大风机叶片材料轻量化的探索
2022-06-07孙二平苏宝定江海涛
孙二平,苏宝定,江海涛
(1.中国广核新能源控股有限公司,北京 100071; 2.中广核如东海上风力发电有限公司,南通 226400)
0 前言
我国的风能资源极为丰富,根据第四次风能资源调查结果,我国风能资源可以容纳的装机容量超过10亿 kW[1]。风能环保、无污染、资源丰富,风力发电技术逐步发展成熟,并且在逐年提高其在发电领域的比例[2]。美国新能源研发计划投资1 500亿美元;日本追加投资至1 156亿日元,在未来的经济、能源、环保以及技术领域,一场新的能源革命悄然来临[3]。
随着风能的优势显著及科技水平的逐年提高,使得风力发电成为新能源领域最具竞争力的发电形式之一[4],其中海上风电资源潜力较大,近海风电场水深5~50 m,深海风电场水深在50 m以上[5],开发沿海用电城市将成为未来风电市场的发展趋势,但高成本仍是阻碍其大规模开发的关键因素。综合考虑之下,超大型化、轻量化将成为海上风电叶片发展的核心方向。国内风电叶片厂家纷纷推出百米级叶片,指明了风机的发展方向是超大型化、高发电量[6]。
百米级叶片的突破是具有里程碑意义的,但是叶片制造是项复杂的工艺。超大型化的叶片意味着更高的运行雷诺数、更大的重量、更大的阵风载荷及伴随的振动和疲劳载荷。在风机运行的诸多影响因素中,材料本身要朝着高可靠性、低成本化、轻量化发展,从材料迭代、工艺改进的角度出发,探索复合材料的性能提升、降低生产成本的解决方案。国外Vestas 85 m叶片,西门子97m叶片,国内远景79.8 m叶片,金风80 m叶片,上海电气84 m叶片的梁帽均采用碳纤维材料制造。碳纤维材料在风能领域内的优点:1.提升叶片刚度,减轻质量;2.提高叶片的抗疲劳性能;3.使风机输出更平稳均衡,提高效率;4.叶片可超大型化;5.具有振动阻尼特性[7-10]。企业需要分析当前的行业发展,以便适应经济发展,随着超大型叶片时代的来临,最初的真空灌注玻璃纤维梁帽已经不能满足发展需求,急需材料的更新迭代、工艺的改进创新,才可为大风机的轻量化、低成本,创造新的竞争优势。
为应对下一代百米级风机的发展,解决风机超大型化带来的轻量化,低成本问题,本文采取材料迭代、工艺改进的方法,以梁帽拉挤板为分析对象,通过实验及数据统计分析对比,探索大风机叶片的轻量化、低成本的应对方法。
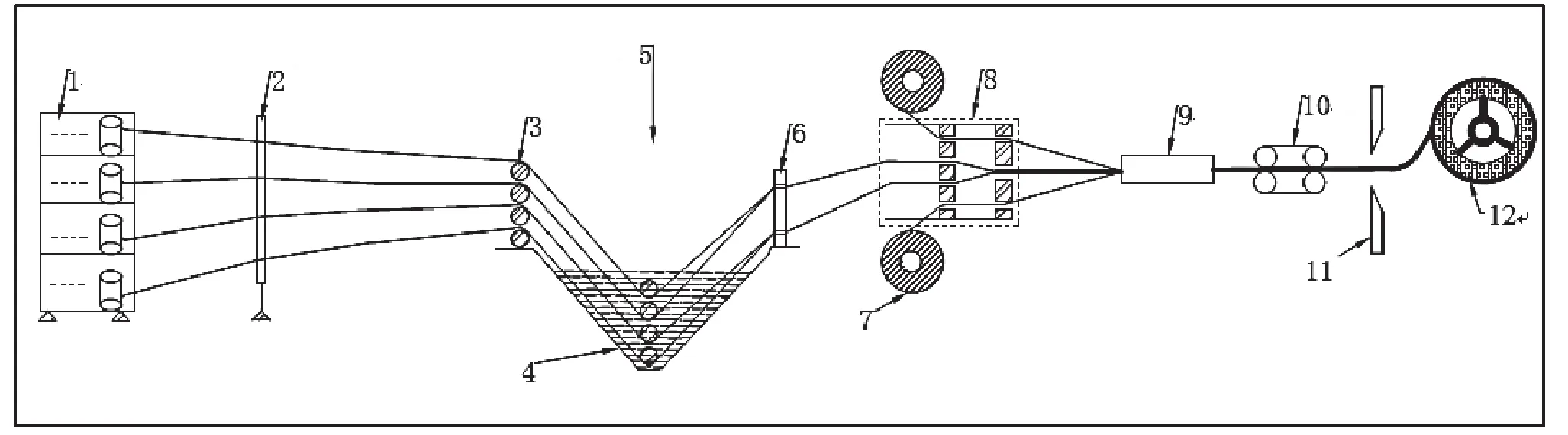
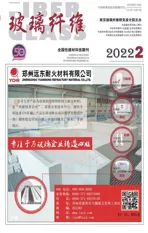
图1 复合材料拉挤板生产工艺流程示意图
1 复合材料成型工艺
1.1 真空灌注成型工艺
真空灌注成型工艺是风电叶片使用时间最长的相对的成熟工艺。成型原理是利用抽真空产生的负压使树脂通过预铺的管路注入纤维层中,让树脂浸润增强材料,最后充满整个模具,在特定的树脂固化条件下,树脂与增强材料共固化,移去辅材后得到所需制品,真空灌注成型工艺具有操作简单、设备投资少、生产成本低、产品孔隙率低等优点,特别适合大型和复杂结构制品的制备。[11]
1.2 拉挤板成型工艺
拉挤板是利用纱通过胶槽进行浸渍,然后通过预成型,穿入一定截面形状的模具中,分区进行加热固化,一般分为三区,不同区的温度不同,在不同区进行预固化、固化,之后通过后固化炉进行后固化,再在一定的牵引力下以一定的拉挤速度进行拉挤,在收卷机上进行收卷,达到规定长度后进行裁切。一般玻板在生产时需要上下两面铺放脱模布,一并放入模具中进行拉挤。使得玻板上下表面在使用前保持干净,撕去脱模布后有一定的粗糙度。不同层的玻板在后续灌注固化后有较强的层间结合力。
拉挤板的截面尺寸要根据梁帽尺寸来定,梁帽灌注时,拉挤板本身不能在纤维方向进行拼接,所以拉挤板长度不能低于梁帽长度,梁帽宽度应为拉挤板宽度整数倍,厚度方向不能太厚,过厚不利于拉挤板贴附模具型面。通过玻纤拉挤板的研发,研发新型玻纤拉挤主梁,引入叶片结构优化设计,叶片静力和疲劳测试新技术,实现超大规模叶片轻量化,和传统灌注主梁叶片相比减重15%,同时带来工艺和制造上的优势,杜绝大梁褶皱,提高叶片生产效率,攻克大型叶片轻量化的难题。
1.3 研究方法
本文采取了实验测试对比的方法,直观地评估拉挤板的关键性能比模量的优势。比模量是材料的模量/密度,是材料承载能力的一个关键指标,比模量高说明材料质量轻,而刚度大,是风机设计参考的关键参数。同时聚合物基复合材料在承受压应力载荷时,由于试样厚度较小,容易出现失稳现象,同时拉-拉疲劳一般比压-压疲劳特性差很多,通常选择拉-拉疲劳数据作为疲劳关键性能分析参数。
2 实验部分
风机发展的趋势是超大型化,超大型化叶片带来了高发电量、低成本、轻量化的挑战。轻量化的关键之一在于材料的创新突破,玻纤拉挤板是技术创新的选择,更高性能的碳纤维拉挤板运用在百米级超大型化叶片上,能解决叶片刚度和轻量化问题,更是符合当下的新能源企业的产业战略规划。理论上由于玻纤的密度高于树脂,拉挤工艺提高了纤维占比,提高了密度的同时,也提高了模量;这种情况下,航空航天通常引入比模量指标参数作为最终设计关键参数,参考航空航天,相比于玻纤灌注工艺,本文从比模量这个角度出发,研究了拉挤板在减重方面的优势。
2.1 原料
玻纤拉挤板,振石集团华美新材料有限公司;
玻纤织物,振石集团恒石纤维基业有限公司;
碳纤维织物,振石集团恒石纤维基业有限公司;
碳纤维拉挤板,振石集团华智研究院(浙江)有限公司。
玻纤拉挤板应满足表1-3验收要求。

表1 玻纤拉挤板尺寸要求
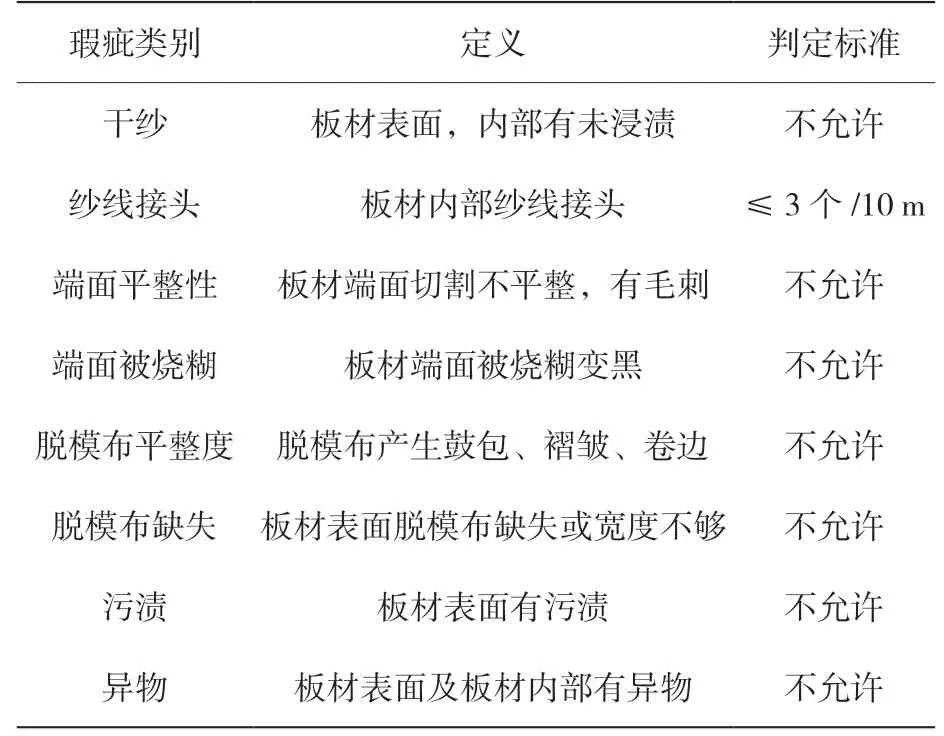
表2 玻纤拉挤板外观要求

表3 玻纤拉挤板生产要求
2.2 仪器设备
电子万能试验机:INSTRON 5985,英斯特朗;
疲劳试验机:MTS Landmark 370.25,美特斯。
2.3 制样方法
撕除玻纤拉挤板上下表面的脱模布,将板材左右两侧倒角部分裁切掉,并用雕样机进行雕样,试样尺寸参照测试指定标准。
2.4 测试方法
测试方法引用标准如下:
ISO 1172:玻璃纤维增强塑料预浸料、模塑料和玻璃纤维层合板和矿物填料含量的测定煅烧方法;
ISO 527-5:塑料拉伸性能测定的第5部分-单向纤维增强复合材料拉伸性能的测试方法;
ISO 14126:纤维增强塑料复合材料面内压缩性能的测试方法;
ISO 1183:塑料-非泡沫塑料密度的测试方法。
3 结果统计分析
3.1 玻纤拉挤板材测试结果
玻纤拉挤板相关性能测试结果见表4。其中0°拉伸强度、应变,0°压缩强度、应变为特征值,计算方法依据GL2010版计算公式,其余参数为平 均值。

表4 玻纤拉挤板0°拉伸和0°压缩测试结果
玻纤拉挤板疲劳性能测试结果见图2。
图2 拉-拉疲劳的S-N曲线
进行疲劳测试时,在外加疲劳载荷的作用下,裂纹沿裂尖方向延展,扩展到纤维时则受阻,纤维界面起到桥联的作用,其界面特性在循环载荷以及滑移阻力的作用下,逐渐降低。不同形状的测试样条,在有限元分析中,其应力分布不一样,在设计样条尺寸时,应力集中位置最大面内剪切力越低越好,剪切力不能超过玻纤拉挤板的层间剪切强度,若超过,则首先发生样条的剪切破坏。叶片形状是曲面的,测试长条和哑铃型是为了分别测试不同形态下疲劳特性。哑铃型更符合叶片结构,所以通常结构设计取值选择哑铃型。
玻纤拉挤板的拉-拉疲劳(四面哑铃型)测试结果见图2。直线斜率是-0.1122,m值是8.91,N=1时对应的截距是是1 570.7 MPa。虽然m值低于灌注材料的m值,但是由于拉伸和压缩极限强度提高,拉挤主梁依然满足叶片疲劳设计要求,同时通过设计优化可以实现减重,提高生产效率等优点。
3.2 碳纤维拉挤板测试结果
碳纤维拉挤板相关性能测试结果见表5。其中0°拉伸强度、应变为特征值,计算方法依据GL2010版计算公式,其余参数为平均值。
如表5所示,碳纤维比玻纤性能高,密度小,同为拉挤工艺,碳纤维拉挤板的体积分数比玻纤拉挤板低10.4%,碳纤维拉挤板拉伸模量比玻纤拉挤板高144.8%,碳纤维拉挤板提升显著,是比较理想的高性能轻量化材料。

表5 碳纤维拉挤板0°拉伸及相关性能测试结果
3.3 性能测试数据对比
另外测试了玻纤织物和碳纤维织物的真空灌注玻璃钢性能,综合数据如下,表6所示,其中0°拉伸强度、0°拉伸应变、0°压缩强度、0°压缩应变为特征值,其他性能为平均值。

表6 4种材料的关键力学性能对比
对比发现:
(1)同为玻纤,采用拉挤工艺的玻纤拉挤板 比 模 量 为28.9 Gpa/(g/cm3),高 于 真 空 灌 注成型工艺的比模量23.9 Gpa/(g/cm3);同为碳纤维,采用拉挤工艺的碳纤维拉挤板比模量为 97.4 Gpa/(g/cm3),高于真空灌注成型工艺的比模量79.3 Gpa/(g/cm3);从数据上看,拉挤工艺成型的拉挤板体积分数要高于真空灌注,而纤维体积分数是影响性能的关键影响因素。拉挤工艺能提高复材中纤维增强层的体积分数,提高性能。
(2)同为拉挤工艺,碳纤维拉挤板的比模量为97.4 Gpa/(g/cm3),高于玻纤拉挤板的比模量 28.9 Gpa/(g/cm3),碳纤维拉挤板性能更优,是叶片轻量化的首选材料。
4 结论
(1)同为玻纤或碳纤维,采用拉挤成型工艺的拉挤板性能要优于灌注工艺成型的织物灌注玻璃钢性能。
(2)碳纤维拉挤板比模量最高,是超大型叶片的优选高性能拉挤板材料。
轻量化、高发电量、低成本是叶片超大型化的关键问题,最大程度解决轻量化问题,需要更为昂贵的材料,更优的技术工艺,碳纤维拉挤板的比模量是97.4 Gpa/(g/cm3),对轻量化具有非常高的意义。