奥氏体不锈钢高温热处理腔体防氧化工艺研究
2022-06-16祁世让陈锐贺彦鹏党艳锋李燕肖治凡
祁世让 陈锐 贺彦鹏 党艳锋 李燕 肖治凡


【摘 要】钢材在热处理过程中,极易受高温影响而发生氧化脱碳的现象,使得钢材表面形成氧化层,这会造成金属的大量耗损,同时破坏工件的表面状态和加工精度。表面发生脱碳的钢铁工件在热处理后的性能会有所下降:硬度降低,耐磨性下降,表面产生张应力,降低抗疲劳性,耐蚀性变差等。论文对工件的材料、结构、技术要求等进行了分析研究,提出利用真空置换方案实现奥氏体不锈钢封闭式内腔体表面高温热处理少无氧化的目的。
【关键词】置换;真空;热处理;防氧化
【中图分类号】TG161;TH162+.1 【文献标志码】A 【文章编号】1673-1069(2022)03-0188-03
1 引言
奥氏体不锈钢在不锈钢中一直扮演着非常重要的角色,其生产量和使用量约占不锈钢总产量及总用量的70%。由于奥氏体不锈钢具有优良的性能和特点,其越来越受到重视并得到广泛应用,特别是在核电设备的制造生产中,更是被应用于制造重要、关键的零部件[1]。在实际制造生产中,奥氏体不锈钢在不同的制造工艺中需要进行针对性热处理,而依据化学成分、热处理目的的不同,奥氏体不锈钢常采用的热处理方式有固溶化处理、稳定化退火处理、消除应力处理以及敏化处理等,奥氏体不锈钢的热处理十分重要,因为奥氏体不锈钢的重要任务是耐蚀,如果热处理不当,其耐蚀性能会大打折扣。
虽然高温固溶处理可以提高不锈钢的抗高温氧化、高温拉伸强度等性能,但经过1 000 ℃以上的固溶处理以后,致使材料表面会形成较厚的含有大量NiO、CrO、Cr2O3,以及十分难溶的FeO·Cr2O3的氧化皮[2],若不及时去除氧化层,对工件加工、防止工件表面的腐蚀、延长零件使用寿命都有重大影响。
针对不锈钢热处理所产生的种种问题,基于现代制造的精密程度越来越高,逐渐诞生了许多先进的精密热处理技术,所谓精密热处理就是要严格控制热处理产品的质量。一方面是自动优选工艺、提高产品质量;另一方面是充分保证稳定的优化工艺条件,获得分散度很低的均一的产品质量。
2 工件描述
本文主要介绍的是某项目主轴,其结构主要为由3段焊接组合而成的一根细长型空心轴,材料为奥氏体不锈钢,有两处空心腔体,空心段各有一个通气孔,主轴焊接后需高温热处理去应力。为保证工件在高温热处理过程中,避免氧化层对材料损耗从而影响整体性能,空心段内腔要求不能氧化,在其表面不允许有氧化的表面,这是因为腔体内氧化皮的机械清除或者蚀刻净化都是不可能实现的。
结合奥氏体不锈钢热处理氧化机理、已具备的热处理炉的类型(不具备大尺寸真空炉),运用合理的工艺方案对主轴内腔防氧化进行可行性试验,确立了一种真空热处理的无氧化热处理技术,这也是当前热处理生产中先进的技术之一。真空热处理不仅可以实现钢件的无氧化、无脱碳,而且可以实现生产的无污染和工件的少畸变。模拟一种前室预抽真空密封多用炉的方案,前期对工件进行抽真空处理,使腔体形成一个高真空腔,减少空气含量,在高温热处理过程中出现氧化的概率大幅降低,最终实现少无氧化的预期目标。
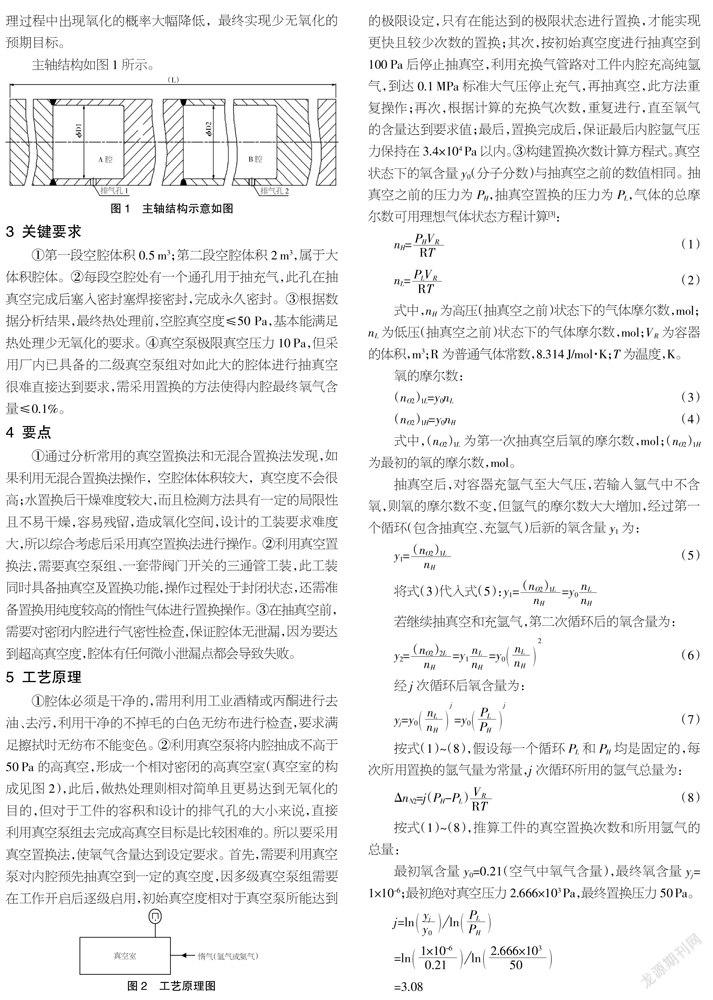
主轴结构如图1所示。
3 关键要求
①第一段空腔体积0.5 m3;第二段空腔体积2 m3,属于大体积腔体。②每段空腔处有一个通孔用于抽充气,此孔在抽真空完成后塞入密封塞焊接密封,完成永久密封。③根据数据分析结果,最终热处理前,空腔真空度≤50 Pa,基本能满足热处理少无氧化的要求。④真空泵极限真空压力10 Pa,但采用厂内已具备的二级真空泵组对如此大的腔体进行抽真空很难直接达到要求,需采用置换的方法使得内腔最终氧气含量≤0.1%。
4 要点
①通过分析常用的真空置换法和无混合置换法发现,如果利用无混合置换法操作,空腔体体积较大,真空度不会很高;水置换后干燥难度较大,而且检测方法具有一定的局限性且不易干燥,容易残留,造成氧化空间,设计的工装要求难度大,所以综合考虑后采用真空置换法进行操作。②利用真空置换法,需要真空泵组、一套带阀门开关的三通管工装,此工装同时具备抽真空及置换功能,操作过程處于封闭状态,还需准备置换用纯度较高的惰性气体进行置换操作。③在抽真空前,需要对密闭内腔进行气密性检查,保证腔体无泄漏,因为要达到超高真空度,腔体有任何微小泄漏点都会导致失败。
5 工艺原理
①腔体必须是干净的,需用利用工业酒精或丙酮进行去油、去污,利用干净的不掉毛的白色无纺布进行检查,要求满足擦拭时无纺布不能变色。②利用真空泵将内腔抽成不高于50 Pa的高真空,形成一个相对密闭的高真空室(真空室的构成见图2),此后,做热处理则相对简单且更易达到无氧化的目的,但对于工件的容积和设计的排气孔的大小来说,直接利用真空泵组去完成高真空目标是比较困难的。所以要采用真空置换法,使氧气含量达到设定要求。首先,需要利用真空泵对内腔预先抽真空到一定的真空度,因多级真空泵组需要在工作开启后逐级启用,初始真空度相对于真空泵所能达到的极限设定,只有在能达到的极限状态进行置换,才能实现更快且较少次数的置换;其次,按初始真空度进行抽真空到100 Pa后停止抽真空,利用充换气管路对工件内腔充高纯氩气,到达0.1 MPa标准大气压停止充气,再抽真空,此方法重复操作;再次,根据计算的充换气次数,重复进行,直至氧气的含量达到要求值;最后,置换完成后,保证最后内腔氩气压力保持在3.4×104 Pa以内。③构建置换次数计算方程式。真空状态下的氧含量y0(分子分数)与抽真空之前的数值相同。抽真空之前的压力为PH,抽真空置换的压力为PL,气体的总摩尔数可用理想气体状态方程计算[3]:
(1)
(2)
式中,nH为高压(抽真空之前)状态下的气体摩尔数,mol;nL为低压(抽真空之前)状态下的气体摩尔数,mol;VR为容器的体积,m3;R为普通气体常数,8.314 J/mol·K;T为温度,K。
氧的摩尔数:
( (3)
(4)
式中,(nO2)1L为第一次抽真空后氧的摩尔数,mol;(nO2)1H为最初的氧的摩尔数,mol。
抽真空后,对容器充氩气至大气压,若输入氩气中不含氧,则氧的摩尔数不变,但氩气的摩尔数大大增加,经过第一个循环(包含抽真空、充氬气)后新的氧含量y1为:
(5)
将式(3)代入式(5):y1==y0
若继续抽真空和充氩气,第二次循环后的氧含量为:
(6)
经j次循环后氧含量为:
(7)
按式(1)~(8),假设每一个循环PL和PH均是固定的,每次所用置换的氩气量为常量,j次循环所用的氩气总量为:
(8)
按式(1)~(8),推算工件的真空置换次数和所用氩气的总量:
最初氧含量y0=0.21(空气中氧气含量),最终氧含量yj=1×10-6;最初绝对真空压力2.666×103 Pa,最终置换压力50 Pa。
6 工艺步骤
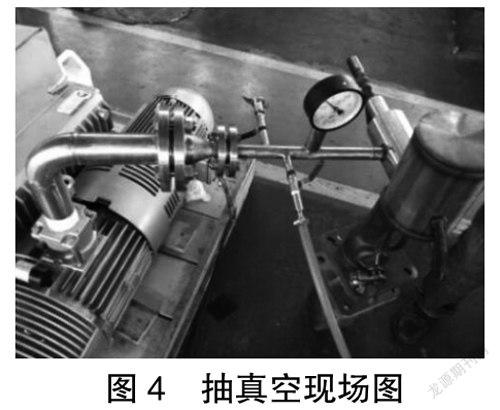
①如图3所示,连接好管路和工件,做密封性检查,要求管路和工件零泄漏,满足真空泵达到设定的真空度并能保持一段时间。②气密性的检查可用气压法或者氦质谱检漏仪检查,有泄漏需要重新对管路、接头等位置重新进行密封处理。③利用二级真空泵将内腔抽真空,工件内腔预先抽真空压力至100 Pa以内,真空度的测量用电子复合真空计测定。④充入氧质量份额为0.003%且温度不超过50 ℃的纯的氩气。⑤利用真空计测量内腔的真空度,真空度在不满足要求的情况下第一次充入氩气后,重复进行置换,直至达到真空度≤50 Pa的真空。⑥对充气孔进行氩弧焊焊接密封,利用专用工装,保证在焊接过程中充气孔仍处在真空状态,焊后进行无损检测,只有确保焊缝无缺陷,才可以将容器放入气氛热处理炉内。⑦通过计算分析,工件内腔中残存的置换用氩气压力在加热、保持和冷却期间应该保持在3×104~8.1×104 Pa。⑧工件在抽真空完成至放入热处理炉内的时间间隔应不超过24 h。
7 工艺分析
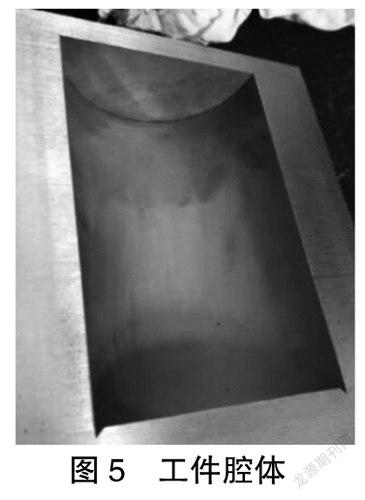
①气体置换法运用较为普遍和成熟,在石油、管道、医药、航空等高精密行业使用广泛。②以上工艺方案是在多次模拟试验进行验证后实施的,借助多个缩小比例的试验件、真空热处理后解剖以及对表层化学物质成分分析,得出相应数据,工艺能够满足预期目标。第一,针对真空置换方案进行模拟件试验验证,使用304奥氏体不锈钢材料,封闭罐装结构,整体属于焊接结构件,腔体内表面属于加工件,粗糙度达到Ra1.6,并用工业酒精进行清洗,清洁度需要用白无纺布擦拭检查,要求擦拭后无纺布无颜色变化。第二,利用单级旋片式真空泵抽真空并置换3次,使工件真空度达到34 Pa后进行焊接密封,抽真空作业如图4所示。第三,为探索在普通热处理炉内能否实现少无氧化目标,满足上文提到的超长主轴的热处理要求,将工件放入普通箱式处理炉进行高温热处理,并按实际热处理曲线进行升温保温。第四,剖开工件检查腔体颜色以及开展表面物质分析,试验的目的主要是实现少无氧化,所以允许存在微少氧化反应,但不至于影响材料本身的性能和影响工件的使用寿命。第五,根据对比发现,腔体颜色呈灰色(见图5),外表面颜色呈深黄色(见图6),不锈钢材料在真空炉内热处理,在一定真空度下出现灰色反应属于材料元素析出,因此,基本肯定了试验方案的可行性,关于真空度以及置换惰性气体的种类还需更多的摸索,以期达到更佳的效果。③真空置换热处理是一种先进的热处理方式,可在控制真空度的前提下获得光亮金属色,在真空状态下可避免重新带入其他影响因素影响材料本身属性。④相较于无混合置换方法,使用置换介质更安全,更能满足真空度要求,但理论计算置换气体使用量以及置换次数均为参考数据,需要结合试验场地温度、湿度等外部环境进行调整。
8 结语
①在真空状态下,空气稀薄,对流较慢,所以理论上不存在氧化脱碳的问题,既能保证达到防氧化的直接目标,还能实现工件变形量较小的间接目标,对后期的加工和材料性能的保证都大有益处。②对于真空置换法来说,其现场操作简单,工装方案及加工成本投入不大,但需要高纯度的惰性气体充当置换介质,但相较于大型工件在必要的真空热处理炉进行热处理而言,费用已相当低廉。③通过公式推算理论上的置换次数,提前准备相关耗材,在满足真空度能达到热处理要求时进行密封处理,既能提高效率,而且能达到理想效果。④根据后期的试验经验积累发现,若需要达到较高的真空度要求,实现如金属的光亮化热处理表面要求,就必须满足超高真空度,而超高真空度利用单级泵和二级泵是很难实现的,查阅相关真空理论得知,必须由一套真空机组来完成,使用二级罗茨泵串接的三级机组可使真空度提高一个数量级而进入10-1 Pa。
【参考文献】
【1】孙佳佳.奥氏体不锈钢热处理工艺及其应注意的若干问题[J].科技资讯,2011(35):91.
【2】朱立群,李敏伟,王辉.不锈钢表面高温热处理氧化皮的常温去除机理研究[J].材料热处理学报,2007(4):116-121.
【3】沈维美.惰性气体置换时用气量的计算[J].油气储运,1996(1):20-22+65-9.
【作者简介】祁世让(1983-),男,甘肃武威人,工程师,从事机械设计及制造研究。
Research on the Anti-Oxidation Technology of Austenitic Stainless Steel Cavity in
High Temperature Heat Treatment
QI Shi-rang, CHEN Rui, HE Yan-peng, DANG Yan-feng, LI Yan, XIAO Zhi-fan
【Keywords】replacement; vacuum; heat treatment; anti-oxidation
【Abstract】In the process of heat treatment, steel is very vulnerable to oxidation and decarburization under the influence of high temperature, resulting in the formation of oxide layer on the steel surface. This will cause a large amount of metal loss and damage the surface state and machining accuracy of the workpiece. The performance of steel workpieces with decarburization on the surface will decline after heat treatment: hardness will be reduced, wear resistance will be reduced, tensile stress will be generated on the surface, fatigue resistance will be reduced, corrosion resistance will become worse, etc. The paper analyzes and studies the material, structure and technical requirements of the workpiece, and proposes the use of vacuum replacement scheme to achieve the purpose of high temperature heat treatment of surface of closed inner cavity of austenitic stainless steel with less oxidation.
