漂白硫酸盐木浆生产线改产溶解浆工程实践
2022-07-21薛丽丽
薛丽丽 刘 宇 杜 娟
(中国中轻国际工程有限公司,北京,100026)
溶解浆是指通过酸性亚硫酸盐法或预水解硫酸盐法制得的木材衍生纤维素,还可以叫作高等级特种纤维素或化学纤维素,2 种方法原理相同:在纤维素过度降解发生之前减少木素含量;使半纤维素发生降解,以便于在蒸煮过程(预水解硫酸盐法)或后期漂白过程(亚硫酸盐法)中除去;在漂白过程中,控制纤维素降解到所需的黏度水平,以便于后续操作,同时产品达到各终端应用要求的水平[1]。溶解浆主要用于黏胶人造丝、纤维素酯(纤维素醋酸酯、纤维素丙酸酯、纤维素丁酸酯、纤维素硝酸酯)和纤维素醚(羧甲基纤维素醚、乙基纤维素醚、甲基纤维素醚)的制造[2]。近年来,我国棉花种植面积波动较大,导致棉短绒产量波动,木材纤维溶解浆成为黏胶纤维原材料的主要补充来源。
溶解浆与化学浆生产工艺相差不大,对现有化学浆生产线进行改造可生产溶解浆,为适应棉花市场对溶解浆市场的影响,国内多家大中型企业新建或改造现有制浆生产线兼产溶解浆,本文就某改造工程生产实践进行介绍。
1 既有制浆生产线工艺及装备概况
既有制浆生产线原料为桉木,产品为漂白硫酸盐化学木浆。制浆工艺为:第二代紧凑蒸煮工艺(Compact G2)+封闭筛选、逆流洗涤、中浓氧脱技术+ECF 漂白工艺(Dht(EOP)D1D/P);配套完整的碱回收系统,碱回收车间采用先进、成熟、可靠的工艺流程,制浆车间黑液经蒸发浓缩、燃烧、苛化后,回收碱送制浆回用。蒸煮工段系统配置为木片预浸塔+高压喂料器+立式连续蒸煮塔。
紧凑蒸煮(Compack Cooking)的特点是预浸和蒸煮之间具有灵活的液比,以及良好的蒸煮药液分布,主要体现在:蒸煮温度较低、蒸煮均匀且卡伯值波动小、相同卡伯值时有较高的蒸煮制浆得率;较低的浆渣、节子含量;纸浆的强度与黏度高、可漂性好;原料适应广。
第二代紧凑蒸煮(Compack Cooking G2)优点主要体现在:预浸温度低、时间长。更低的蒸煮温度可减少半纤维素的溶出,提高纸浆得率,且根据需要能够实现快速的初段提取,有良好的后续提取效果。
洗选漂工段系统配置为:压力筛+双辊洗浆机+氧反应塔+Dht 升/降流塔+EOP 降流塔+D1升/降流塔+D1升/降流塔+D/P升/降流塔+中浓储浆塔。
洗选工段采用封闭筛选、逆流洗涤、两段中浓氧脱深度脱木素技术,逆流洗涤系统采用双辊洗浆机,浆料浓度可达30%以上,用水量低、对未漂浆洗净度高、送漂白浆料残碱低,有利于减少漂白化学药品消耗,降低了排放废水的污染负荷。
漂白工段采用ECF 漂白工艺,漂白程序为Dht(EOP)D1D/P,双辊洗浆机洗涤,升降流塔漂白,二氧化氯漂白时间充分,AOX污染负荷大大减少。
碱回收车间系统配置为蒸发工段采用多效高效传热的板式降膜蒸发器组;燃烧工段配置高效节能型碱回收炉;苛化工段配置高效澄清器+盘式过滤机;石灰窑工段采用带闪急干燥的短型石灰回转窑。
车间对制浆黑液进行综合处理,回收黑液中残碱和热量,碱回收炉产生的蒸汽送热电站。热电站配备汽轮发电机组,平衡和满足全厂汽电用量。回收化学药品中的大部分白液回用于制浆车间蒸煮工段,少量经氧化用于洗选漂工段氧脱木素。
浓度80%~85%的黑液入碱回收炉燃烧;对全厂的臭气进行收集和燃烧,大大减少了臭气的排放;苛化绿液、白液过滤采用高效澄清器和盘式过滤机,采用白液澄清和过滤相结合的方法,白液澄清度较高,白泥残碱低;石灰回收工段采用带闪急干燥的短型石灰回转窑,苛化工段产生的白泥经石灰窑煅烧后制成石灰回用于苛化工段消化。
2 工艺系统及装备改造
工程前期,项目组人员结合溶解浆生产特性及现有生产线运行数据,对整个化学浆生产线物料平衡、热平衡、汽电消耗做了充分论证;与浆厂、设备供货商多次讨论,评估各车间生产线及单台设备产能;多次勘察现场,对预留空间增设设备的可行性进行评估,最终确定化学浆兼产溶解浆改造方案。此次改造中,备料车间保留原设计、制浆车间系统及设备改造、浆板车间增设软化水喷淋系统、碱回收车间仅燃烧工段高浓臭气系统局部改造,其他保留原设计。
2.1 蒸煮工段改造
2.1.1 木片预浸系统改造
2.1.1.1 改造前木片预浸系统
木片自备料车间通过木片输送机送至预浸塔顶部,经过木片缓冲槽,再经木片计量仪计量进入预浸塔。
预浸塔是一个常压容器,对木片有蒸汽预蒸和预浸2个作用。塔体上功能类似木片仓,为木片提供缓冲时间并降低木片架桥。预浸液来自蒸煮塔顶部分离器循环黑液及蒸煮塔上部筛板抽提液。预浸液通过预浸塔中心管加入,保持一定液位。塔内木片温度随预浸液的加入上升接近100℃,塔中产生的上升蒸汽,在木片缓存区加热木片,排除木片中的空气,从而提高木片的预浸程度,木片经过蒸汽预蒸区,进入预浸区。
预浸塔顶部结构如图1 所示。预浸塔顶部与低浓臭气系统连接,由于预浸塔操作温度低,臭气量少,经空气稀释后,与洗选工段臭气混合统一送往低浓臭气处理系统。当排气温度高于60℃时,具有爆炸性,不得进入低浓臭气系统,经冷却后送往臭气焚烧炉燃烧。
出料为第二代紧凑蒸煮喂料系统Compact Feed G2。作为第二代紧凑蒸煮系统的重要组成部分,除了能贡献以上第二代紧凑蒸煮所具有的优势特点之外,其本身具有很多独特之处,主要体现在以下几个方面:喂料系统简单,与传统喂料系统相比,所采用的设备少,占地面积小;高压喂料器使用寿命大幅延长;紧凑高压喂料器和药液循环得到了改进。提高了高压喂料器的填充率,喂料器能力增加。
预浸工艺优点:木片预浸温度100℃左右,低温可减少药液对半纤维素的降解,提高蒸煮得率;预浸液与木片高液比预浸,碱液分布均匀,可提高蒸煮得率[3]。
2.1.1.2 改造后木片预浸系统
预浸塔本体改造了预浸塔必要的部件材质,升级为304L 内衬双相钢;顶部增加低压蒸汽系统,蒸汽分布均匀加入,蒸汽管伸入塔体内部;提高木片汽蒸及预浸温度,提高半纤维素的降解程度,并提高进预水解塔木片温度。出料改为第三代紧凑蒸煮喂料系统Compact Feed G3,系统安装对现有的生产系统影响小。第三代紧凑蒸煮喂料系统与第二代紧凑蒸煮喂料线相比可增加喂料能力,系统可操控性、产能灵活性及运行成本更具优势。该系统可设2 台木片进料泵,也可以1 台泵头配备2 台电机,电机一用一备,减少不必要的停机。改造前后喂料线如图2所示。
2.1.2 增加预水解系统
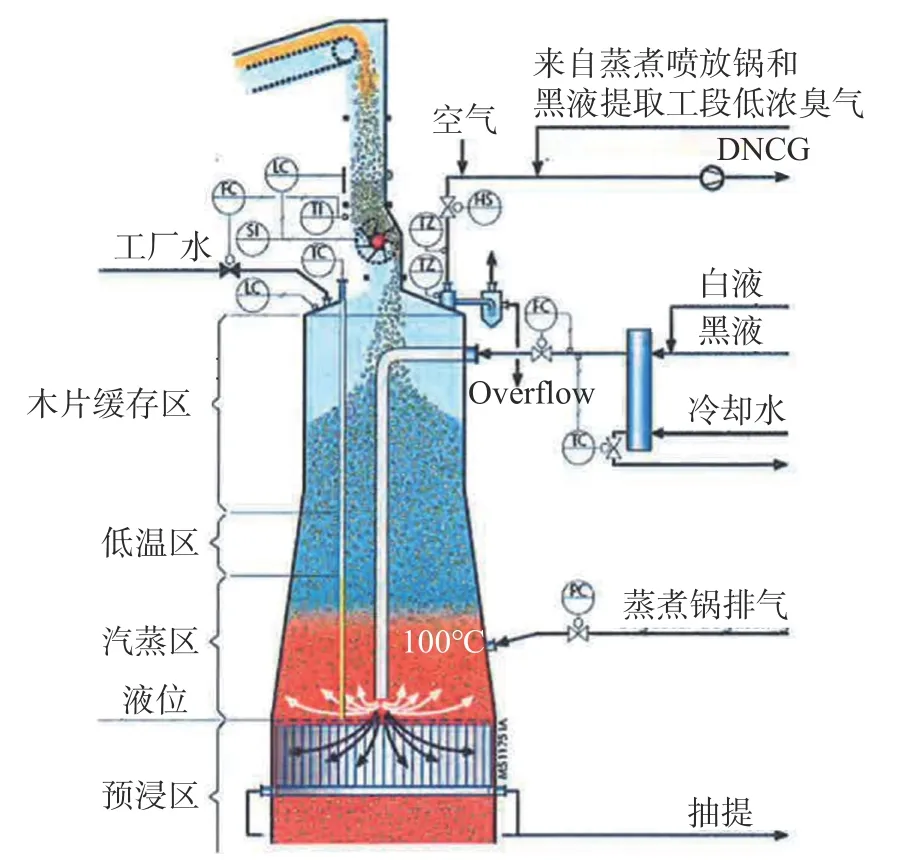
图1 预浸塔顶部结构图Fig.1 Structure of the part of impBin
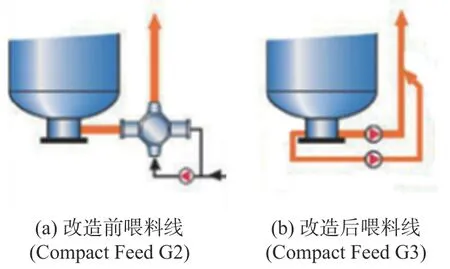
图2 第二代和第三代喂料线Fig.2 Compact Feed G2 amd Compact Feed G3
与传统硫酸盐法蒸煮工艺相比,溶解浆蒸煮工艺增设预水解系统,可提高浆粕反应能力和降低半纤维素含量(特别是聚木糖含量);减少己烯糖醛酸的产生,去除原料中抗碱的半纤维素聚糖,降低浆料中过渡金属离子的含量,有利于蒸煮脱出木素和提升后续浆料的漂白性能。
预水解硫酸盐法在传统硫酸盐法制浆蒸煮前加预水解系统。由于半纤维素对碱的攻击有抵抗性,使传统的硫酸盐法制浆无法生产符合要求的溶解浆。为了利用硫酸盐法制备溶解浆,必须在碱法蒸煮前对木片进行预处理。在预水解过程中,纤维素对酸的攻击有较大的抵抗性,而半纤维素则被降解为较小的分子(聚合度只有原来的30%),在硫酸盐法蒸煮过程中,通过剥皮反应和水解反应能很大程度除去半纤维素[4]。但在预水解过程中,木素发生缩合,因此与传统的硫酸盐法蒸煮相比,预水解硫酸盐法蒸煮的条件苛刻[5]。
溶解浆预水解的方法有3 种,分别为蒸汽预水解、水预水解及酸预水解。蒸汽预水解与水预水解反应机理一样,原料在热水中水解,乙酰基和甲酰基转化为乙酸和甲酸,使酸度增加,水解速度加快,pH值至3.0 左右到达水解终点。相比水预水解,蒸汽预水解水解液比少、反应速度快、升温时间短、操作简单、耗汽量少。水解过程中,利用原料本身产生的有机酸水解半纤维素,只需要通入蒸汽,不需要使用酸液和水,水解完成后,水解液被木片吸附,随后被白液中和,不产生水解废液。蒸汽预水解工艺成熟、成本低,故在新建、改建溶解浆系统中应用较广泛。图3为其制备溶解浆简易流程。
本工程采用蒸汽预水解法,即在预水解塔顶部加入中压蒸汽,控制P-因子(Pre-hydrolysis factor)。实验数据表明,随着P-因子增大,戊糖提取率呈增加趋势,提取液中糠醛含量也逐渐升高;预水解后木片硫酸盐蒸煮浆料的得率、卡伯值和黏度均随P-因子增大而逐渐降低;水解液中的木糖、葡萄糖、半乳糖、甘露糖含量均随P-因子增大而增加,其中木糖含量的增加最为明显,阿拉伯糖在预水解过程中已被全部提取,在较低P-因子条件下可被溶出[6]。结合原料情况及工程经验,预水解桉木木片P-因子在400~800 之间,生产中可根据实际运行情况调整。预水解塔底部逆流洗涤,最大限度提高置换率,减少对蒸汽、水的消耗。预水解后的木片经底部卸料器,背压送入蒸煮锅顶部。
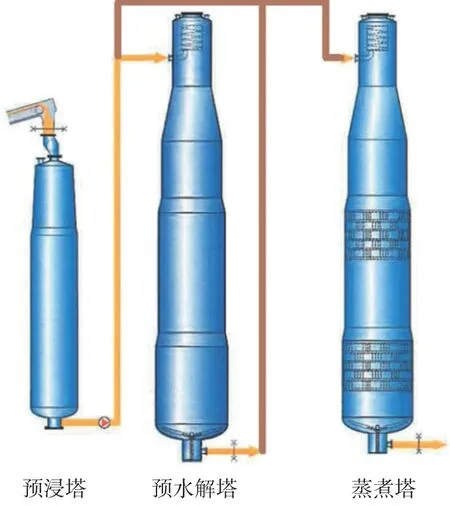
图3 溶解浆制备简易流程Fig.3 Simplified flow sheet for dissolving pulp
2.1.3 蒸煮系统改造
图4 为蒸煮塔顶部。蒸煮塔顶部加入中压蒸汽、加热木片和黑液,同时提供蒸煮压力。当蒸煮温度较低,蒸汽不能维持蒸煮所需压力时,加入压缩空气。通过压力控制阀控制,定期排除顶部不凝气至预浸塔。木片在自身重力下在蒸煮塔内向下移动,通过上部蒸煮区、上部筛板抽提区、下部蒸煮区、下部筛板抽提区、洗涤区、底部卸料装置,最后低温喷放至蒸煮喷放锅。洗涤区在蒸煮塔的下部,洗涤液来自黑浆洗选工段,在不影响木片下移情况下逆流向上置换洗涤浆料,最终从蒸煮塔下部筛板被抽提送往蒸发站。连续蒸煮塔设备本体除了洗涤区均为蒸煮区。上筛板抽提液部分作为热液送往预浸塔底部,部分抽提液作为冷液送往预浸塔顶部;部分抽提液循环至蒸煮塔顶部分离器;另外一部分送往蒸发站,进入碱回收系统。
蒸煮塔改造中,在顶部分离器增加白液管道,增加换热器及蒸煮液循环泵。蒸煮塔循环液经泵加压,与中压蒸汽换热温度提高到132℃左右,送入蒸煮塔中心管至上部筛板抽提区。预水解后的浆料蒸煮与普通硫酸盐法蒸煮相同。由于预水解木素结构的变化,浆料的颜色变深,蒸煮用碱量增高,最高温度和时间需要控制。
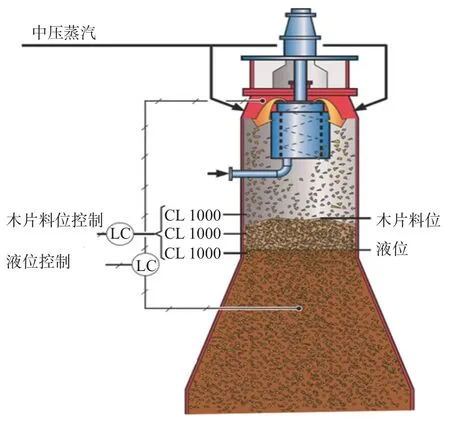
图4 蒸煮塔顶部Fig.4 Top part of digester
2.2 筛选、洗涤、氧脱木素、漂白区改造
溶解浆的除节、洗涤、氧脱木素与普通硫酸盐浆没有显著区别。为了提高产品质量,减少尘埃及金属离子对浆料的影响,此次改造加强对浆料的洗涤。
自蒸煮区来的浆料中含有一些节子和少量未被蒸煮的木片,防止对后续系统及最终产品的影响,自喷放锅由喷放浆泵送来的浆料,首先除节再经筛选、洗涤后进氧脱木素系统,进一步降低浆料卡伯值。浆料经氧脱木素进入漂白前的洗浆系统,需要充分洗涤浆料,洗涤好坏影响到后续漂白化学品的消耗量。本工艺采用热水逆流洗涤,洗涤因子2.5,保证进漂白工段浆料具有一定洗净度。
由于上游蒸汽预水解和蒸煮充分,筛选系统筛渣量较低。筛选工段末端洗浆机出料螺旋,在稀释滤液管增补过氧化氢加入管,以调整浆料黏度。溶解浆与普通硫酸盐浆要求高黏度不同,必要时要把黏度降到目标值[7]。
为了便于控制浆料的戊糖含量和浆料黏度,保留氧脱木素,氧气与中压蒸汽混合后加入到氧脱混合器,再经中浓泵送至氧反应塔。本系统改造增加氧混合器及中浓泵,以提高浆料与氧气的混合度及压力。
漂白采用Dht(EOP)D1D/P。Dht主要是去木素阶段,降低卡伯值同时也有漂白功能。该段在酸性条件下进行,pH值维持在2.5左右,根据残氯、得率和卡伯值控制ClO2加入量。与传统D0相比,Dht 操作温度由70~75℃提高到85℃左右,最大限度溶出己烯糖醛酸、节省10%~50%ClO2消耗、返黄率降低5%~22%、浆料黏度降低5%~12%;EOP 为抽提阶段,此阶段加入过氧化氢,进一步脱除木素,加入碱液控制pH值;D1段进一步脱除浆料中的有色物质。酸、碱加入到该阶段以调整浆料的pH值,反应终止加入10 g/L的SO2溶液,降低残氯浓度;D/P段进一步脱除浆料中的有色物质,根据不同客户对漂白浆产品参数要求,该段可加入ClO2为D2段漂白,也可加入H2O2为P段漂白,此次改造该段洗涤水改造为80℃软化水,以加强对浆料的洗涤。
2.3 新增软化水系统
为防止常规生产用水中可溶性钙、镁化合物对产品的灰分含量造成不良影响,增加软化水系统用于溶解浆生产。
进制浆车间软化水分3 部分单独计量:第1 部分送往蒸煮工段,经各换热器加热到80℃,送往洗选工段软化水槽。第2部分送往氧脱木素工段,并充分利用氧脱木素后滤液热能加热,然后送至软化水槽;自软化水槽的软化水,一部分泵送换热器再次加热后泵送至漂白工段各洗浆机喷淋水;一部分送浆板车间用作浆板机喷淋水。第3部分未加热的软化水送往漂白工段D1喂料立管,与D1段滤液一起调节浆浓,自浆浓30%调节到12%送D1反应塔。
漂白工段各洗浆机喷淋水、D/P 塔底部调浓水、漂白浆调浓水,均来自漂白工段热软化水槽及来自浆板车间的白水。由此漂白工段自D1喂料立管开始进入系统的水均为软化水。
2.4 设备及管道布置
改造工程中用于布置新增设备的场地有限,且改造工程的设备布置要在不影响现有设备正常运行、兼顾新老工艺流程的合理性、不占用设备检修空间、满足新增设备施工条件、尽量缩短施工安装周期的前提下进行,因此经浆厂、设计方、设备供应商等多方充分讨论,现场实地勘察、反复研究,最终确定新增设备布置和施工方案。按照生产工艺流程和设备之间的连接要求,一些新增设备的位置有现有设备、管道运行,需要现场查看安装空间、检修空间,根据新老生产系统的切换要求,评判新老设备、管道改造方案后再确定设备布置。结构专业根据设备布置方案,尽量利用现有设备地下基础,如采用植筋避开原螺栓孔的方法,重开地脚螺栓开孔的方式实现新老设备安装交替。
管道布置需要充分梳理流程和介质的特殊性、充分管道利旧、尽量减少运行管道改造,以缩短工期并节省新购材料。蒸煮工段介质种类多且多为高温、高压介质,尤其溶解浆生产系统,需要着重关注木片、节子等易堵管道的走向、大倍率弯头的选用、手动阀以及自控阀选型。木片输送管道的特殊三通及薄弱衔接均需要局部加厚,管道衔接位置尽量流畅,防止接管位置堵塞及焊接薄弱。由于该工程投产以后为两种浆种切换,衔接管道切断阀之间短管介质不流动,为防止冬季极冷天气管道冻裂,此类管道需要局部电伴热,要求温度不低于5℃。
3 改造结果
通常溶解浆蒸煮得率较化学浆得率约低12~15个百分点,蒸煮耗碱量、汽耗、电耗比化学浆高,表1是生产参数的简单对比。
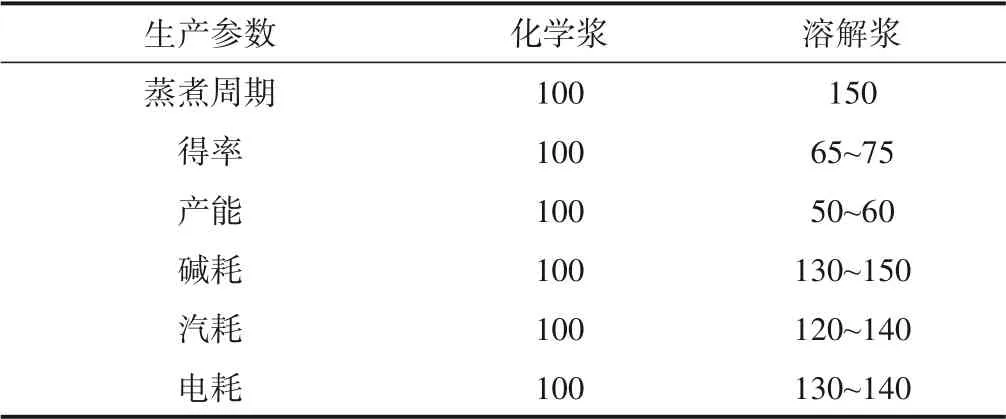
表1 改造前后生产参数对比Table 1 Comparison of production parameters %
溶解浆具体质量指标取决于最终用户的要求。从表1可以看出,生产线改造完成后,鉴于溶解浆的生产特性,生产溶解浆时计算产能下降约27%。制浆车间蒸煮工段送碱回收车间黑液处理量增加约13.5%,黑液固形物量增加约12%,增幅在现有碱回收车间生产负荷范围内。
国际上溶解浆生产技术主要以间歇蒸煮工艺为主,近年来用于溶解浆生产的连续蒸煮技术日益成熟,一些新建大型漂白硫酸盐木浆厂,为了适应市场多变性,也采用了硫酸盐浆与溶解浆自由切换的连续蒸煮的制浆工艺。
4 结 语
现有硫酸盐木浆改造为溶解浆生产线,不仅要对工艺流程调整,还需要对部分生产设备进行必要改造。溶解浆得率低,蒸汽消耗增大,黑液量增大、黑液固形物及有机物含量增多,要充分考虑新老系统平衡,制浆产能要与现有配套的碱回收系统及热电站供汽能力相匹配。
近几年建成及改造的溶解浆工程日益增多,行业发展在技术领域需不断进步,面对国内匮乏的森林资源,在原材料供应方面需寻找突破口。溶解浆市场受棉花市场影响较大,企业需综合考虑,避免盲目投资,规避风险。
