汽车内饰用仿麂皮复合面料低压注塑质量提升研究
2022-06-08何佩芸
闵 良 何佩芸
(上海汽车集团股份有限公司乘用车分公司,上海 201804)
0 前言
仿麂皮又称为极细纤维人造革,具有质地柔软、手感丰润、坚牢耐用等优点,属于高档的高附加值产品。仿麂皮广泛应用于时装界、家居界及飞机内饰等领域,在各业界备受青睐。在汽车内饰设计中,仿麂皮得到了广泛应用。
汽车常用的包覆面料有PVC、PU、真皮及织物等,包覆件一般为手工包覆或低压注塑工艺包覆。手工包覆有耗时长、占地面积大、生产效率低等缺点。低压注塑作为包覆件常用的工艺,有较高的精度要求,若工艺参数控制不到位,生产的零件容易产生表面褶皱、面料击穿、样件缺料或溢料等质量缺陷。如何控制好包覆件在低压注塑时的零件质量,是各大主机厂研究的一大课题。
该文基于国内自主品牌某中高端车型的开发,以立柱上饰板为例,结合理论与实践,对低压注塑包覆的仿麂皮零件质量提升进行了研究。
1 立柱低压注塑成型
1.1 立柱饰板
图1 为所研究车型立柱系统的数模,包括A 柱上饰板、A 柱下饰板、B 柱上饰板、B 柱下饰板、前/后门槛饰板、C柱上饰板、C 柱下饰板、D 柱上饰板,是包覆车身钣金件的主要内饰件,具有美化外观及保护成员等功能。

图1 所研究车型立柱系统数模
立柱饰板须满足的技术要求有安全要求、视野要求、进出性要求、脚步空间要求等。因立柱上饰板在车内为常见区域,该文以造型较为复杂的C 柱上饰板为例(图2),针对立柱上饰板的质量提升进行研究。

图2 C 柱上饰板三维数模
1.2 低压注塑工艺
低压注塑与普通注塑相比,注塑压力更小,熔体温度相对较低。其工艺过程如下:1)将复合面料利用机械手预先挂至模具动模内的挂钉上,此时复合面料呈拉紧状态;2)将热熔胶机加热使热熔胶融化为液态,由齿轮泵将已塑化好的熔融状态的塑胶注射入闭合的模腔内;3)经固化、冷却定型后,由机械手取料得到成型的立柱制品。低压注塑对模腔压力的要求非常准确,普通注塑压力为50MPa~80MPa;低压注塑压力较低,一般控制在30MPa~50MPa。以PP 为主要基材的立柱,其工艺注塑温度在190℃~240℃。不准确控制低压注塑的注塑压力和温度,会严重影响零件质量。
1.3 仿麂皮复合面料介绍
该文使用日本进口的仿麂皮胚布,染色在国内工厂进行,其主要工艺流程如下:胚布进仓→配筒→退卷→退浆→煮练→松弛→开纤→染色→定形→拉毛→磨毛→定形。仿麂皮染色的方式为液流染色,染色温度设置在110℃,无纺方式为针刺,使用三氯乙烯溶剂脱海进行开纤,利用砂纸研磨进行起绒工艺。所研究车型使用的仿麂皮绒面是由束状线密度为0.19D 的极细纤维构成的厚度为0.55mm 的无纺结构,其组成为75%PET 的海组分及25%PU 的岛组分。
对于低压注塑包覆工艺,单仿麂皮绒面撕裂强度及耐热性不足,无法承受工艺的瞬时高热冲击,因此不能直接用于包覆,须在背部复合支撑基布。复合面料的工艺常用的有火焰复合、胶粉复合、热熔胶复合。因为火焰复合与胶粉复合后的面料气味较差,所以该文选择使用热熔胶复合工艺。该工艺以熔点为120℃的高温热塑型热熔胶作为黏合剂,通过热熔胶装置融化胶,然后将胶注入胶槽,胶辊和胶槽接触,带上胶、胶辊和面料接触,将胶转移到面料上,通过设备压辊,将面料和基布贴合在一起。立柱所用的复合面料是在仿麂皮绒面的背面复合1 层无纺布,该无纺布克重为100g/m,材质为100%水刺涤纶。复合后的面料总厚度为1.1mm。复合后面料在规定的温湿度环境下放置24h 以后,可进行后道工序加工使用。
1.4 实际样件状态
立柱基材为改性材料PP-EPDM-T20,仿麂皮复合面料为仿麂皮绒面+白色无纺布基布,低压注塑压力为50MPa,工艺温度为220℃,以该条件进行试制,C 柱上饰板实际样件状态如图3 所示。

图3 C 柱上饰板实际样件状态
从图3 中可以看出:1)样件外观斑驳感较强,表观不均匀。2)在造型为大拐角的地方,面料起皱严重,如图4所示。3)在样件边角处,会产生基材溢料现象,即面料包覆不全,如图5 所示。基于以上3 点,该样件评判为不合格样件,不可用于装车及售卖。
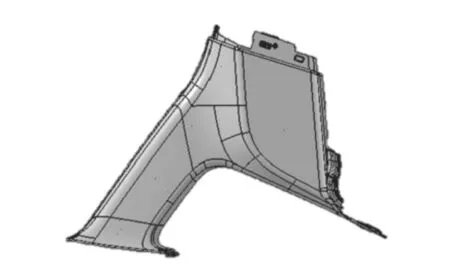
图4 打皱

图5 溢料
2 缺陷原因分析与注塑工艺调整
2.1 缺陷原因分析
经分析,C 立柱上饰板的塑料基材主要为聚丙烯PP,而PP 的熔点为165℃~170℃,在130℃则进入熔融状态;基布的材质为100%水刺涤纶无纺布,主要成分为熔点在255℃~260℃的PET,在170℃时具有可塑性。根据注塑过程中低熔点物质先熔化的原理,在低压注塑合模注塑过程中,PP 进入熔融状态更快。延伸率试验表明,仿麂皮复合面料的延伸率远低于传统针织面料,因此仿麂皮复合面料挂至动模时,绷紧程度较严重,而产品在尖角处易出现应力集中,使复合面料在此处受力较大,从而容易导致面料击穿。此时因PP 先于基布进入可塑性状态,以一定的热量冲击面料,从而出现面料没有完全包覆PP 的溢料现象产生。基于以上分析,调整复合面料的基布可改善零件的质量情况。
2.2 注塑工艺调整
为减少低压注塑的冲击热量,可以一定程度降低低压注塑的工艺温度。如果注塑温度过高,瞬时冲击过大,就会导致面料被击穿的质量问题,或对面料产生不可逆的损伤;若注塑温度过低,塑胶在模具内流动性较差,会造成零件打不满、缺料的质量问题。注塑温度与零件质量呈非线性关系,需要多次调整,寻找合适的注塑工艺温度。一般情况下,PP为主材质的低压注塑工艺温度为190℃~240℃。
在低压注塑的工艺过程中,复合面料通过动模的挂钉固定在模具上,这时复合面料呈拉紧状态,挂钉的位置分布如图6 所示。若复合面料在挂钉上拉得过紧,容易使面料在注塑过程中承受的压力过大而产生撕裂的质量问题;如果拉得较松弛,就容易产生表面褶皱的质量问题。因此需要在保证面料不撕裂的情况下,尽可能地将挂钉位置往外移动,可大幅度提高零件的质量。

图6 C柱上饰板挂钉位置分布
3 方案验证
该文选择调整模具上的挂钉位置,一定程度降低低压注塑温度,在该工艺调整的基础上,对基布的以下2 个变量进行研究:1)克重。选择100 g/m、120 g/m、150 g/m三种不同克重的基布进行研究。2)材料组成。将100%纯涤纶(PET)改至60%涤纶(PET)加40%丙纶(PP)的混纺材料。选取表1 的4 种方案进行试制,验证分析结论的可靠性。

表1 方案对比
试制结果如图7~图10 所示,其中图11~图12 为方案3 的褶皱细节及溢料细节图。

图7 方案1 样件

图8 方案2 样件

图9 方案3 样件

图10 方案4 样件

图11 方案3 的褶皱细节图

图12 方案3 的溢料细节图
试验结果表明,方案3(复合120g/m混纺材料基布)的效果最好。针对该方案进行了如下分析:1)低压注塑的工艺参数,由原来的220℃降至210℃,全方面提高零件质量。2)在确保面料不会被击穿的情况下,适当移动挂钉位置,尽力解决零件起皱问题。3)100%纯涤纶材料改为混纺材料,混纺材料中的丙纶熔点为175℃,在130℃时具有可塑性,与PP 类似,可减少溢料情况的产生。4)克重越大,基布可提供的背部支撑越多;但克重过大,会降低复合面料延伸率,从而产生其他零件质量问题,因此克重与零件质量为非线性关系。
4 结语
通过对国内自主品牌某中高端车型C 柱上饰板仿麂皮复合面料的低压注塑研究,得出了注塑件表面质量与下列因素的关系:1)降低低压注塑瞬时料温,以削弱塑胶对面料的冲击,能全方面地改善零件表观质量。2)在确保面料不会被击穿的情况下,适当外移挂钉位置,能改善零件表面起皱的质量问题。3)复合面料基布熔点与零件注塑基材熔点相近可降低溢料风险。4)复合面料基布的克重与零件表面质量呈非线性关系,最合适的克重在120g/m左右。
