SMT双面屏蔽罩侧边焊接工艺精益管理
2022-08-02合肥鑫晟光电科技有限公司陈红彭媛媛宋飞飞吴学咿王鑫赵涛赵凯旋王晓磊
合肥鑫晟光电科技有限公司□陈红 彭媛媛 宋飞飞 吴学咿 王鑫 赵涛 赵凯旋 王晓磊
SMT(表面贴装技术)是目前电子组装行业里使用最为广泛的一种技术和工艺,是指通过一定的工艺、设备、材料将无引脚或短引线表面组装元器件贴装在PCB或其他基板的表面上,通过回流焊等方式进行焊接的电路装连技术。SMT的关键工艺流程包括印刷、贴片、回流焊等,其中贴片工艺又可以分为单面贴装和双面贴装,双面贴装在实现高集成PCBA产品的同时也给SMT工艺带来了一定难度。
本文主要介绍的双面屏蔽罩设计焊盘位于PCB板边侧面,这种在实现双面焊接的同时还要满足屏蔽罩的侧边焊接精度的需求,极大拉升了对SMT的高精度工艺要求。由于是初次引进双面侧边焊接,相关制程经验不足,试产中还存在屏蔽罩空焊等问题亟待改善。

(1)锡膏印刷
在SMT工艺中,印刷锡膏是第一步也是影响最终焊接质量的关键工艺流程之一。锡膏印刷流程如图1所示。其目的主要是通过钢网将足量的锡膏转移到PCB焊盘上,锡膏在流动过程中受到刮刀的推力作用,经过钢网开孔下落至相应的焊盘上,印刷结束钢网与PCB脱离,锡膏完全落在对应的焊盘上。影响锡膏印刷的关键工艺参数包括刮刀速度、刮刀压力、钢网厚度、钢网开口、脱离速度等。钢网的厚度一般由PCB焊接最小零件类型及最小元件间距决定,如最小零件是0402,一般钢网厚度为0.1mm,最小零件为0201时,钢网厚度一般为0.08mm。当钢网厚度一定时,开口大小及形状成为影响锡膏印刷质量的关键因素。
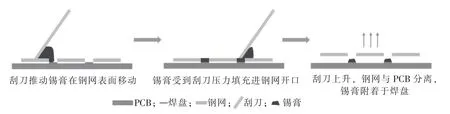
图1 锡膏印刷流程
(2)专用吸嘴设计
屏蔽罩尺寸较大,普通吸嘴吸附效果不稳定,如图2所示通过将原有单气孔吸嘴更改为双气孔吸嘴,可以使吸附屏蔽罩更加稳定,在高速运转过程中吸着力更强,贴装下压时,受力均匀,提高吸着稳定性。
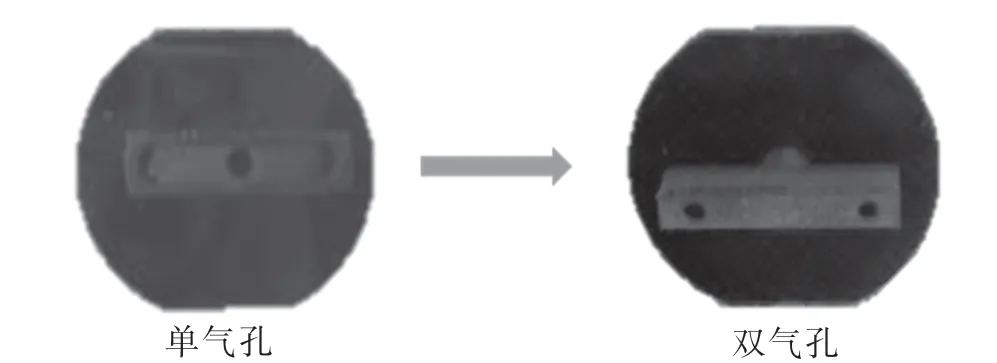
图2 吸嘴示意图
(3)屏蔽罩规格设计
SMT的贴片工艺可以通过高精度的贴片机实现,在贴片前的锡膏印刷是影响SMT焊接质量的关键工艺之一。传统的SMT工艺中焊盘均位于PCB板面,锡膏只需要通过设计相应的钢网开口漏印在PCB上即可。印刷流程如图1所示,锡膏在受到刮刀的推动力作用下,经由钢网开口下落至对应的焊盘上,实现PCB的印刷工艺。
本文中所涉及的产品屏蔽罩要求焊接在PCB侧面,这种焊接方式的优势在于一方面可以降低PCBA厚度,减小SMT焊接空间,另一方面同时还可以增加电磁屏蔽效果。为了实现此种屏蔽罩在PCB侧面焊接,将其焊盘设计位于PCB板边两侧,因此需要对钢网开口的尺寸进行外扩,使得印刷后的锡膏可以下落附着于PCB板侧边。而外扩的尺寸大小也与屏蔽罩的外宽尺寸紧密相关。
1)规格中心值设定
如图3所示,屏蔽罩的外宽尺寸需要考虑到印锡厚度,屏蔽罩厚度以及板宽。因此,屏蔽罩的外宽尺寸设计中心值应为PCB宽度+锡厚×2+CAN厚度×2=8.5+0.05×2+0.15×2=8.9mm。见表1。
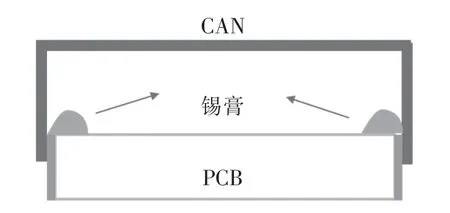
图3 CAN焊接示意图
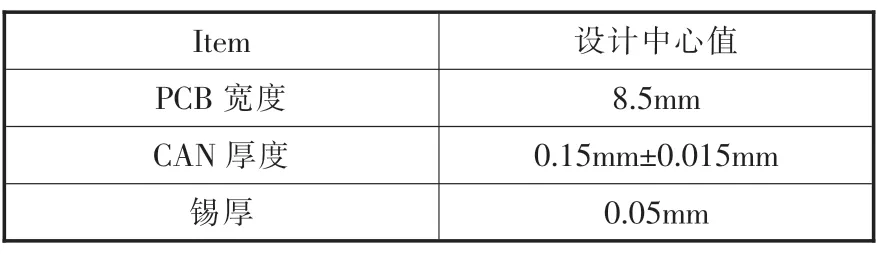
表1 原材设计中心值
2)规格公差的设定
通过对不同外宽尺寸的屏蔽罩进行SMT投入验证,当尺寸偏小时会产生浮起不良,尺寸偏大时会产生空焊不良,CAN外宽水准在8.84mm~8.96mm之间无不良,因此规格设定为8.9mm±0.05mm较为合理,有利于焊接良率的大幅提升。见表2。

表2 CAN外观水准验证
(4)钢网开口的设定
本机种为双面CAN工艺,A面为大CAN,B面为小CAN,两面CAN的长度、pin脚个数存在差异,SMT工艺优先顺序为先进行B面SMT,再进行A面SMT。如图4所示,1~5 pin脚处的钢网开口为0.45mm且侧面焊盘经过两次印刷上锡,而6~7处焊盘仅经过一次印刷上锡,因此对于边缘6~7的pin脚位置,钢网开口增加至0.46mm。

图4 双面CAN示意图

(1)CAN外宽尺寸管控——限位器导入
PCB侧边焊接对于屏蔽罩的外宽尺寸管控要求较为严格,公差仅为±0.05mm,为了实现对此尺寸的稳定管控,导入了限位器卡槽,对CAN的外径宽100%卡控,此外增加SPC管控,监测频率2pcs/0.5h,以确保原材的品质管控稳定。
(2)SMT制程管控
SPI是指锡膏检测系统,主要是用以检测锡膏印刷的面积、体积、高度、形状、桥接等,从而实现对锡膏印刷质量的品质监控,SPI能有效确保良好的锡膏印刷质量,最大程度地减少可能存在的成品不良率。
炉后的PCBA成品可通过切片状态判断焊接可靠性,如图5所示,从切片图片可以看到焊锡与PCB以及CAN之间的焊接状态良好,试产阶段测试频率要求1pcs/build,量产初期测试频率为1pcs/2Weekly。
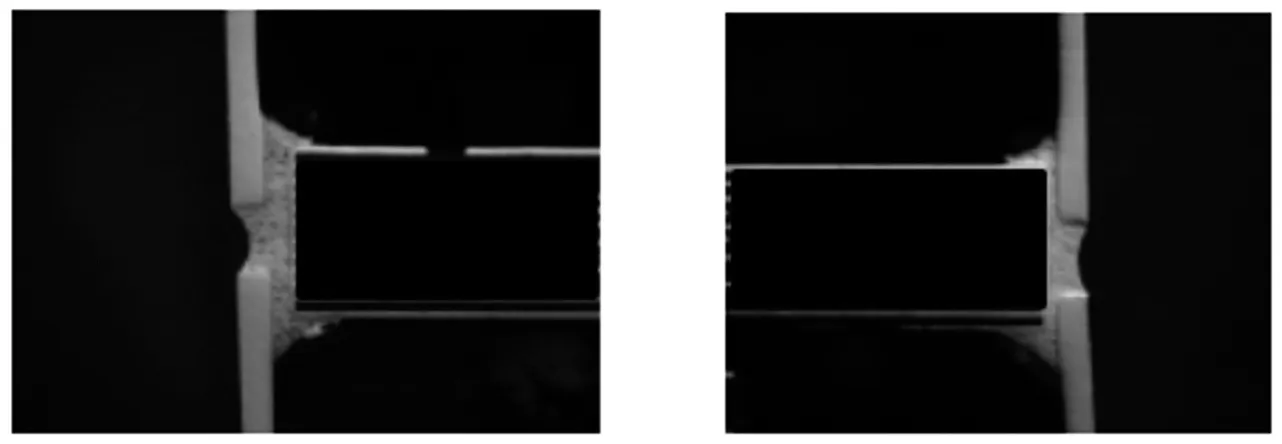
图5 CAN切片
本文基于SMT焊接原理,根据PCB原材,CAN原材以及钢网印锡厚度,通过DOE验证,确定了屏蔽罩的尺寸管控要求;根据本机种的双面屏蔽罩焊接要求,确定了钢网开口设计。通过对SPI数据的监测以及切片监控焊接可靠性,保证了双面屏蔽罩侧边焊接的量产稳定性。为后续新项目的展开提供了一定的经验积累,输出了一套完成的精益管理方法。
