空压机曝氧工艺对三元/聚合物体系黏度影响研究
2022-07-02孙瑞王学佳梁柱赵永平
孙瑞 王学佳 梁柱 赵永平
1大庆油田有限责任公司第二采油厂
2中国石油青海油田分公司钻采工艺研究院
采用曝氧污水配制聚合物,可节约清水用量,有利于注采水量平衡。但利用污水直接配制聚合物会造成系统黏损,多年来研究表明,采用曝氧工艺可以提前化合含油污水中的硫化物、亚铁离子、细菌(SRB)产物等还原性物质,有效避免其产生的O•H自由基导致聚合物的断链、降解及溶液黏度降低[1-2]。
大庆油田采油六厂、油田设计院和东北石油大学等单位研究表明,聚合物溶液黏度会随溶解氧含量的增加呈现先增大后减小的趋势,深度污水曝氧后溶解氧含浓度6.3 mg/L 时聚合物黏度会达到峰值,但溶解氧含浓度达到1.0 mg/L左右时即可满足保持聚合物黏度的需求[3]。本文针对溶解氧含量高、维修操作简便的空压机曝氧工艺对三元/聚合物体系的影响进行分析和研究。
1 工艺流程
空压机曝氧污水主要工艺流程为:空压机产生压缩空气在储气罐中缓存,气体经流量计和自控系统按照一定气水比进行静态混合后,曝氧污水输送至储水罐储存。低压曝氧污水在二元站投加表面活性剂后输送至配制站配制母液,高压曝氧污水在二元站投加碱、表面活性剂后输送至注入站(图1)。

图1 空压机曝氧工艺流程Fig.1 Air compressor aeration process flow
注水曝氧站设计气水比为1.5∶1,配制曝氧站设计气水比为2.9∶1。典型A 注水站为某区1#、2#注入站提供高压曝氧污水,典型B 注水站为某区3#、4#注入站提供高压曝氧污水,E 号配制站为某区1#、2#、3#、4#注入站提供曝氧污水配制的低压母液,配制站到注入站之间管线黏损率在1.24%~2.61%之间,单井合格率均在92%以上,满足开发要求。曝氧站对下游注入站黏度影响如图2所示。
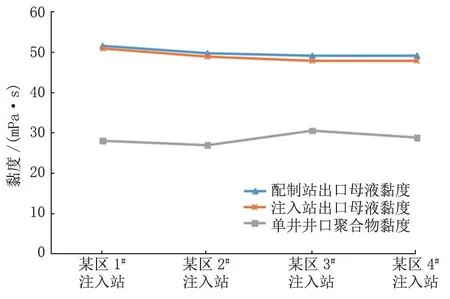
图2 曝氧站对下游注入站黏度影响Fig.2 Influence of oxygen aeration station on viscosity of downstream injection station
2 现场运行效果及分析
2.1 曝氧应用效果
目前,6个典型化学驱区块注水曝氧站污水平均溶解氧浓度为4.35 mg/L(表1)。
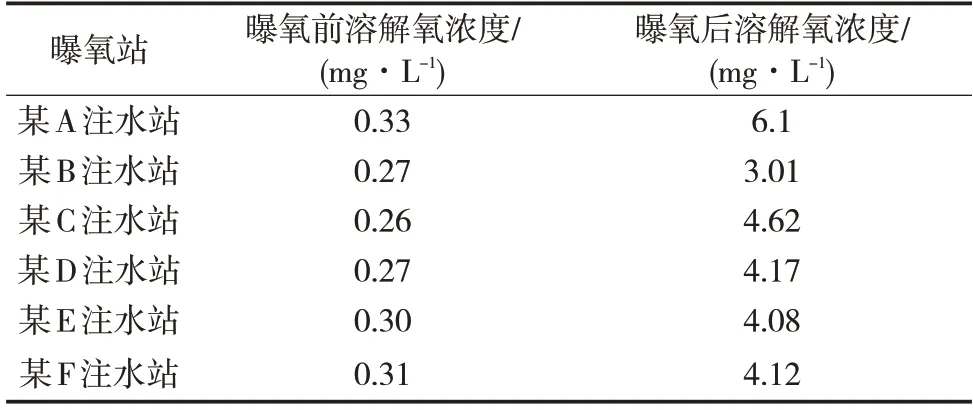
表1 注水曝氧站溶解氧浓度Tab.1 Dissolved oxygen concentration in the water injection oxygen aeration station
采用空压机对注水站污水进行曝氧,曝氧前溶解氧浓度为0.26~0.33 mg/L、平均为0.29 mg/L,注水站曝氧后均大于油田公司曝氧后污水溶解氧浓度的设计要求。
将聚合物注入到驱油矿场的过程中,多种因素会对聚合物溶液的黏度造成影响[4-7]。不同注入站的母液管道由于来水水质、管道长度不同,管线黏损也不同,母液管道黏损在1.24%~2.59%之间。母液配制浓度合格率和井口聚合物溶液浓度合格率均达到公司开发指标要求,黏损总体平稳[8]。
2.2 配制站曝氧效果
2017年,某C号配制站聚合物母液外输黏度低于方案外输黏度(58 mPa·s),在方案浓度、外输浓度和水质矿化度变化不大的情况下,外输黏度达标率大幅度下降,导致井口黏度达不到方案要求(表2)。起因是管道中氧含量损失快,且受配制站水罐细菌繁殖与代谢产物的影响[9-11]。
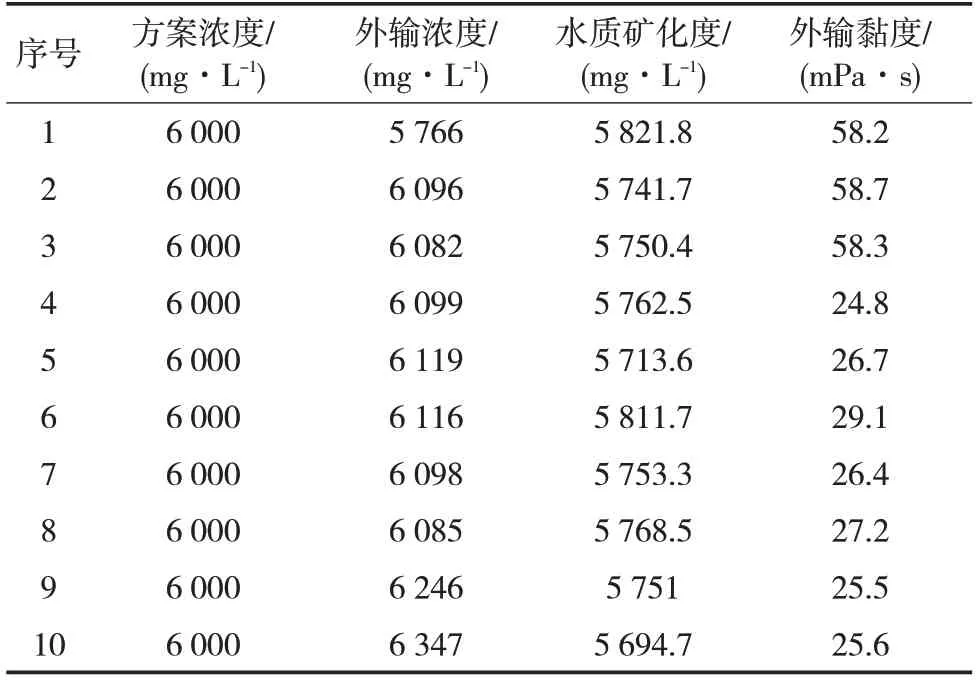
表2 某C号配制站聚合物外输黏度Tab.2 Viscosities of polymers exported from C Preparation Station
针对此类问题,用现场污水和再次曝氧后的污水分别进行室内实验,配制后母液黏度从平均28.0 mPa·s 增加到64.7 mPa·s,提高母液黏度效果显著(表3)。

表3 某C配制站曝氧处理储罐黏度数据对比Tab.3 Viscosity data comparison of storage tanks for oxygen aeration treatment in C Preparation Station
针对性地在配制站增设二次曝氧的改进工艺,通过提高污水的溶解氧含量来保证聚合物母液外输黏度。改进后空压机曝氧工艺流程如图3所示。

图3 改进后空压机曝氧工艺流程Fig.3 Process flow of improved air compressor aeration
某C号配制站增加曝氧装置后,配制黏度合格率保持在97%以上,受污水中氧含量消耗及SRB超标影响,投产初期井口黏度合格率为11%,增加曝氧装置后单井黏度合格率上升至97%;后期,某C号配制站因故障未能为某区3#、4#注入站提供曝氧配制水。阶段性曝氧的注入站母液箱出口黏度情况如图4所示。
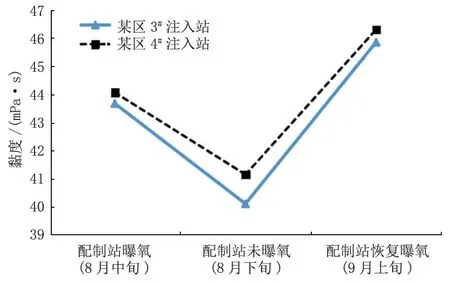
图4 配制站曝氧情况对注入站母液箱出口黏度的影响Fig.4 Influence of the oxygen aeration statas of preparation station on the outlet viscosity of mother liquid tank in the injection station
配制站未曝氧时某区两座注入站母液黏度均比曝氧时黏度低,恢复曝氧后黏度升高。在某D、E号配制站推广增加曝氧工艺,为某F 东、F 西、G东、G西区块进行二次曝氧。
以某E号配制站增设曝氧工艺为例,由曝氧站聚合物浓度和黏度曲线计算得知,设计规模为0.92×104m3/d 的曝氧站,按照化学驱区块开发周期6年计算,吨水建设成本增加0.10元/m3、运行成本增加0.19 元/m3,但采用曝氧工艺可节省干粉费用1.64 元/m3,共节省费用1.35 元/m3。某E 配制站运行至今共节约成本800万元。
2.3 工艺及参数存在的问题
配制站为不同区块提供配制母液,且不同区块不同开发阶段污水配制配方不同,因此某E号配制站曝氧站一个储气罐为两路污水来水提供压缩空气,用止回阀控制开闭。止回阀是压力控制开关,一旦一个止回阀开启,因供氧汇管压力失衡,另一个止回阀即无法开启,无法满足正常生产需求。配制曝氧站1 拖2 工艺,如图5 所示。建议采用其他控制手段控制阀门开关,或者调整工艺流程使空压机独立给各路来水供气。

图5 配制曝氧站1拖2工艺Fig.5 Preparationof 1for2processintheoxygenaeration station
从配制站增设曝氧工艺后运行效果看,在工艺参数优化上仍需研究探讨;另外,对曝氧量与配制聚合物溶液黏度之间的定量关系的影响尚不明晰,有待进一步深入研究。
3 结论
(1)采用空压机对注水站污水进行曝氧,曝氧前污水含氧浓度平均0.29 mg/L,曝氧后罐出口污水含氧浓度平均4.30 mg/L,从现场运行情况看,配注系统总体黏损指标基本能够达到公司要求。
(2)受部分管道距离长或密闭性差,以及配制站水罐细菌繁殖与代谢产物的影响,在配制站推广增设曝氧工艺,从现场运行效果看,单井井口黏度由16.8 mPa·s 提高至32.2 mPa·s,可以满足开发要求,每立方米污水可节省干粉费用1.64元。
(3)配制站空压机曝氧工艺总体能够满足曝氧需求,但局部工艺不完善,如采用汇管进气工艺存在偏流的问题,仍需要进一步改进。
