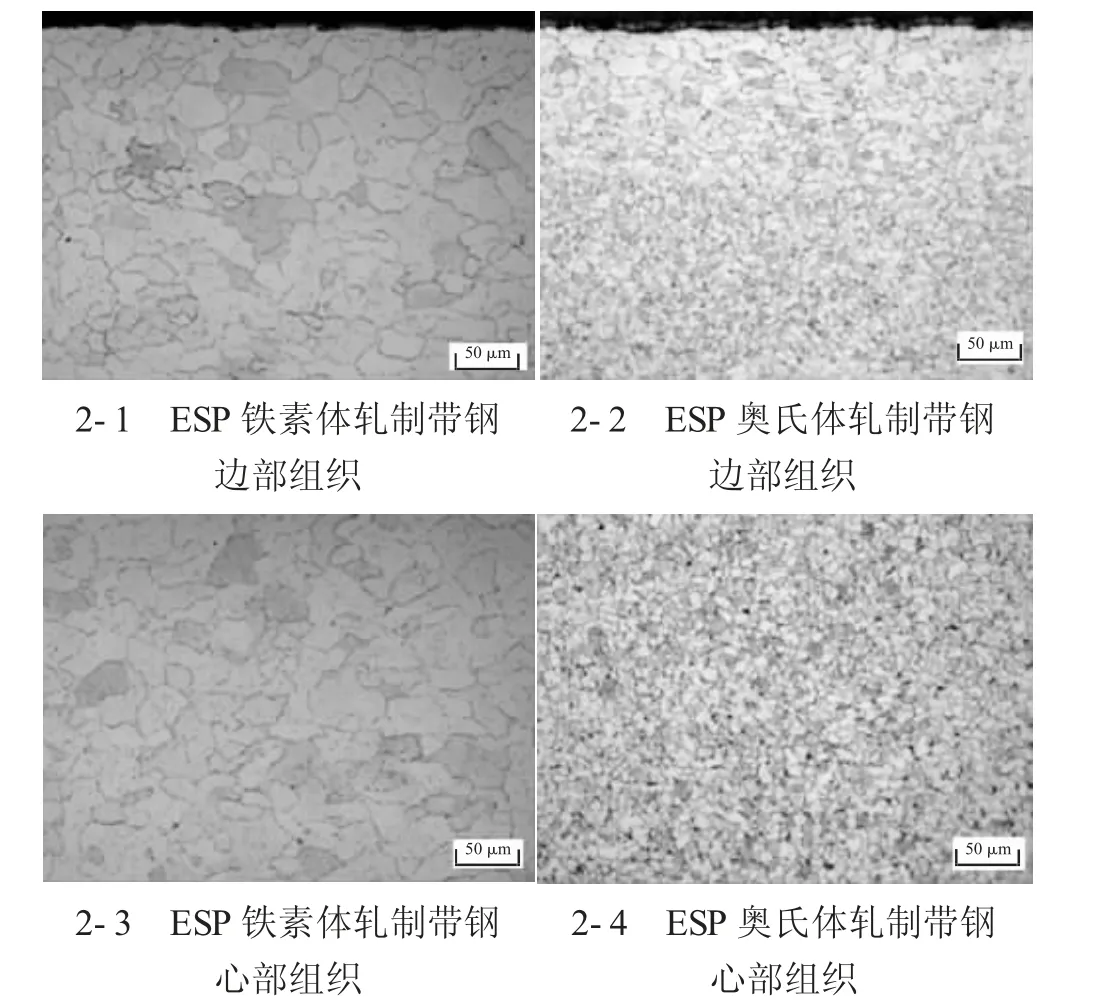
图2 不同工艺的显微组织
3 应用实践改善情况
通过铁素体轧制产品在江苏某消防公司、浙江某消防公司试用和使用情况,整体效果良好。
3.1 江苏某公司灭火器试用情况
终端客户,专业生产灭火器筒体,品种以4 kg 灭火器为主,月使用量300 t。客户有制管线生产线5条,上下端盖冲压设备7 台。灭火器主要规格2 kg、4 kg、8 kg。
客户前期使用日钢RECC 出现膨胀率不足问题,首次采购日钢RECD 规格1.1 mm、1.2 mm、1.3 mm 各一卷试验使用效果。1.1 mm 用于2 kg 灭火器,膨胀压力在7.2 MPa,膨胀率在18%左右;1.2 mm 用于4 kg灭火器,膨胀压力在7.0 MPa,膨胀率在16%左右;1.3 mm 用于5 kg 灭火器,膨胀压力在7.4 MPa,膨胀率在20%左右。
3.2 浙江某公司灭火器使用情况
客户从2015 年开始批量使用日钢冷成形,月使用量6 000 t。目前老厂区8 条制管线和20 台辊筒线,日产3.5 万具灭火器;新厂区22 条制管线日产7 万具灭火器。客户工艺:冷轧卷纵剪分条—辊瓶身(自动制管线和两辊成型两种工艺)—瓶身焊接- 缩颈/冲上、下封头—上封头焊接法兰—拼焊—气密性检测—表面擦拭清理—喷塑(平光塑)—爆破实验(抽检)—成品。
客户前期使用日钢RECC 出现膨胀率不足问题,后更换材料使用日钢RECD,现场抽检3 具4 kg 和3 具2 kg 筒体做爆破实验。爆破压力均达到7.0 MPa(国标≥5.5 MPa),4 kg 筒体膨胀率均在18%以上,2 kg 筒体爆破率在14%左右。
4 结论
ESP 铁素体轧制产品性能优越,适合制管线辊压筒体成型,但端盖制耳改善不明显,后续改善各方向增量Δr 值。
ESP 铁素体轧制产品性能优越、组织精良、板形良好,近几年实现了在消防行业上的推广上量。ESP铁素体轧制工艺技术不断优化,其产品将应用于更多行业,逐渐替代传统冷轧产品,稳定的产品性能及市场服务为日钢特色品种的多样化和产品应用的多元化打下了基础,冷成形市场将形成新的产品格局。
