某车型门型钢铰链销轴锁紧螺纹孔滑牙问题解决
2022-06-24梁钢涛
梁钢涛











摘 要:汽车门型钢铰链较冲压铰链结构更小,定位复杂,但由于材料和结构能提高车门铰链的强度,提高车门的刚性,减少关门力,提升车门稳定性和减少变异,各大主机厂在一些较高档次的汽车上使用该结构。主机厂在汽车生产制造过程中,车门型钢铰链螺纹孔滑牙问题时有发生,影响质量和成本损失,本文对某车型车门型钢铰链销轴锁紧螺纹孔滑牙问题通过5M1E分析根本原因,采取控制措施将问题予以解决。
关键词:车门型钢铰链 螺纹孔滑牙 分析 过程管控措施
Solution of the Problem of Sliding Teeth in the Locking Threaded Hole of the Hinge Pin of a Certain Type of Door
Liang Gangtao
Abstract:Compared with the stamping hinge, the structure of the automobile door section steel hinge is smaller and the positioning is complicated. However, as the material and structure can improve the strength of the door hinge, improve the rigidity of the door, reduce the closing force, improve the stability of the door and reduce the variation, the major OEMs, this structure is used on some higher-end cars. In the process of automobile production and manufacturing, the problem of sliding teeth of the door profile steel hinge thread hole occurs from time to time, which affects the quality and cost loss. This paper analyzes the root cause of the sliding thread hole of a certain model's door profile steel hinge pin through 5M1E analysis, and takes control measures to solve the problem.
Key words:door section steel hinge, threaded hole sliding teeth, analysis, process control measures
1 问题描述
6月份,车间质量反馈某车型左上前门型钢铰链销轴锁紧螺纹孔滑牙故障28例,故障率PPH:0.49。该问题影响车间正常生產,造成质量和成本损失,问题急需解决。
2 螺纹孔滑牙潜在失效模式分析
该车型门型钢铰链已批量供货,加工参数与工艺已固化,对出现的滑牙问题,进行潜在失效模式分析如下:
螺纹孔滑牙可能原因:
(1)螺纹底孔过大(大于7.0mm),定位螺栓安装倾斜,安装螺栓扭力过大(锁紧螺栓扭力枪转速过快),螺纹少牙;(2)螺纹孔/螺栓/销轴的公差匹配,破坏扭矩不合格;(3)组件的硬度不够。
3 螺纹孔/螺栓/销轴的公差匹配分析
(1)左上/左下型钢铰链由同一台专机上使用同一刀具加工,通过对盲孔及锁紧螺纹孔随机抽检,螺纹底孔孔径及螺牙检测均无异常,排除螺纹孔径影响(详见附页尺寸报告)。
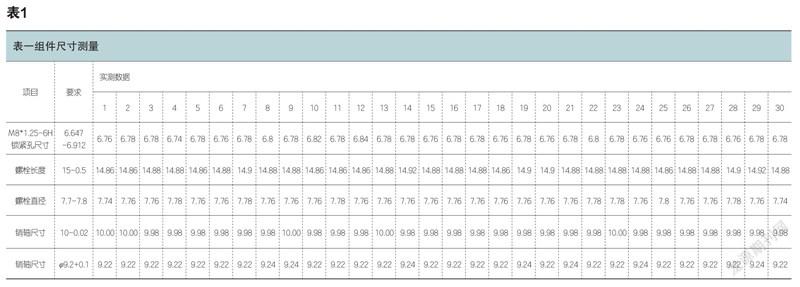
(2)对车身侧铰链螺孔/螺栓尺寸/销轴尺寸随机各抽查30件零件测量数据分析:
锁紧孔尺寸要求6.647-6.912,实测6.74-6.88;①螺栓长度尺寸15-0.5实测14.86-14.92,②螺栓直径要求7.7-7.8实测7.72-7.8;销轴:①10-0.02尺寸实测9.98-10.0;②φ9.2+0.1实测9.22-9.24。
4 螺纹孔尺寸与螺纹破坏扭矩测量分析
对车身侧铰链螺孔与螺栓尺寸进行检查,单件均在公差范围内,随机抽取30件零件进行扭矩破坏试验,实测35.6-40.2N,具体见下表2。
5 零件材料性能(硬度)进行检查分析
对销轴/锁紧螺钉/铰链零件硬度进行测量分析,销轴洛氏硬度要求12-18HR,实测14HR,锁紧螺钉洛氏硬度要求32-38HR,实测34HR,换算维氏硬度为325HV左右,Q345B材料要求170-190HV,实测185HV,换算洛氏硬度为12.4HR,都在合格范围内。分析结论:①销轴硬度远低于锁紧螺钉,无产生较大阻力产生影响忽略不计。②螺钉硬度大于铰链材料硬度,螺栓锁紧过程中受力较小,影响排除。
6 缺陷件实物分析
√ 缺陷件锁紧孔螺牙如图已破坏,单边破坏较严重,残丝粘附在螺钉上,失效模式分析螺钉锁紧过程中受力不均,螺牙受到较大阻力破坏掉。
√ 对螺牙硬度进行测量数据为235-250HV,符合230-250HV要求。
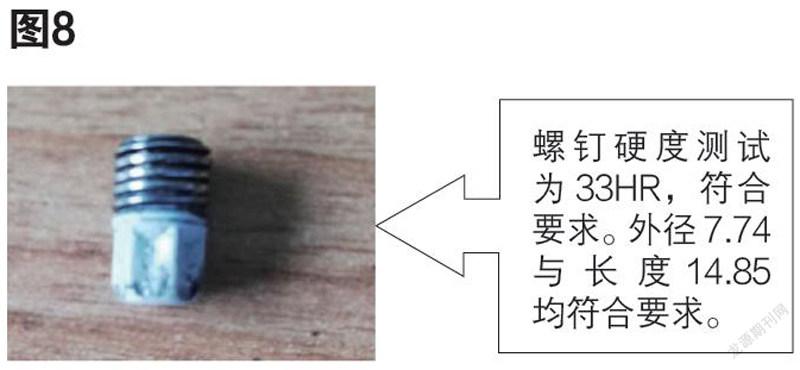
√ 螺钉硬度测试为33HR,符合要求。外径7.74与长度14.85均符合要求。
√ 故障件铰链螺钉安装明显歪斜,螺牙锁紧时受阻力较大破坏导致滑牙。
√ 同类某公司车型铰链锁紧力虽定义为23±3N.m,开发阶段锁紧力为26N.m,发现个别有滑丝问题,批量后更改为23N.m后问题消除,实际验证锁紧扭力过大,出现滑丝概率及风险会增加。
结合如上逆向分析滑牙主要原因:
(1)螺纹孔加工倾斜,锁定锁紧不垂直时受力不均,导致滑牙。实际产品螺纹孔垂直居中,排除螺纹歪斜导致
(2)螺牙硬度不够,螺牙受力受损,实际测量合格,排除螺牙硬度不够因素
(3)螺栓安装歪斜,螺牙锁紧时受阻力较大破坏导致滑牙,两个环节会出现此现象:螺栓第一预拧紧时安装歪斜,第二螺栓锁紧前会拧出3个牙,不排除过程脱落安装后歪斜导致
(4)最终装配扭矩为23-29N.m。同类型钢铰链最终锁紧力为20±3 N.m,拆卸螺栓后定位螺栓与螺纹未完全啮合便锁紧,容易造成伤扣、乱扣、滑牙等现象风险大。
7 过程管控措施
综上分析,排除螺纹孔尺寸及组件尺寸材料方面的影响,针对滑牙问题,供应商采取如下具体管控措施;
过程管控措施:
(1)针对丝锥寿命进行有效监控管理,使用寿命为1000次,员工进行点检记录,专用进行回收避免丝锥过度使用。
(2)配置专人使用工具模研磨钻头,保证钻头研磨一致性。
(3)工艺方面M8×1.25螺纹孔加工工序为使用8工位专机钻孔、丝攻,M8螺纹孔采用螺栓全检,排除毛刺及未加工到位的问题。
(4)材料与螺栓尺寸性能严格执行进料检验验收。
(5)锁紧螺栓定扭矩预紧力按9 N.m进行设定管理,定扭矩装配时转速设定为200转/分,避免速度过快受力不均匀损伤螺牙。
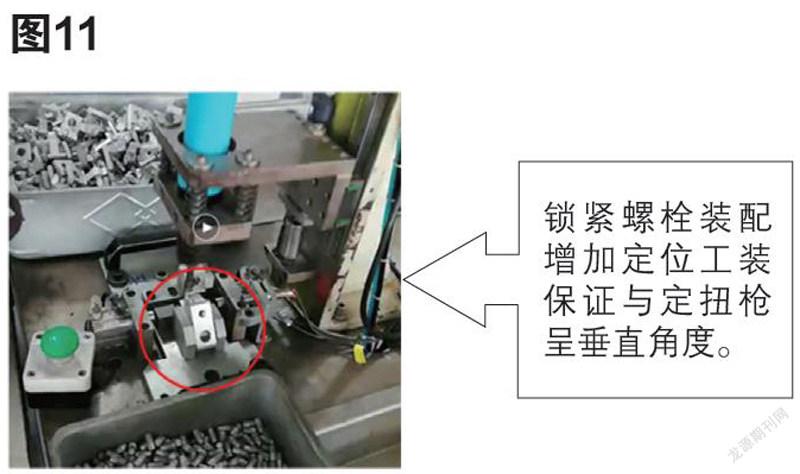
(6)锁紧螺栓装配增加定位工装保证与定扭枪成垂直角度,员工自检,避免装配歪斜螺栓及装不到位问题,终检工序扭力复测时对锁紧螺钉装配角度(装配歪斜)进行目视检验。
8 改进效果
所有措施断点后,铰链滑牙故障率由改进前的PPH0.49降低为0,问题得到有效解决。
