飞机蒙皮纳秒脉冲激光除漆工艺与机理研究
2022-07-27秦哲高谦王斌杨雅婷陈亚军
秦哲,高谦,王斌,杨雅婷,陈亚军
飞机蒙皮纳秒脉冲激光除漆工艺与机理研究
秦哲1,2,高谦1,王斌3,杨雅婷1,陈亚军1
(1.中国民航大学 中欧航空工程师学院,天津 300300;2.天津良益科技股份有限公司,天津 300100;3.南开大学 人工智能学院,天津 300071)
寻求2024航空铝合金基体表面环氧漆层纳秒脉冲激光去除的最佳工艺参数。运用正交试验方法,通过改变激光功率、脉冲频率和扫描速度等参数,结合三维轮廓仪和扫描电子显微镜分析试样表面除漆后的微观形貌和残漆率。同时,为了研究激光除漆机理,采用能谱仪和拉曼光谱仪分析除漆前后环氧漆层成分的变化情况。工艺参数对试样除漆后残漆率的影响的主次顺序为扫描速度、激光功率、脉冲频率。当扫描速度较小时,随着激光功率的提高,激光烧蚀效应占据主导地位。在增加脉冲频率时,单脉冲激光能量密度随之减小,激光烧蚀效应减弱,除漆效果变差。实验以残漆率为优化指标,获得的最佳除漆工艺参数组合为扫描速度60 mm/s、激光功率7 W、脉冲频率20 kHz。使用此工艺参数测得试样表面的残漆率平均值为0.02。通过选择合适的工艺参数,采用纳秒脉冲激光可以有效去除铝合金基体表面的环氧漆层,并且不会损伤基体。除漆机理以激光烧蚀效应和热振动效应为主,漆层被激光烧蚀后形成碳化物,经过二次激光清洗,碳化物受到热振动效应作用可被基本去除,该研究可为今后飞机蒙皮除漆工艺参数的确定提供参考。
纳秒脉冲激光;除漆;正交试验法;表面形貌;残漆率;工艺参数优化
在飞机飞行过程中,飞机蒙皮表面油漆涂层会出现光老化、破损、脱落等现象,降低了油漆涂层的防腐蚀效果和保护作用,因此在飞机维修过程中一项重要的工作是将蒙皮油漆去除后重新喷涂,从而延长飞机的寿命。常见的飞机蒙皮脱漆方法有机械脱漆法、喷涂脱漆剂法、超声波除漆法等。机械脱漆法[1]使用摩擦介质保持一定的力量和速度冲击并去除漆层,这种方法劳动强度大、效率低。喷涂脱漆剂法采用有机溶剂溶解溶胀漆层,以达到除漆的目的,虽然除漆效率高,但是一般脱漆剂具有一定的毒性、挥发性和易燃性强,使用安全性和环保性差[2]。超声波除漆法利用超声波在液体中的空化作用或直进流作用,使漆层剥离,从而达到清洗目的,此方法操作复杂、适用性差。激光清洗技术作为一种新型表面处理技术,通过能量密度高、方向性好的连续或脉冲激光光束诱导的振动效应和烧蚀效应[3],使得热应力克服漆层与基底之间的黏附力,或高温直接将漆层气化、烧蚀,从而去除油漆[4]。与机械脱漆法相比,激光除漆技术具有特有的除漆机理,工作效率高,同时也可大大降低对基体的机械损伤[5]。与喷涂脱漆剂法相比,激光除漆技术在除漆过程中无需使用任何化学试剂,对环境污染小。与超声波除漆法相比,虽然激光除漆设备前期的费用高,但寿命长、运行成本低、维修维护成本低、自动化程度高、操作简单、适用性更强[6-7]。
近年来,激光除漆技术得到了越来越多科研人员的关注。赵海朝等[6]认为激光清洗1次后,随着能量密度的增加,激光除漆质量呈现变好的趋势。Liu等[8]对聚氨酯漆船壳板表面进行了脉冲光纤激光重复清洗研究,分析了脉冲光纤激光功率、表面粗糙度与表面形貌之间的关系。Kim等[9]采用低功率调Q光纤激光器去除造船用钢表面的底漆,研究发现,在激光光斑重叠率为20%,能量密度为10.5 J/cm2的参数条件下,清洗效果相对最佳。Shan等[10]采用最大功率30 W的纳秒光纤脉冲激光对2024铝合金进行漆层去除研究,结果表明,当激光清洗能量密度为21.23 J/cm2时,获得了相对最佳的清洁度和表面完整性。刘鹏飞等[11]认为激光能量密度和扫描速度对除漆表面质量有很大的影响。朱伟等[12]认为激光功率、离焦量、清洗速度对清洗效果有影响,并通过表面显微视图分析和力学性能测试分析研究了激光清洗对基材性能的影响。Li等[13]使用纳秒脉冲激光器研究了Q345钢表面涂料的去除情况及清洗后表面的显微组织和硬度,结果表明,在纳秒激光清洗过程中,X扫描速度为1 500 mm/s,Y移动速度为7 mm/s时,清洗后的表面比较平整,只有少量的残余油漆。Zhao等[14]用1 064 nm高重复频率光纤激光器去除飞机蒙皮厚度50 μm的聚丙烯酸树脂底漆涂层,研究发现选择合适的扫描速度和脉冲频率组合,可以提高其扫描质量和效率,且随着激光功率的增加,单脉冲激光剥落的油漆量增加。万壮等[15]研究了不同激光脉冲频率对清洗效果及表面性能的影响规律,认为脉冲频率作为一个重要参数,对清洗效果和表面性能有显著影响。施曙东等[16]认为通过提高激光器的输出功率、脉冲频率,或者增加光斑直径,可以获得更好的清洗效果和更高的清洗效率。蒋一岚等[17]利用高重复频率CO2激光器对飞机蒙皮上的双层复合油漆层进行去除,结果表明,通过选择合适的扫描间距、激光功率密度、扫描次数,可将飞机蒙皮表面的2层油漆层完全去除。
以上激光除漆研究主要集中在激光能量密度、扫描速度、脉冲频率和扫描次数等参数对除漆效果和基材性能的影响,虽然最终确定了最佳的除漆参数,但是在除漆研究参数的选择过程中存在一定的偶然性。正交试验法是研究多因素多水平的一种设计方法,它依据 Galois理论从全面实验中挑选出部分具有代表性的水平组合进行研究,并对结果进行分析,从而找出最优的水平组合[18]。文中试图通过正交试验法科学分析激光清洗工艺参数的最优化组合,这对工业激光除漆应用中获取最佳系统性工艺参数具有较大的指导意义。基于上述思路,文中使用波长为1 064 nm的光纤脉冲激光器,去除飞机蒙皮常用的2024铝合金基体表面厚度为35 μm左右的环氧漆,通过正交试验法改变激光功率、脉冲频率和扫描速度等参数,并对除漆后的试样表面微观形貌、残漆率、能谱和拉曼光谱进行分析,筛选出最优除漆工艺,并分析脉冲激光除漆机理,为今后飞机蒙皮除漆工艺参数的确定提供参考。
1 实验
1.1 激光除漆系统
脉冲光纤激光器除漆系统结构如图1所示,该装置主要由计算机控制系统、光纤激光器、振镜、扩束镜和样品台构成。脉冲激光光束经过透镜会聚到样品台的样品上,焦距为160 mm,聚焦光斑直径约为20 μm,激光器波长为1 064 nm,最大平均功率为20 W,最大扫描速度为12 000 mm/s,脉冲宽度为110~140 ns,脉冲频率为20~200 kHz。激光光斑可以通过振镜的摆动在试样表面实现定向高速移动,这里的激光以“弓”字形轨迹在试样表面进行扫描,清洗区域尺寸为5 mm×5 mm。

图1 脉冲光纤激光器除漆系统结构
1.2 实验材料与除漆方法
实验基材选用2024航空铝合金,其化学成分如表1所示。实验基体尺寸为20 mm×50 mm×1.5 mm,经阿洛丁表面处理、清洗后,喷涂厚度约为35 μm的环氧漆。环氧漆由环氧树脂、体质颜料和固化剂组成,漆层主要化学成分有碳、钙、硅、氧和钛等元素。喷涂后试样表面和漆层截面扫描电镜图如图2所示。
在预实验的基础上,确定各水平的参数范围,在同一铝合金喷漆试样表面根据表2中的正交试验方法设计工艺参数进行除漆,工艺参数见表3,形成编号为H1—H9的除漆试样。需要说明的是,试样漆层在首次除漆过程中由于激光烧蚀效应在试样表面形成了黑色碳化层,为了提升除漆效果,后续实验采用扫描速度800 mm/s、激光功率0.01 W、脉冲频率50 kHz的除碳参数,利用激光热振动效应可将黑色碳化层完全去除。
1.3 微观形貌表征
采用LEXT OLS4100型三维轮廓仪观察除漆后试样表面的三维形貌图,测量范围为1 280 μm×1 280 μm,物镜倍率为10。采用TESCAN MIRA3型扫描电子显微镜和OXFORD X−MaxN型能谱仪对试样进行微观形貌和能谱分析。采用Renishaw MKI2000型拉曼光谱仪分析除漆前后环氧漆层官能团拉曼特征峰的变化情况。激发波长为632.8 nm,采用180°背散射收集。研究过程中使用的物镜倍率为50,积分时间为20 s,积分次数为5,将激光功率控制在10 mW左右(测试过程中并没发现因激光功率过高引起的样品损害)。实验所测残漆率利用Image Pro Plus软件对面积进行识别得到,绿色和黑色(烧蚀碳化的漆层)被识别为残留漆层,亮色被识别为裸露的基底,计算绿色和黑色面积占总面积的百分比即为残漆率。除漆率是亮色面积占总面积的百分比,因此残漆率和除漆率为负关联关系。
表1 2024航空铝合金化学成分

Tab.1 Chemical composition of 2024 aviation aluminum alloy

图2 喷漆试样表面和断面扫描电镜图
表2 三因素三水平正交试验

Tab.2 Orthogonal test of three factors and three levels
表3 试样除漆工艺参数

Tab.3 Paint removal process parameters
2 结果与分析
由表3得到的正交试验测试结果见表4。正交试验以扫描速度、激光功率和脉冲频率为影响因素,以基体表面残漆率为实验结果。根据表4中各因素极差(Range,指各因素变化对残漆率的影响幅度)分析结果可知,工艺参数对试样除漆后残漆率的影响顺序为扫描速度>激光功率>脉冲频率。扫描速度对残漆率的影响较为明显,主要表现在当扫描速度较小时,脉冲激光能量积累效应更明显,在激光作用下漆层的温度迅速升高,达到了漆层的熔点、沸点,甚至燃点以上,此时表面覆盖的漆层在激光烧蚀效应的作用下逐渐减少[11],可知激光烧蚀效应占据主导地位;当扫描速度较大时,虽然激光烧蚀效应减弱,但由于漆层与基底的热膨胀系数不同,试样接收到激光能量后使得2种材料的分界面处出现了温度梯度,进而产生热应力,造成熔化后的漆层被振动弹离基底,其中部分漆层会再沉积到基底表面,形成颗粒状或细丝状的残余漆层,此时热振动效应占据主导地位。
表4 环氧漆涂层试样正交试验残漆率结果

Tab.4 Results of residual paint rate of orthogonal test for epoxy paint coating samples
激光功率、扫描速度和脉冲频率等3个因素对残漆率的影响结果如图3所示。从图3可以看出,当激光功率从3 W增加到5 W时,残漆率的变化不太明显;当激光功率增加到7 W时,漆层表面的烧蚀现象变得非常明显,铝合金基体开始出现大面积裸露,试样的残漆率明显下降。这主要因为当激光光束能量超过漆层去除阈值后,随着激光能量密度的提高,漆层吸收激光能量快速增加,温度迅速上升至漆层燃点以上。实验中看到了明显的火花和烟雾,此时激光烧蚀效应占据主导地位。相关文献指出,一方面激光功率不能低于漆层清洗阈值,但另一方面激光功率也不能超过基体损伤阈值,否则会对铝合金基体产生不可逆的损伤[19]。通过多次试验发现,将激光器功率控制在7 W内不会对试样的铝合金基体材料产生损伤。此外,从图3中还可以看出,残漆率随着脉冲频率的增加不断上升。激光能量密度的计算见式(1)。

式中:为激光平均功率;为脉冲频率;为聚焦到样品上光斑的面积。
在激光平均功率固定的情况下,当脉冲频率增大时,单个脉冲的时间变短,脉冲能量减小,激光能量密度随之减小,导致激光烧蚀效应减弱[20],除漆效率会相应降低。

图3 三因素与残漆率的关系
通过正交试验结果分析,为了降低试样除漆后的残漆率,获得了最佳的除漆工艺参数组合:A1+B3+ C1,即扫描速度60 mm/s、激光功率7 W,脉冲频率20 kHz。根据正交试验设计理论寻找的最优参数组合未必一定出现在表4试验组合中,因此试验采用最优参数进行除漆处理和进一步分析。除漆后微观形貌如图4所示,从图4中看出带划痕纹理的铝合金基体裸露出来,测得的表面残漆率的平均值为0.02。
为了进一步验证最优工艺参数除漆后,在铝合金基体表面只留有少部分残漆,采用扫描电子显微镜观察试样表面的显微组织结构,并进行能谱扫描,结果如图5—6所示。除漆后试样表面存在类似于图5中区域的大小不等的点状颗粒物,初步判断为环氧漆残留。对区域进行能谱扫描,结果如图6 a所示,可以看出此区域内主要以钙、氧、钛、硅、碳和铝等元素为主,除铝元素外,其他均为环氧漆的主要组成元素。说明经过激光除漆后仍有少部分未被烧蚀的环氧漆残留物在试样表面残留。通过对其他区域(如图5中处)进行能谱扫描,结果如图6 b所示,可以发现此区域以铝、碳、氧、钛等元素为主,其中铝元素的质量分数约为79.5%,说明此区域为漆层完全去除区。从图5可以看出,在除漆后试样表面只存在少量的残留漆颗粒,可以判断此区域的环氧漆涂层基本去除干净,与图4的分析结果一致。

图4 试样除漆后表面微观形貌
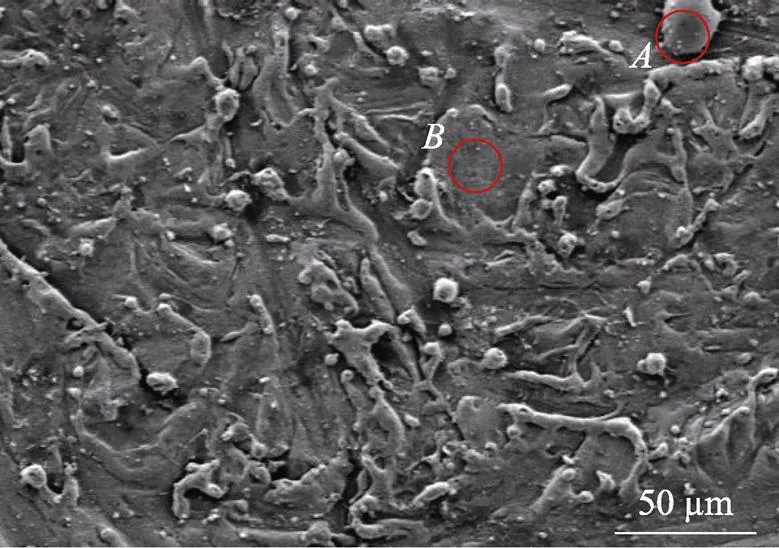
图5 最优参数除漆后试样表面扫描电镜图
铝合金基材在激光除漆后是否发生损伤也是清洗效果的重要评价指标。通过图5扫描电镜图可以看到,除漆后即使不考虑点状颗粒物残留,暴露出来的基体表面也并不平整,对激光清洗后的铝合金基体是否发生损伤无法准确判断。前面提到此环氧漆层试样在激光器功率控制在7 W以内不会对基体材料产生损伤,为了对比说明使用最优化参数清洗试样对基材损伤程度很小,这里选取激光功率8 W(其他2个参数与最优化工艺参数保持一致,即扫描速度60 mm/s,脉冲频率20 kHz)清洗样品,得到的扫描电镜图如图7所示。可以看出,增加激光功率后试样漆层基本完全被清洗干净,但是铝合金基底出现了大面积因激光连续烧蚀基体形成的清洗轨迹,基体的表面粗糙度明显增加,分析判断铝合金基材存在一定程度的损伤。图5所示试样铝合金表面除了有部分区域存在带状突起外,表面总体平整度良好,说明基体损伤程度不大。综上所述,采用这里得出的纳秒脉冲激光工艺参数可以有效去除铝合金基体表面的环氧漆层,并且不会损伤基体。

图6 采用最优参数除漆后试样的表面能谱图

图7 使用激光功率8 W除漆后试样表面扫描电镜图
除漆前后试样漆层的拉曼光谱测试结果如图8所示,其中在443 cm−1和690 cm−1处分别为SiO2和TiO2纳米颗粒对应的拉曼特征峰[21-23],可以看到在除漆试验后这2个特征峰消失了。虽然这2种颗粒不会因为受到激光烧蚀作用而被分解,但在除漆过程中脉冲激光产生的热振动效应可使其从基体表面脱离,因此在除漆后的拉曼光谱图中几乎看不到这2种颗粒的特征峰。实验所用环氧漆除包含SiO2和TiO2纳米颗粒添加剂外,主要由2–庚酮C7H14O,苯酚与甲醛和缩水甘油醚的聚合物(C6H6O·CH2O),甲苯C7H8,苯甲醇C7H8O,以及对叔丁基苯酚C10H14O等有机物组成。由图8可知,在860、889、1 137、1 241、1 341、1 449、1 525、1 577 cm−1处拉曼特征峰主要以C—O单键、C—H单键和C—C单键的伸缩振动,C—C—H、O—C—H和C—C—O弯曲振动,CH3基团非对称变形,CH2—的摆动等为主[24]。从除漆处理后的拉曼光谱图可以看出,只有在1 355 cm−1和1 592 cm−1处存在2个非常微弱的拉曼特征峰,分别为sp3杂化结构的碳原子产生的D峰和长链中sp2杂化结构的碳原子产生的G峰,对应活性炭的拉曼特征峰[25]。这说明漆层中大部分官能团化合键因激光烧蚀作用基本断裂和重组,少部分漆层被烧蚀后形成主要以碳元素为主的碳化物残留在试样表面。在二次激光清洗处理后,这些碳化物受到热振动效应的作用基本从基体表面脱离[11]。二次清洗后样品的拉曼谱在图8中没有体现,这是因为二次激光清洗后,样品表面所形成的碳化物通过热振动效应从表面脱离后,样品表面的铝合金基底全部裸露出,而铝合金中各金属为原子结构,不存在分子振动,没有拉曼活性,在拉曼光谱中无任何特征峰。以上结果与除漆后能谱扫描分析结果基本一致,这也是环氧漆层被去除的有力证据。

图8 除漆前后试样的拉曼光谱
3 结论
1)对2024航空铝合金基体环氧漆层进行激光除漆正交试验研究,通过改变激光功率、脉冲频率和扫描速度等参数,对除漆后的试样表面微观形貌、残漆率、能谱和拉曼光谱进行了表征。研究以除漆后试样表面的残漆率为优化指标,分析得出最优的除漆工艺参数:扫描速度60 mm/s、激光功率7 W、脉冲频率20 kHz。此纳秒脉冲激光工艺参数可以有效去除铝合金基体表面的环氧漆层,并且不会损伤基体。
2)研究发现,激光除漆工艺参数对试样除漆后残漆率的影响次序为扫描速度>激光功率>脉冲频率。扫描速度对残漆率的影响较为明显的主要原因:当扫描速度较小时,脉冲激光能量积累效应更明显,激光作用漆层温度迅速升高,漆层因吸收激光产生的高温烧蚀效应逐渐增强。当扫描速度较大时,烧蚀效应虽然减弱,但由于漆层与基底的热膨胀系数不同,会产生热应力,从而造成漆层受热振动而弹离基底。
3)通过除漆前后拉曼光谱发现,环氧漆各成分的大部分官能团的拉曼特征峰消失,只存在微弱的碳化物特征峰。试样表面的环氧漆层在经过激光烧蚀作用后生成了大量碳化物,在经二次除碳处理后,碳化层受到激光热振动效应的作用也被基本去除。
[1] 宋峰, 刘淑静, 牛孔贞, 等. 激光清洗原理与应用研究[J]. 清洗世界, 2005, 21(1): 1-6.
SONG Feng, LIU Shu-jing, NIU Kong-zhen, et al. Principle and Application Research on Laser Cleaning[J]. Cleaning World, 2005, 21(1): 1-6.
[2] 雷正龙, 田泽, 陈彦宾. 工业领域的激光清洗技术[J]. 激光与光电子学进展, 2018, 55(3): 60-72.
LEI Zheng-long, TIAN Ze, CHEN Yan-bin. Laser Cleaning Technology in Industrial Fields[J]. Laser & Optoelectronics Progress, 2018, 55(3): 60-72.
[3] 章恒, 刘伟嵬, 董亚洲, 等. 低频YAG脉冲激光除漆机理和实验研究[J]. 激光与光电子学进展, 2013, 50(12): 118-124.
ZHANG Heng, LIU Wei-wei, DONG Ya-zhou, et al. Experimental and Mechanism Research on Paint Removal with Low Frequency YAG Pulsed Laser[J]. Laser & Optoelectronics Progress, 2013, 50(12): 118-124.
[4] ARIF S, ARMBRUSTER O, KAUTEK W. Pulse Laser Particulate Separation from Polycarbonate: Surface Acoustic Wave and Thermomechanical Mechanisms[J]. Applied Physics A, 2013, 111(2): 539-548.
[5] 王晓东, 余锦, 貊泽强, 等. 激光脱漆技术的研究进展[J]. 激光与光电子学进展, 2020, 57(5): 59-70.
WANG Xiao-dong, YU Jin, MO Ze-qiang, et al. Research Progress on Laser Paint Stripping Technology[J]. Laser & Optoelectronics Progress, 2020, 57(5): 59-70.
[6] 赵海朝, 乔玉林, 杜娴, 等. 能量密度对激光清洗铝合金漆层的影响及作用机理[J]. 激光与光电子学进展, 2020, 57(13): 212-220.
ZHAO Hai-chao, QIAO Yu-lin, DU Xian, et al. Effect and Mechanism of Energy Density on the Aluminum Alloy Paint Cleaned by Laser[J]. Laser & Optoelectronics Progress, 2020, 57(13): 212-220.
[7] LEE J M, WATKINS K G. In-Process Monitoring Techniques for Laser Cleaning[J]. Optics and Lasers in Engineering, 2000, 34(4/5/6): 429-442.
[8] LIU Yin, LIU Wei-jun, ZHANG Dong, et al. Experimental Investigations into Cleaning Mechanism of Ship Shell Plant Surface Involved in Dry Laser Cleaning by Controlling Laser Power[J]. Applied Physics A, 2020, 126(11): 866.
[9] KIM J E, SONG M K, HAN M S, et al. A Study on the Application of Laser Cleaning Process in Shipbuilding Industries Using 100 W Fiber Laser[J]. Journal of Mechanical Science and Technology, 2021, 35(4): 1421-1427.
[10] SHAN Teng, YIN Feng-shi, WANG Si-jie, et al. Surface Integrity Control of Laser Cleaning of an Aluminum Alloy Surface Paint Layer[J]. Applied Optics, 2020, 59(30): 9313-9319.
[11] 刘鹏飞, 王思捷, 殷凤仕, 等. 2024铝合金表面激光除漆工艺及机理[J]. 材料导报, 2020, 34(24): 24121-24126.
LIU Peng-fei, WANG Si-jie, YIN Feng-shi, et al. Process and Mechanism of Laser Removal of Paint on 2024 Aluminum Alloy[J]. Materials Reports, 2020, 34(24): 24121-24126.
[12] 朱伟, 孟宪伟, 戴忠晨, 等. 铝合金平板表面激光除漆工艺[J]. 电焊机, 2015, 45(11): 126-128.
ZHU Wei, MENG Xian-wei, DAI Zhong-chen, et al. Research on the Laser De-Painting Process of Carbon Steel Surface[J]. Electric Welding Machine, 2015, 45(11): 126-128.
[13] LI Xin-yan, WANG Dan, GAO Ju-ming, et al. Influence of Ns-Laser Cleaning Parameters on the Removal of the Painted Layer and Selected Properties of the Base Metal [J]. Materials (Basel, Switzerland), 2020, 13(23): 5363.
[14] ZHAO Hai-chao, QIAO Yu-lin, DU Xian, et al. Laser Cleaning Performance and Mechanism in Stripping of Polyacrylate Resin Paint[J]. Applied Physics A, 2020, 126(5): 360.
[15] 万壮, 杨学锋, 夏国峰, 等. 激光频率对激光干式清洗机理及表面性能的影响[J]. 表面技术, 2021, 50(5): 70-77.
WAN Zhuang, YANG Xue-feng, XIA Guo-feng, et al. Effect of Laser Frequency on the Mechanism and Performance of Laser Dry Cleaning[J]. Surface Technology, 2021, 50(5): 70-77.
[16] 施曙东, 杜鹏, 李伟, 等. 1 064 nm准连续激光除漆研究[J]. 中国激光, 2012, 39(9): 63-69.
SHI Shu-dong, DU Peng, LI Wei, et al. Research on Paint Removal with 1064 nm Quasi-Continuous-Wave Laser[J]. Chinese Journal of Lasers, 2012, 39(9): 63-69.
[17] 蒋一岚, 叶亚云, 周国瑞, 等. 飞机蒙皮的激光除漆技术研究[J]. 红外与激光工程, 2018, 47(12): 29-35.
JIANG Yi-lan, YE Ya-yun, ZHOU Guo-rui, et al. Research on Laser Paint Removing of Aircraft Surface[J]. Infrared and Laser Engineering, 2018, 47(12): 29-35.
[18] 刘瑞江, 张业旺, 闻崇炜, 等. 正交试验设计和分析方法研究[J]. 实验技术与管理, 2010, 27(9): 52-55.
LIU Rui-jiang, ZHANG Ye-wang, WEN Chong-wei, et al. Study on the Design and Analysis Methods of Orthogonal Experiment[J]. Experimental Technology and Management, 2010, 27(9): 52-55.
[19] 王泽敏, 曾晓雁, 黄维玲. 脉冲激光除漆机理及工艺参数的研究[J]. 材料保护, 2000, 33(4): 21-22.
WANG Ze-min, ZENG Xiao-yan, HUANG Wei-ling. Parameters and Mechanisms of Paintcoat Laser Cleaning [J]. Materiais Protection, 2000, 33(4): 21-22.
[20] 徐袛尚, 周强, 朱宗涛, 等. 脉冲频率对A7N01P-T4铝合金微弧氧化膜微观结构和耐蚀性的影响[J]. 热加工工艺, 2019, 48(14): 112-115.
XU Zhi-shang, ZHOU Qiang, ZHU Zong-tao, et al. Effects of Pulse Frequency on Microstructure and Corrosion Resistance of Micro-Arc Oxidation Coating on A7N01P- T4 Aluminum Alloy[J]. Hot Working Technology, 2019, 48(14): 112-115.
[21] 王怡林, 杨群, 李朝真. 黑井明代瓦条的拉曼光谱研究[J]. 光谱学与光谱分析, 2004, 24(7): 823-825.
WANG Yi-lin, YANG Qun, LI Chao-zhen. Raman Spectroscopic Study of Ming Dynasty Bar-Tile from Heijing of Lufeng[J]. Spectroscopy and Spectral Analysis, 2004, 24(7): 823-825.
[22] 王建强, 辛柏福, 于海涛, 等. 二氧化钛系列光催化剂的拉曼光谱[J]. 高等学校化学学报, 2003, 24(7): 1237- 1240.
WANG Jian-qiang, XIN Bai-fu, YU Hai-tao, et al. Raman Spectroscopy of Titanium Dioxide Photocatalyst[J]. Chemical Research in Chinese Universities, 2003, 24(7): 1237-1240.
[23] CHANDRABOSS V L, KAMALAKKANNAN J, SENTHILVELAN S. Synthesis of Activated Charcoal Supported Bi-Doped TiO2Nanocomposite under Solar Light Irradiation for Enhanced Photocatalytic Activity[J]. Applied Surface Science, 2016, 387: 944-956.
[24] 孟令芝, 龚淑玲, 何永炳. 有机波谱分析[M]. 3版. 武汉: 武汉大学出版社, 2009: 302-306.
MENG Ling-zhi, GONG Shu-ling, HE Yong-bing. Chemistry[M]. 3rd ed. Wuhan: Wuhan University Press, 2009: 302-306.
[25] 周宏, 朴明昕, 李芹, 等. 氧化石墨烯纳米片/环氧树脂复合材料的制备与性能[J]. 复合材料学报, 2015, 32(5): 1309-1315.
ZHOU Hong, PIAO Ming-xin, LI Qin, et al. Preparation and Properties of Graphene Oxide Nanosheeets/Epoxy Composites[J]. Acta Materiae Compositae Sinica, 2015, 32(5): 1309-1315.
Technology and Mechanism of Nanosecond Pulse Laser Paint Removal of Aircraft Skin
1,2,1,3,1,1
(1. Sino-European Institute of Aviation Engineering, Civil Aviation University of China, Tianjin 300300, China; 2. Tianjin Liangyi Technology Co., Ltd., Tianjin 300100, China; 3. College of Artificial Intelligence, Nankai University, Tianjin 300071, China)
Researches on laser paint removal mainly focus on the influence of laser energy density, scanning speed, pulse frequency and scanning times on paint removal effect and substrate performance. Although the best paint removal parameters are finally determined, there are some contingencies in the selection of paint removal research parameters. Orthogonal test method is a design method to study multi-factor and multi-level. It selects some representative level combinations from the comprehensive experiment according to Galois theory, and analyzes the results to find out the optimal level combination. In this study, a fiber pulse laser with a wavelength of 1 064 nm was used to remove about 35 μm thick epoxy paint on the surface of 2024 aluminum alloy substrate, which is commonly used in aircraft skin. The optimum process parameters of nanosecond pulse laser removal of epoxy paint on 2024 aviation aluminum alloy substrate were scientifically analyzed and found by orthogonal test. The micro morphology and residual paint rate of the sample surface after paint removal were analyzed by changing the parameters such as laser power, pulse frequency and scanning speed, combined with three-dimensional profilometer and scanning electron microscope. At the same time, in order to study the mechanism of laser paint removal, the composition changes of epoxy paint layer before and after paint removal were analyzed by energy spectrometer and Raman spectrometer. It is found that the main order of the influence of laser paint removal process parameters on the residual paint rate after paint removal is: scanning speed, laser power and then pulse frequency. The effect of scanning speed on the residual paint rate is obvious. When the scanning speed is low, the energy accumulation effect of pulsed laser is more obvious, the temperature of paint layer increases rapidly under the action of laser, and the high-temperature ablation effect of paint layer due to laser absorption increases gradually. When the scanning speed is high, the ablation effect is weakened, but due to the different coefficient of thermal expansion between the paint layer and the substrate, thermal stress is generated between them, resulting in the paint layer bouncing off the substrate due to thermal vibration. Taking the residual paint rate as the optimization index, the best combination of paint removal process parameters is obtained as follows: scanning speed of 60 mm/s, laser power of 7 W and pulse frequency of 20 kHz. The average value of residual paint rate on the surface of the sample is 0.02. By selecting appropriate process parameters, nanosecond pulse laser can effectively remove the epoxy coating on the surface of aluminum alloy matrix without damaging the matrix. The paint removal mechanism is mainly laser ablation effect and thermal vibration effect. By comparing the Raman spectra before and after paint removal, it is found that the Raman characteristic peaks of most functional groups in the components of epoxy paint disappear, and there are only weak carbide characteristic peaks. After laser ablation, a large number of carbides are formed in the epoxy paint layer on the sample surface. After the secondary carbon removal treatment, the carbides are basically removed by the effect of laser thermal vibration. This study can provide a reference for the determination of paint removal process parameters of aircraft skin in the future.
nanosecond pulsed laser; paint removal; orthogonal test method; surface morphology; residual paint rate; process parameters optimization
TN249
A
1001-3660(2022)07-0370-07
10.16490/j.cnki.issn.1001-3660.2022.07.037
2021–08–21;
2022–03–14
2021-08-21;
2022-03-14
中央高校基本科研业务费专项基金(ZXH2011C013)
Fundamental Research Funds for the Central Universities (ZXH2011C013)
秦哲(1981—),男,博士,讲师,主要研究方向为光子学与技术。
QIN Zhe (1981-), Male, Doctor, Lecturer, Research focus: photonics and technology.
王斌(1980—),男,博士,讲师,主要研究方向为固体光谱学。
WANG Bin (1980-), Male, Doctor, Lecturer, Research focus: solid state spectroscopy.
秦哲, 高谦, 王斌, 等. 飞机蒙皮纳秒脉冲激光除漆工艺与机理研究[J]. 表面技术, 2022, 51(7): 370-376.
QIN Zhe, GAO Qian, WANG Bin, et al. Technology and Mechanism of Nanosecond Pulse Laser Paint Removal of Aircraft Skin[J]. Surface Technology, 2022, 51(7): 370-376.
责任编辑:彭颋
