低相变温度焊接材料的研究现状及发展趋势
2022-07-12邸新杰
邸新杰
天津大学天津市现代连接技术重点实验室 天津 300350
1 序言
在生产中绝大多数的焊接结构和焊接机械零部件,都是在变载荷下工作的。相关研究表明,焊接结构失效约80%源于疲劳,且其失效均由焊接接头处引发[1]。由于焊接接头处不可避免地存在应力集中,主要包括:几何结构不连续引起的结构应力集中和焊缝本身所产生的缺口应力集中;焊接缺陷不可避免地存在于焊缝中,成为潜在裂纹源;焊缝及其周围区域存在高值残余应力等,这些因素严重影响了焊接接头的疲劳性能。由于大型焊接结构和装备关键部件几何形状复杂,钢材强度级别不断提高,使焊接接头的疲劳失效问题更为敏感,因此如何改善焊接结构的疲劳性能,延长使用寿命,一直是工程界关注的焦点。
研究表明[2],高强钢的疲劳强度总是随着静载强度的增加而提高,而焊接接头的疲劳强度与母材和焊接材料的静强度关系不大,主要与焊脚部位的应力分布状态有关。为了改善焊接接头的疲劳性能,一方面可通过改变焊缝的几何外形,增加焊脚处的过渡半径,降低焊脚部位的应力集中程度;另一方面,通过调节焊接残余应力场,降低焊脚部位的残余拉伸应力。因此,采用TIG修补、焊脚磨削、局部机械加工、锤击、喷丸、局部加热以及超声波冲击等方法,可不同程度地提高焊接接头的疲劳强度[1]。但是,上述方法均需增加制造工序,对焊接接头进行焊后处理,而且此类方法对于改善角焊缝根部的疲劳失效问题效果并不理想。研究表明,采用低相变温度(Low Transformation Temperature,简称LTT)焊接材料对高强钢构件进行焊接可以通过冶金手段改善焊接接头的疲劳性能。采用LTT焊接材料进行焊接已成为一种新型的提高焊接接头疲劳性能的方法。与其他焊后处理方法相比,采用LTT焊接材料的方式不仅生产效率高、成本低,而且节能环保[3]。
2 LTT焊接材料的冶金原理
在焊接冷却过程中,大部分金属材料会发生组织转变(相变)。对于钢铁材料(奥氏体不锈钢除外),一般从奥氏体转变为铁素体、珠光体、贝氏体和马氏体。由于不同相变的转变机制、晶体结构和组织形态存在差异,导致比容不同,所以在相变过程中常伴随体积膨胀或收缩[4]。研究表明,当碳素钢(wC=0.1%)从单相奥氏体完全转变为铁素体、珠光体、贝氏体和马氏体时,会发生体积膨胀,理论计算值分别为4.58%、4.62%、4.71%和4.80%。其中,奥氏体转变为马氏体的体积膨胀量最大。
基于碳素钢从奥氏体转变为马氏体会产生体积膨胀的原理,在焊接冷却过程中,若奥氏体向马氏体转变产生相变膨胀,那么这种相变膨胀产生的压缩应变,将有助于抵消焊接热收缩过程中引起的拉伸应变,从而降低焊接接头的残余拉伸应力。但是,若马氏体相变发生在高温区间,随着冷却温度的持续降低,热收缩应变会抵消马氏体相变的体积膨胀作用,则对焊接接头的残余应力几乎没有影响。因此,只有当马氏体相变发生在一个合理的温度区间时,马氏体相变膨胀的作用才会产生效果。
LTT和普通焊接材料冷却转变过程中热膨胀曲线如图1所示。对比普通焊接材料和LTT焊接材料在冷却过程中的热膨胀曲线可见,由于普通焊接材料在高温区间发生相变,相变产生的膨胀量被随后冷却过程中的热收缩抵消,冷却到室温时,处于受拉状态,因此产生残余拉伸应力。而LTT焊接材料在温度较低的区间开始发生马氏体相变,并在室温时马氏体相变结束;由于温度较低,此时热收缩的作用已经很小,所以马氏体相变产生的体积膨胀使周围金属处于受压状态,当冷却到室温时,焊缝及其附近产生残余压缩应力。从LTT焊接材料产生残余压缩应力的原理来看,最终的残余应力状态取决于马氏体相变膨胀与热收缩产生的拉伸应力的综合作用。因此,采用LTT焊接材料调控焊接接头残余应力的效果,关键在于控制合理的马氏体开始转变温度(Ms)。
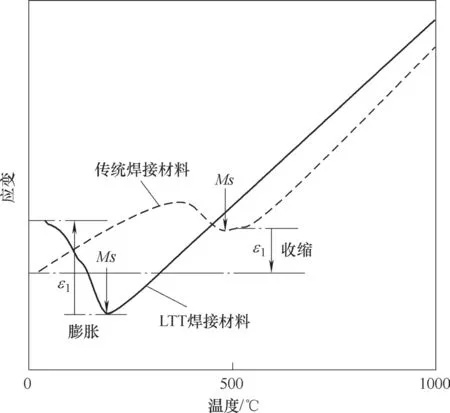
图1 LTT和普通焊接材料冷却转变过程中热膨胀曲线
此外,焊接残余应力的产生与焊接结构的拘束状态相关。在无拘束(自由状态)的条件下,即使在低温区间发生马氏体相变,相变产生的体积膨胀也可以自由变形,并不会产生压缩应力。只在有拘束条件下,马氏体相变产生的体积膨胀因受到约束而不能自由变形时,才会产生压缩应力。也就是说,拘束度越高,LTT焊接材料降低残余拉伸应力的效果越明显,产生的压缩应力越大。
3 LTT焊接材料国内外研究现状
20世纪60年代,苏联焊接专家就研制出利用相变膨胀获取压缩应力的特殊焊条,他们通过碳含量和较高的锰含量(wMn=3%~4%)来降低焊缝金属的相变温度,提高了焊接接头的疲劳强度。但是这一方法在当时并没有得到推广和进一步发展,其原因是较高的锰含量不仅会引起焊接金属的脆化,使其力学性能急剧下降,而且Mn 的加入还会带来很多卫生方面的问题;另外,较高的碳含量也导致这种特殊焊条的焊接性较差。
1998年,日本的OHTA A等[5,6]在国际会议上发表了有关LTT焊接材料的报告。他们将研制的超低碳10Cr-10Ni LTT焊条用于改善HT580和HT780高强钢纵向箱形焊缝的疲劳性能,使其疲劳强度提高了一倍。随后MIKI C等[7]发现在不预热的情况下采用超低碳的低相变焊条也可有效提高焊接接头的疲劳强度。ESAB公司的ECKERLID J等[8]开发了低相变的钨极氩弧焊(TIG)焊丝和焊条电弧焊焊条,可使700MPa级高强钢焊接接头的疲劳强度提高25%~90%。
近年来,THIBAULT D等[9]采用中子衍射技术研究了13Cr-5Ni LTT焊接材料焊接接头厚度方向上的残余应力分布,如图2所示。由图2可知,对于最后一道焊缝,横向残余应力、纵向残余应力(结合横向和法向获得)均为压缩应力;但是,为了保持残余应力的平衡,在远离焊缝区域(残余压应力区)会产生较大的残余拉伸应力。KROMM A等[10-12]通过高能同步辐射衍射技术验证了三种LT T焊接材料(10Cr-8Ni/10Cr-10Ni/10Cr-12Ni)应用于高强钢Q690焊接接头时,距表面一定深度的残余应力状态。研究结果表明,距表面80μm范围内,在马氏体相中存在175~425MPa的残余压缩应力。GADALLAH R等[13]采用轮廓法和热弹塑性有限元模型(TEP-FEM)验证了LTT焊接材料在焊缝区表面和一定厚度上均可以产生残余压缩应力,并提出通过有限元模拟的方法预测不同LTT焊接材料改善焊接接头残余应力分布的效果。

图2 中子衍射测试的LTT焊接材料接头残余应力结果
MOAT R J等[14]采用中子衍射和轮廓法研究了LTT焊接材料在304L不锈钢多层多道焊中的残余应力分布,轮廓法的研究结果如图3所示。由图3可知,经过8道焊缝后,采用LTT焊接材料的接头均产生了残余压缩应力,而普通不锈钢308L焊丝的接头为残余拉伸应力;其中图3b所示焊接接头残余压缩应力区域明显大于图3c所示的焊接接头。根据RAMJAUN T等[15]和MOAT的研究结果,LTT焊接材料在多层多道焊中应用时,层间温度建议控制在LTT焊接材料的Ms点以上。此外,OOI S W等[4]提到在高强钢多层多道焊的应用中,由于打底焊道母材稀释率相对较大,在设计和选用LTT焊接材料时应采用合金元素含量更高的LTT焊接材料,以保证LTT焊缝金属的Ms点在合理范围,才能更有效地降低焊接残余拉伸应力。

图3 304L不锈钢多层多道焊的纵向残余应力云图(采用轮廓法测试)
HARATI E等[16,17]对比了LTT焊接材料、超声波冲击和LTT焊接材料+超声波冲击三种不同处理方式的T形接头的疲劳强度。研究结果表明,LTT焊接材料的焊接接头比普通焊丝焊接接头的疲劳强度提高了13%,但提高幅度低于超声波冲击处理后的焊接接头(26%);而LTT焊接材料+超声波冲击处理的焊接接头疲劳强度虽然也有提高,但改善效果均比单独采用LTT焊接材料和单独采用超声波冲击处理的效果差,如图4所示。

图4 在焊态和超声波冲击处理条件下对T形接头常规焊缝和LTT焊缝进行疲劳试验的结果
此外,THOMAS S H等[18]的研究结果也表明,LT T焊接材料可以有效地降低焊接接头残余拉应力,甚至产生焊接残余压应力;对于钢材强度级别为350~1021MPa的各类焊接接头(包括对接接头、T形接头、十字接头等),其疲劳性能的改善效果都非常显著。
在国内,天津大学的霍立兴和王文先等[1,3]于2000年率先开展了LTT焊接材料的研究,自主研制的LTT焊条可以显著提高横向对接接头、非承载十字街头、纵向环绕角焊缝接头、纵向平行角焊缝接头和纵向侧平面角接板接头的疲劳强度,相对于普通焊条,LTT焊条焊接接头的疲劳强度分别提高了12.1%、22.6%、41.2%、46.3%和58.8%。赵晓辉等[19]开发了LTT合金粉并用于碳锰钢非承载十字焊接接头的喷熔修形,使焊接疲劳强度提高了70.4%。徐连勇等[20]采用LTT焊丝熔修不锈钢焊接接头的焊脚,疲劳寿命比焊态条件下焊接接头提高14~23倍,比308L焊丝熔修的焊接接头提高3~6倍。
LTT焊接材料改善焊接接头疲劳强度的效果明显优于TIG熔修和焊脚打磨,但是与超声波冲击相比,效果略差。天津大学的霍立兴等[21]研究了LTT焊条和超声波冲击处理对Q235B碳素钢对接接头和十字接头疲劳强度的影响。研究表明,超声波冲击和LTT焊条均大幅提高了两种焊接接头的疲劳强度,其中,超声波冲击处理对两种焊接接头的改善效果更好。吴世品等[22]为提高LTT焊接材料焊缝金属的韧性,开发了焊后配分处理工艺。结果表明,与LTT焊接材料相比,经过焊后配分处理后的疲劳寿命并没有明显变化,但与普通焊接材料相比,焊后配分处理后焊接接头疲劳寿命显著提高,其中疲劳强度提高了约147%,如图5所示。此外,国内上海交通大学和温州大学等[23,24]单位的研究人员也相继开展了LTT焊接材料降低焊接残余应力的相关研究,并取得了较好的效果。

图5 焊后配分处理后LTT6焊接接头的疲劳试验结果和S-N曲线
4 结论及展望
从LTT焊接材料的研究现状和进展来看,该类型的焊接材料在提升高强钢焊接接头疲劳性能方面效果显著,在解决大型焊接结构疲劳失效问题等方面具有广阔的应用前景。然而, LTT焊接材料在大型焊接结构制造中却迟迟未得到推广和应用,其主要原因是已开展的研究主要集中在改善疲劳强度方面,而忽视了实际工程对焊接接头综合力学性能的要求。尽管LTT焊接材料在近年来获得了快速发展,但是依然没有很好地解决综合熔敷金属的强韧性与疲劳性能提高的合理匹配问题,这是制约LTT焊接材料在大型工程领域应用的关键。
LTT焊态焊缝金属中会产生脆硬的淬火马氏体组织,如何使焊缝金属既获得合适的Ms点以保证具有一定的相变膨胀量,同时又要保证其强度和韧性的合理匹配,这是一个亟待解决的科学问题。因为LTT焊接材料的合金含量较高,所以合金元素配比不合理容易导致凝固裂纹和冷裂纹的产生,N、H、O等元素及碳含量等均对LTT焊接材料熔敷金属的韧性有较大影响。为改善LTT熔敷金属的综合力学性能,需要系统地探讨LTT熔敷金属的相变过程以及强化和韧化的内在机制,深入研究低相变高合金马氏体组织的韧化机理。
因此,焊接工作者应努力寻求提高LTT熔敷金属低温冲击韧度的有效途径,采用的主要方式包括通过控制Ms点来调整熔敷金属的组织,平衡熔敷金属低温冲击韧度和疲劳性能的关系;通过提高熔敷金属的纯净度,降低C、H、O等元素的含量来改善焊接接头的力学性能等,以满足中大型工程装备对焊接接头综合性能的要求。
