一种新型多通道可扩展气压控制器设计
2022-08-01李晓萌黄海明温淑焕
李晓萌,黄海明,温淑焕,袁 毅,*
(1.燕山大学 电气工程学院,河北 秦皇岛 066004; 2.深圳大学 电子与信息工程学院,广东 深圳 518060)
0 引言
目前,气压控制系统广泛应用于各行各业之中,航空电子设备需要提供仿真激励作用的气压控制系统;在化工、机械和采矿领域需要用到空气压缩机供气系统;医疗行业需要对特定的气体进行压力控制,或者使用特定的气体对生化试剂进行推动;机器人行业需要使用气压控制器对软体模块进行驱动,以完成各类目标动作。为此,研究人员发明设计了各种各样的气压控制器或控制系统。
为满足行业需求,研究人员发明设计了各种各样的气压控制器或控制系统。气压控制系统是指用电子/电气设备作为控制装置,以气动设备驱动执行的综合系统。文献[1]基于STM32控制板设计了一种校准水位检测计出厂设置的气压频率控制系统,提高了系统响应速度和精度,适应生产需求;文献[2]设计了一种基于比例调节阀的气压控制系统,满足多材料生物3D打印一体成型的应用需求;文献[3]采用FPGA技术,实现了热压罐温度和气压控制;文献[4]针对现有空气压缩机性能单一现状,提出了一种同时提供高、低压供气系统方案;文献[5]针对航空电子设备研制过程中所需的动态压力模拟装置,提出了一种新型混合气压控制策略及系统;文献[6]设计并搭建软体手指组气动控制系统进行抓握实验。然而上述气压控制器或控制系统功能单一、通道数量少,极大限制了自身应用范围。当受控对象需要多路气压控制通道时,需同时使用多个气压控制器,这提高了使用成本,造成了资源浪费。
近年来,软体机器人发展迅速,且种类繁多,控制日趋复杂,常见的腔道致动器如两腔、三腔道致动器[7-10]需使用多路正向气压通道驱动;变刚度机器人[11-14]需使用负向气压通道驱动;多腔道变刚度软体机器人需同时使用多路正向气压通道和负向气压通道驱动。而现有气压控制器或控制系统很难同时满足这些控制需求。因此,本文研究并设计了一种多通道可扩展气压控制器,此气压控制器以STM32F407单片机为核心,集信号采集、气压实时显示、气压反馈值显示、模式切换和操作控制于一体,拥有上位机模式和手动模式两种模式,包含十路正向气压通道,一路负向气压通道以及一路混合气压通道,并可以更换气压阀组进行功能扩展。此气压控制器自身性能良好,兼容性高,可同时满足各类复杂软体机器人的驱动需求。
1 气压控制器方案设计
该气压控制器设计思路是:1)采用STM32F407单片机作为控制器,以此实现各模块功能。2)气压控制器包含十二路气压通道,其中十路为正向气压通道,一路为负向气压通道,一路为混合气压通道,各通道相互独立,互不干扰。气压阀组可模块化安装与拆除,便于后期功能扩展。3)气压控制器含有两种控制模式:手动模式和上位机模式,两种模式互不干扰,提高气压控制器容错性,其中扩展性功能在上位机模式中添加。
气压控制器的方案设计原理图如图1所示,当气压控制器运行时,首先利用模式选择电位器进行模式选择,若为上位机模式,STM32主控板通过CAN模块接收上位机传输来的数据并进行数据解析,从而实现各通道气压控制。若为手动模式,STM32主控板通过RS232接口电路接收STM32次控板传输来的采样数据并进行数据解析,从而实现各通道气压控制。与此同时,气压控制器利用LCD屏实时显示各通道当前气压值。

图1 气压控制器设计原理图Fig. 1 Design schematic diagram of air pressure controller
气压控制器气路流通方向如图1所示。使用正向气压通道时,气体从正压气源流出,流向受控正压比例阀,输出指定气压到受控对象;使用负向气压通道时,气体从负压气源流出,流向受控负压比例阀,并输出指定负压到受控对象,受控对象体内气压被快速抽出;使用混合气压通道时,先进行正负气路选择,若为正,则气体流通方向与正向气压通道相同,若为负,则气体流通方向与负向气压通道相同。
2 气压控制器装置设计
气压控制器装置设计主要从两个方面来考虑:硬件设计和软件设计。其中硬件设计分为十二路气压通道设计、混合气压通道设计,软件设计分为串行通信协议设计、上位机设计和气压数据采集及数据处理算法。
2.1 硬件设计
2.1.1十二路气压通道设计
气压控制器选用控制电压为0~10 V的Festo VEAB比例阀作为控制阀;选用STM32单片机作为控制核心,并利用DAC输出比例阀控制电压。气压控制器有十二路气压通道,仅凭单片机自带DAC无法满足设计需求,故选用两片外置TLV5608 DAC芯片进行扩展。又因为在上位机模式下,需用ADC采样12路气压通道比例阀反馈电压,以显示实时气压;在手动模式下,需用ADC采样12路手动电位器电压,以输出各通道控制电压,且单块控制板板载资源不足,故选用两块相同STM32控制板进行设计。气压控制器硬件结构图如图2所示。手动模式下,次控板通过ADC采样十二路通道手动调节电位器电压,并将采集数据通过RS232串口电路传输至主控板,主控板接收并解析数据,然后利用DAC输出控制电压,进而输出各通道气压。上位机模式下,主控板通过CAN模块,接收上位机传输的十二路通道气压设定值数据并进行数据处理,然后利用DAC输出控制电压,进而输出各通道指定气压,同时主控板通过ADC采样各通道实时气压并反馈给上位机。此外,将十二路气压阀组封装模块化,利用卡槽固定于气压箱内,后续气压控制器功能扩展时,方便拆卸、安装,利于提高气压控制器的兼容性。
2.1.2混合气压通道设计
混合气压通道是十二路气压通道中的一路,此通道气压阀由正压比例阀、负压比例阀和电磁阀共同组成,统称为混合阀。其设计原理如图3所示,混合阀将电磁阀倒用,正压比例阀连接电磁阀常闭口,负压比例阀连接电磁阀常开口,气压受控对象连接电磁阀进气口,通过控制电磁阀的通断来实现混合阀正负气压切换。

图3 混合阀设计原理图Fig.3 Design schematic diagram of mixed valve
手动模式下,混合气压通道手动调节电位器电压区间分为正压区间和负压区间,ADC采样时,若电压处于正压区间,主控板置高I/O模块并驱动PLC放大板,电磁阀常闭口打开,混合气压通道输出正向气压;若处于负压区间,主控板重置I/O模块,不驱动PLC放大板,电磁阀常开口打开,混合气压通道输出负向气压。混合气压通道气压大小由ADC采样电压在各电压区间所占比值大小决定。上位机模式下,利用通道设定气压值正负进行气压选择,为正则输出正向气压,为负则输出负向气压,混合阀控制方式同手动模式。
2.2 软件设计
2.2.1串行通信协议设计
气压控制器有两处需要进行数据传输:1)手动模式下,次控板将十二路手动调节电位器电压通过RS232串口电路传输至主控板;2)上位机模式下,上位机通过USB转CAN控制板,将各通道气压设定值传输至主控板,同时主控板将各通道实时气压值反馈给上位机。考虑到程序编写的便捷性,采取一套通信协议同时满足上述两种情况,具体协议如表1所示。

表1 串行通信协议Tab.1 Serial communication protocol
由于气压控制器模式多,通道数量多,且有正/负气压,所以通信协议中应考虑控制模式、气压模式、通道、气压值等参数,出于对数据传输安全性考虑,通信协议采用固定长度指令格式,该指令在包含上述参数同时,又包含帧头、帧尾及数据长度等限制位。数据传输时,程序先检查帧头、帧尾是否正确,再判断数据长度,然后将剩余几位数据提取出来进行相关电路控制。
2.2.2上位机设计
上位机采用Labview软件编写,其界面设计如图4所示,包含主界面和三页副界面。图4(a)为上位机主界面,主界面主要对上位机通信进行配置,如串口通道的选择、波特率的设置、上位机数据传输功能的开断,上位机运行状态的显示以及气压控制模式的选择等等;副界面主要对各种气压控制模式做更详细的通道设计,图4(b)为基本气压控制模式,此模式是本文设计的十二路气压通道对应气压控制模式,在此副界面内,操作人员可依据规定气压范围输入各通道设定气压值,并可以根据需要同时选取全部通道或者某几路通道进行使用,气压控制器运行后该界面会自动接收并显示下位机传来的使用通道实际气压值,即反馈值。

(a) 上位机主界面

(b) 基本气压控制模式
对于气压控制箱的扩展功能,由于手动模式已经固定,故将扩展功能气压控制模式放于上位机模式中设计,操作人员根据使用需求更换气压阀组,并于副界面中进行通道设计,如图4(a)中的单通道模式和多通道模式,扩展功能界面在此处不做过多介绍。
2.2.3气压数据采集及数据处理算法
选用的TLV5608是一款10位8通道外置DAC芯片,其经放大电路放大后可输出0~10 V电压,取值范围为0~1023;选用的手动调节电位器型号为WDD35D-4,可360°无限旋转,其有效分压旋转角度为345°。考虑到电位器分压从10 V跳变到0 V对应的无效角度较小,设计时预留0.8 V缓冲电压,即有效采样电压为0~9.2 V,降压分压后ADC对应的电压范围为0~3 V,对应取值范围为0~3 723,下面对手动模式和上位机模式分别进行详细气压值计算。
设气压比例阀气压量程差绝对值为vp,手动模式下,设各通道手动调节电位器电压为x1,ADC值为

(1)
正向/负向气压通道中,DAC值为

(2)
在混合气压通道中,采样电压分为三段区间,0~3.68 V为正压采样区间,3.68~5.52 V为缓冲模式采样区间,5.52~9.2 V为负压采样区间。正压时,因为采样电压区间为0~3.68 V,经过降压分压电路后,ADC对应电压区间为0~1.2 V,取值范围约为0~1 489,DAC值为

(3)
负压时,采样电压区间为5.52~9.2 V,经过降压分压电路后,ADC对应电压区间为1.8~3 V,取值范围约为2 234~3 723,DAC值为

(4)
各气压通道实时气压值为

(5)
其中,a1为手动模式下各通道ADC采样实时值,d1为手动模式下各通道DAC实时值,p1为手动模式下各通道实时气压值。
上位机模式下,因上位机中可直接输入各通道气压值,故只需在程序中解算出DAC的值,便可在主控板中输出气压比例阀控制电压,进而输出设定气压,设设定气压值为p2,则DAC值为
(6)
其中,d2为上位机模式下各通道DAC值。
上位机模式下,气压反馈值通过ADC采样比例阀反馈电压获得,气压比例阀反馈电压范围为0~10 V,设反馈电压值为x2,ADC值计算公式与式(1)相似,则各通道反馈气压值为

(7)
其中,a3为反馈电压对应ADC采样值,p3为各通道反馈实时气压值。
3 气压控制器样机制作及实验研究
3.1 气压控制器及软体模块制作
为验证所提新型多通道、可扩展气压控制器的合理性和实用性,本节依据前文描述搭建了气压控制器样机。气压控制器样机如图5所示,主要包括进气口、控制板、电源、气压阀组和电磁阀组等几个模块。

图5 气压控制器样机Fig.5 Prototype of air pressure controller
此外,本节从气压响应速度、气压控制精确性和气压稳定性三个方面对气压控制器性能进行实验测试。同时,还制作了两个三腔致动器和一个变刚度模块用于实验驱动,其制作流程如图6和图7所示。
气压控制器样机主要包括进气口、控制板、电源、气压阀组和电磁阀等几个模块,在下文中,从气压响应性能、气压控制精确度和气压稳定性三个方面对气压控制器性能进行实验测试。此外,还制作了两个三腔致动器和一个变刚度皮肤,同时使用气压控制器进行驱动,用于测试气压控制器的多通道驱动和正/负气压驱动性能,三腔致动器和变刚度制作流程如图6和图7所示。

图6 三腔致动器制作流程图Fig.6 Diagram of three cavity actuator production process

图7 变刚度皮肤制作流程图Fig.7 Diagram of variable stiffness skin production process
3.2 气压控制器性能测试
3.2.1气压响应性能测试
气压响应性能实验通过选取一路正压通道、一路负压通道和一路正负压通道进行测试。从图8(a)正压通道实验结果可以看出,随着正向设定气压不断增大,气压控制器响应速度逐渐变慢,响应时间集中在200~900 ms之间;从图8(b)负压通道实验结果可以看出,与正压通道相比,负压通道整体响应更快,多集中于400~600 ms之间;从图8(c)正负压通道实验结果可知,在正负压通道中,正向气压在小于100 kPa时响应速度比图8(a)中要快,大约集中在250~550 ms之间,正负压之间的切换速度非常迅速。由以上分析可知,随着气压逐渐增大,气压控制器响应时间逐渐增长,响应时间小于1 s,考虑到各种元器件存在自身响应时间,气压控制器响应速度很快。

(b) 负压通道稳定性测试

(a) 正压通道稳定性测试时间
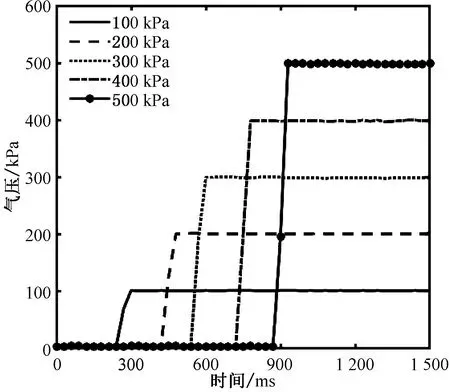
(a) 正压通道响应测试

(b) 负压通道响应测试

(c) 正负压通道响应测试
3.2.2气压精确度测试
由图8可知,气压控制器在完成设定值响应以后,气压稳定在设定值附近,对此任意选取气压稳定后500组实验数据进行气压精确度测试,实验结果如表2所示。从表2实验数据可以看出,气压稳定后实时气压与设定值气压之间误差很小,气压精确度高达99%,气压控制器对气压可进行精确控制。
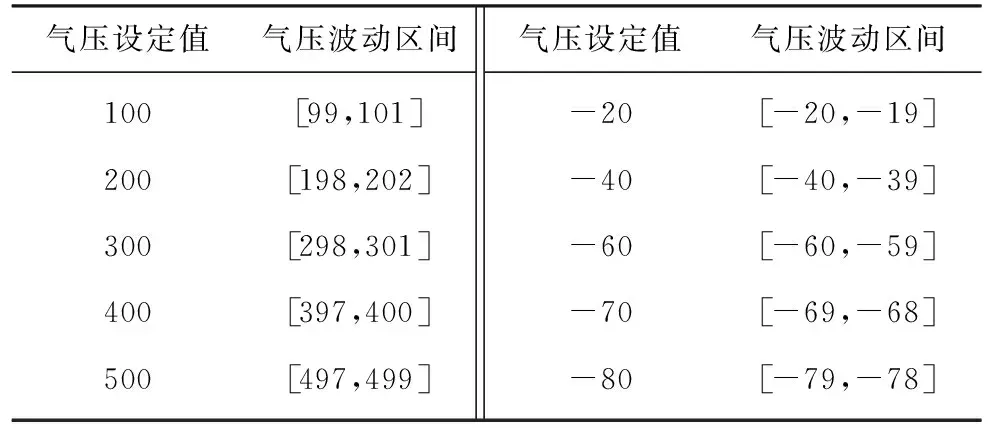
表2 气压控制精度Tab.2 Accuracy of air pressure controllerkPa
3.2.3气压稳定性测试
选取正向气压通道和负向气压通道700组数据进行气压稳定性测试,混合气压通道实验结果是正向气压和负向气压通道特殊情况,故不做单独说明,实验结果如图9所示。从图9可以看出,正/负气压在到达设定值以后,一直稳定在设定值附近,不会出现大的气压变化波动,因此气压控制器可以实现气压长久稳定控制。

图9 气压稳定性测试图Fig.9 Test of air pressure stability
3.3 软体模块驱动测试实验结果
3.3.1三腔致动器弯曲测试
按图6制作的三腔致动器最大可承受200 kPa气压,在使用气压控制器控制气压的情况下,利用正压通道对其中任一腔体充气,三腔致动器随着气压不断增加,弯曲越加明显,实验结果如图10所示,由于三腔致动器长度较短,在可承受气压范围内,最大可弯曲到94°。

图10 三腔致动器弯曲测试图Fig.10 Bending test of three cavity actuator
3.3.2三腔致动器伸长测试
在使用气压控制器控制气压的情况下,利用正压通道对三腔致动器3个腔体同时充入相同气压,实验结果如图11所示,随着气压不断增加,腔体越来越长,气压值与伸长量大致成线性关系,在可承受气压范围内,最多可伸长6.4 cm。

图11 三腔致动器伸长测试图Fig.11 Elongation test of three cavity actuator
3.3.3变刚度皮肤刚度变化测试
在使用气压控制器控制气压的情况下,利用负压通道对变刚度皮肤进行抽气,实验结果如图12所示,随着负向气压逐渐增大,变刚度皮肤越来越硬,所能承受的砝码重量越来越大。
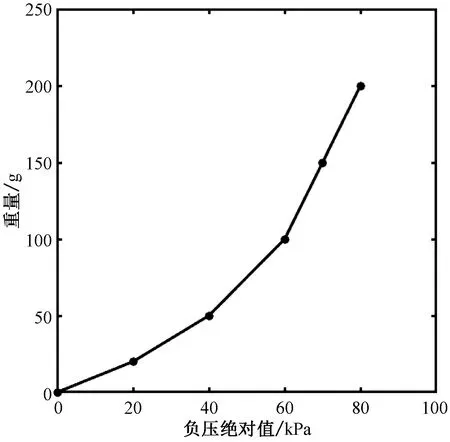
图12 刚度变化测试图Fig.12 Test of stiffness change
3.4 气压控制器性能对比
各气压控制器/控制系统性能对比如表3所示。相比已有气压控制器/控制系统[1-6],本文气压控制器的优势在于拥有十二路气压通道,以及可同时使用正向和负向气压。十二路气压通道包含十路正向气压通道、一路负向气压通道和一路混合气压通道。由于十二路气压通道互不干扰,使得本文气压控制器可同时驱动多个受控对象;正压/负气压通道的存在使得本文气压控制器可同时驱动不同类型的受控对象;混合气压通道的存在使得单通道既能充气又能抽气。因此本文气压控制器可应用于多种场合,特别是用于驱动软体机器人时,几乎可以满足大部分实验驱动需求。

表3 气压控制器/系统性能对比Tab.3 Performance comparison of air pressure control system
4 结论
针对目前气压控制器驱动复杂软体机器人气压腔道数量不足,正/负气压无法同时使用和扩展性差等问题,本文设计了一种新型多通道可扩展的气压控制器,给出了多路气压通道和混合气压通道设计方法,并制作了气压控制器模型样机和软体模块进行气压控制器性能及多通道驱动实验测试。实验结果表明,与已有气压控制器相比,本文设计的气压控制器在满足性能要求的情况下,可以实现多通道气压同时驱动,以及正/负气压的同时使用,满足各类复杂软体机器人的驱动需求。