某型电力机车牵引电机外锥轴无损退小齿轮工艺的研究与应用
2022-07-16刘波宏卢明明牛艳霞
刘波宏,卢明明,汤 邦,牛艳霞
(中车株洲电机有限公司,湖南 株洲 412000)
1 概述
某型电力机车牵引电机转轴轴伸部分为外锥结构,小齿轮通过热套的方式与牵引电机转轴连接,在牵引电机分解检修时使用油压拆卸将小齿轮与转轴分离。近年来,牵引电机返厂检修时,发现部分外锥轴表面存在损伤,主要表现为一道或多道径向凹痕迹以及轴向拉伤。根据2019年1月至2021年12月数据统计可知,2020年共发生32起外锥面损伤,比率5.56%,转轴报废23个(3.99%),具体情况如表1所示。

表1 牵引电机外锥轴表面损伤情况统计
从表1可知,因外锥轴表面损伤引起每年近1.75%的转子报废率,产生检修成本超过30万元。此外,外锥轴表面难以去除的痕迹时常引起客户投诉甚至经济处罚,严重影响企业质量形象。基于上述原因,为某型电力机车牵引电机研究一种无损退小齿轮工艺显得尤为重要。
2 外锥轴损伤问题分析
某型电力机车牵引电机小齿轮退出工艺为:转轴端面安装注油嘴和退出工装,其中注油嘴与液压泵联接,逐渐增加液压泵压力,利用径向压力将小齿轮涨开后从电机转轴锥面退出。牵引电机从驱动分离后退出小齿轮,转轴锥面安装防护套后送至检修现场(见图1)。结合工艺流程梳理和工艺写实,发现电机外锥轴表面损伤的主要原因有以下几种。
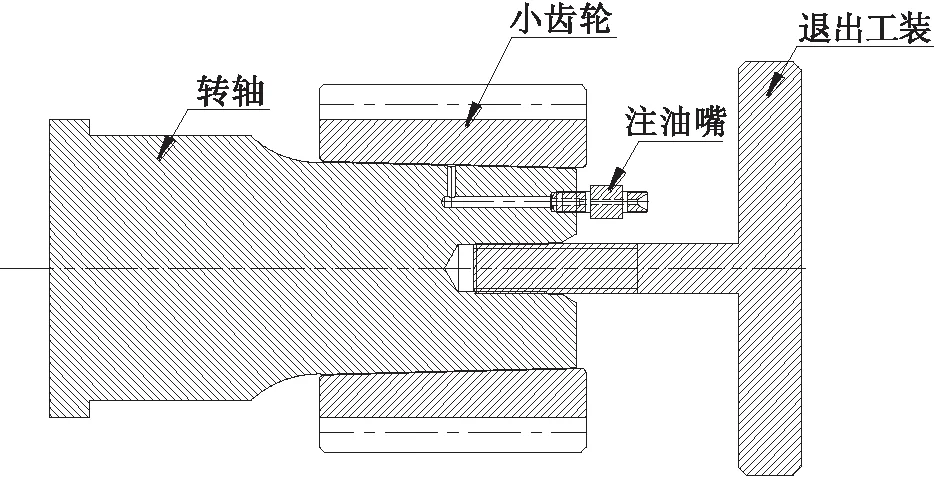
图1 某型电力机车牵引电机退小齿轮示意图(优化前)
2.1 径向损伤
被涨开的小齿轮由于注油孔内杂质或转轴表面异物导致轴向阻力增大,弹出后产生了较大的冲击力,与退出工装的碰撞触发了一个反向的作用力,导致小齿轮与转轴外锥面撞击,形成径向损伤,如图2所示。

图2 转轴外锥面典型径向损伤
2.2 轴向损伤
个别操作人员在作业过程中,快速加压径向泵,短时间内涨开小齿轮将其退出。由于加压时间短,小齿轮局部位置未完全涨开,轴锥表面没有被润滑油膜所覆盖,导致小齿轮退出时与转轴形成干摩擦,由于小齿轮的硬度大于转轴硬度,导致转轴表面被撕裂从而形成轴向的拉伤,如图3所示。
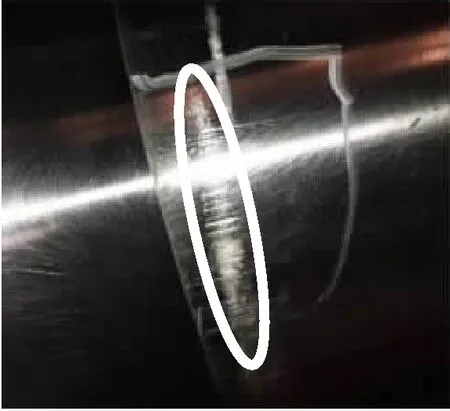
图3 转轴外锥面典型轴向损伤
3 外锥轴无损退小齿轮工艺的研究与应用
3.1 方案借鉴
某和谐型电力机车牵引电机退小齿轮工艺(见图4)已较为成熟,在实际运用过程中未出现转轴锥面损伤问题。某型电力机车牵引电机与之相比,同样为圆锥过盈联接件,且使用油压拆卸。因此在借鉴某和谐型电力机车牵引电机小齿轮退出工艺的方案基础上,增加轴向压力,优化退出工装,初步设计某型电力机车牵引电机外锥轴无损退小齿轮工艺。

图4 某和谐型电力机车牵引电机退小齿轮示意图
3.2 光滑圆锥面利用油压拆装的计算
根据《圆锥过盈配合的计算和选用》(GB/T 15755-1995)和《极限与配合过盈配合的计算和选用》(GB/T 5371-2004),计算某型电力机车牵引电机小齿轮在退出时的径向压力值和轴向压力值。
径向压力值的计算公式:
Px=1.1[Pfmax]
(1)
其中,Pfmax为配合的最大结合压力:
(2)
轴向压力值的计算公式:
(3)
其中,Fxe为压出力:
(4)
设小齿轮为包容件(a),转轴为被包容件(i),经过计算得出,径向压力值Px=121.286 MPa,轴向压力值P=7.94 MPa,压出力Fxe=36.993 kN。
3.3 工装设计及强度校核
经过与某和谐型电力机车牵引电机结构对比,某型电力机车牵引电机退小齿轮需重新设计U型工装和拉杆,结合前面压出力的计算和拉杆的工艺参数,对拉杆在使用过程中的抗拉强度进行校核。
拉杆材质:30CrNiMo8;抗拉强度σb≥900 MPa。
故拉杆在小齿轮退出过程中可以满足安全和工艺要求。
3.4 外锥轴无损退小齿轮工艺的建立
根据上文的计算结果,确定径向泵最大压力值为122 MPa,轴向泵最大压力值为8 MPa;查询中空千斤顶使用手册,可以承受120 t压力,满足安全和工艺要求;小齿轮压入深度为3.5~3.8 mm,借鉴和谐型电力机车牵引电机的设置,某型电力机车牵引电机退小齿轮时螺母与空心千斤顶之间留8~10 mm间隙。基于上述确定的参数,最终形成某型电力机车牵引电机外锥轴无损退小齿轮工艺,如图5所示。
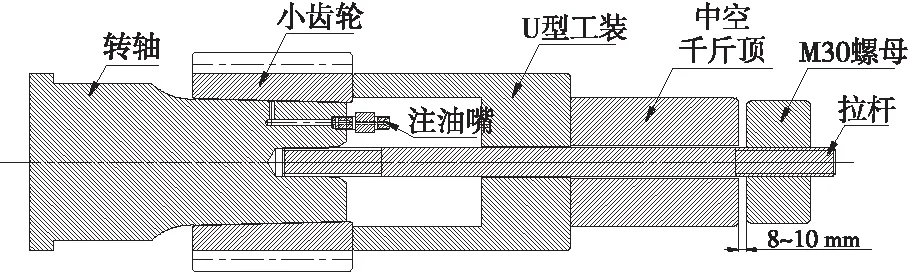
图5 某型电力机车牵引电机外锥轴无损退小齿轮工艺
3.5 外锥轴无损退小齿轮工艺验证与分析
根据现场验证结果可知(见图6和表2),在使用新的退出工艺方案后可以全部顺利退出小齿轮,目视检查转轴外锥面无损伤痕迹,接触率检测全部在合格范围内。对于小齿轮退出的瞬时最大压力,原有工艺的径向压力值明显大于新工艺的径向压力值,主要原因在于新工艺的润滑油已充分覆盖转轴锥面,表面润滑膜有效降低了小齿轮退出时的阻力。
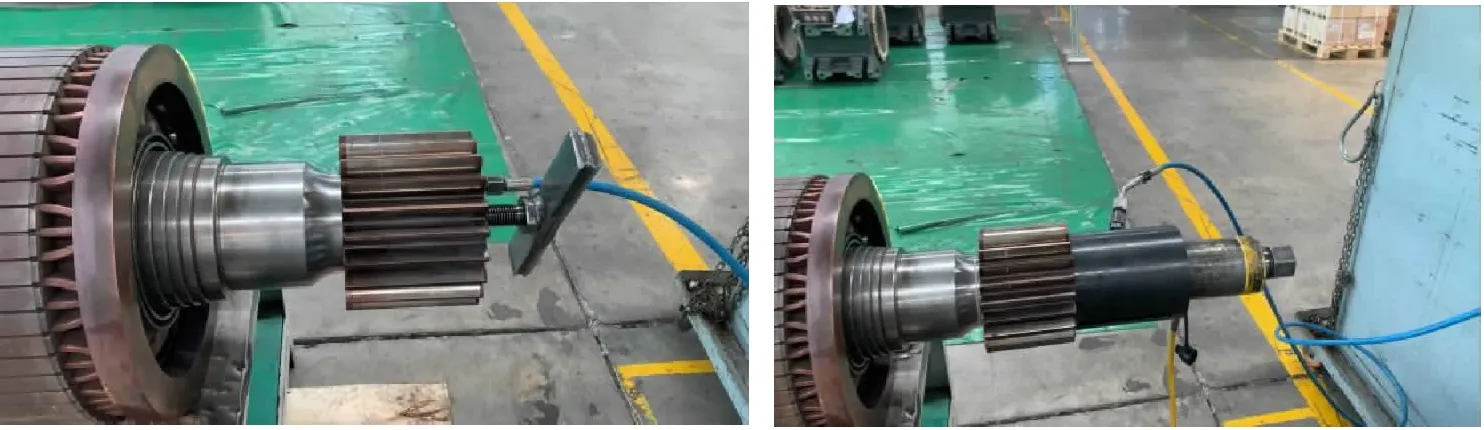
图6 某型电力机车牵引电机外锥轴退小齿轮优化前后对比验证

表2 外锥轴无损退小齿轮工艺验证
4 结语
自2022年1月份使用修订后的无损退小齿轮工艺,截至2022年3月总共完成217台某型电力机车牵引电机小齿轮拆卸,转子外锥轴表面损伤为0,较2020年5.56%的损伤率有显著的改善。结合上述工艺验证和现场实践结果来看,修订完善后的某型电力机车牵引电机退小齿轮工艺可以实现小齿轮退出的效果,且小齿轮退出过程中未对转轴外锥面产生损伤,能够达到无损伤的目标。某型电力机车牵引电机外锥轴无损退小齿轮工艺不仅有利于产品表面质量的提升,还能节省可观的检修成本。此外,外锥轴无损退小齿轮工艺标准的建立,可推广至高原动力集中型动车组牵引电机的分解检修。
