混合废塑料与稻壳共热解制油工艺的研究
2022-05-27康坤红李雨萌李得川龙小柱
康坤红,李雨萌,王 士,李得川,龙小柱
(沈阳化工大学 化学工程学院, 辽宁 沈阳 110142)
作为三大合成材料之一的塑料给人们的日常生活带来了巨大便利,但是随着塑料制品消费量的日益增加而产生的废旧塑料也不断增多[1],进而产生怎样处理这些废旧塑料的问题.传统的处理方法主要有焚烧法和填埋法.传统的处理方式会造成土地资源浪费和环境污染问题[2].迫于当今经济发展和环境保护的压力,废旧塑料资源化利用技术的开发与创新成为众多学者研究的方向之一,废旧塑料的回收与再生利用具有巨大的市场潜力[3].为避免塑料废弃物污染环境,同时提取其中有价值的资源,对废旧塑料进行资源化利用势在必行[4].
生物质能源是一种理想的可再生资源,一直是人类赖以生存的重要能源,在整个能源系统中占有重要地位[5-6].目前国内外关于废旧塑料和生物质共热解方面的研究鲜见报道[7].笔者选择废塑料与稻壳为原料,自行设计并组装反应装置进行共热解研究,将废旧塑料与生物质共热解并探索制取燃料油的可行性及其工艺条件.
1 实验部分
1.1 实验原料
实验所用废塑料来自汽车制造厂的廉价下脚料,其主要成分为聚乙烯(PE)和聚对苯二甲酸乙二酯(PET);稻壳(自然风干);人造沸石,化学纯,国药集团化学试剂有限公司;氢氧化钠,分析纯,国药集团化学试剂有限公司.
1.2 实验仪器
反应釜,FYX-1,大连第四仪表厂;干燥箱,101-1,上海市实验仪器总厂;扣压手提小型粉碎机,XL-02A,广州市旭朗机械设备有限公司;电子天平,JX5001,上海蒲春计量器有限公司;石油产品蒸馏测定仪,BSY-103,大连北港石油仪器有限公司;气质联用仪,LCQ Deca XP,美国热电-菲尼根公司.
1.3 实验装置
反应釜:要求密闭性、保温性、耐压性良好,并附有压力显示仪、温度控制器.设定反应温度,进行程序升温.
冷凝管:通有循环冷凝水.
储罐:储罐1、储罐2用来冷凝油气回收热解油;储罐3盛放低浓度(5 mol/L)的氢氧化钠液体,用来脱除废塑料气体中的恶臭气味.
1.4 实验方法
废塑料用清水清洗,将其表面的沙子、尘土等不能被热解的杂质洗掉,置于120 ℃干燥箱中烘干.干燥后将物料剪成边长5 mm的正方形小块.在室温条件下将处理过的废塑料与稻壳按一定比例(质量比)混合后装入密闭的反应釜中,按照实验装置示意图(见图1)将实验装置连接起来,并检查(气密性,电源等)无误.先打开冷凝水,然后设定升温程序开始加热.开始程序升温后,物料在反应釜内受热分解,分解产生的裂解气经冷却分离、粗热解油和水冷凝至收集器中,不能冷凝的裂解气经碱净化后进入排气管中放空.将液体收集罐中的液相产物进行常压蒸馏并对其进行分析表征.
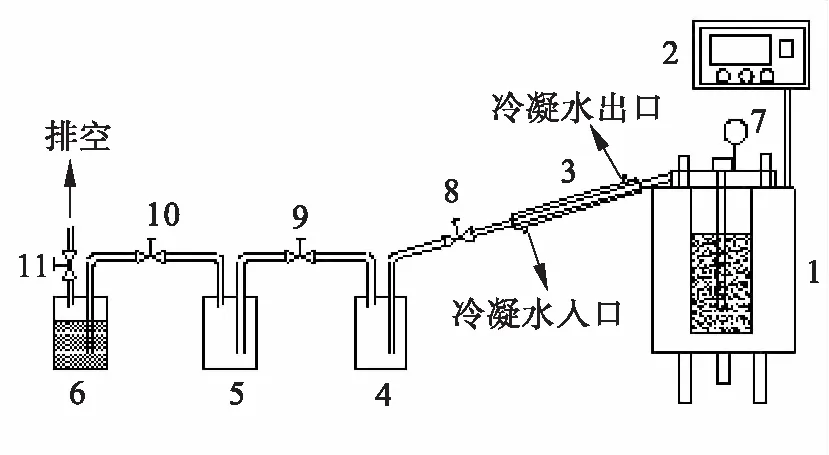
1 固定床反应器 2 温度控制器 3 冷凝管 4、5 液体产物收集罐 6 气体净化器 7 压力表 8 减压阀 9、10、11 气体调节阀
2 结果与讨论
2.1 热裂解条件对产物收率的影响
2.1.1 原料配比对产物收率的影响
不同混合比例下三相产物的收率如图2所示.由图2可知:废塑料和稻壳质量比为1∶1时液相产物收率最高.添加稻壳后液相产物收率由22.33%提高到34.17%.气相产物收率由48.50%下降至36.17%.添加稻壳对热解反应的促进效果明显,气相产物收率降低,从而提高液相产物的收率.

图2 废塑料稻壳配比对产物收率的影响
废塑料单独热解会有白色或浅黄色的蜡状固体凝固在反应釜内壁上,而加入稻壳共热解时则没有固体蜡状物产生,说明加入稻壳后反应过程发生了改变,产物分布也随之改变.
2.1.2 反应温度对产物收率的影响
不同反应温度下三相产物的收率如图3所示.

图3 温度对废塑料稻壳混合物产物收率的影响
由图3可知:随着温度的升高,液相产物收率呈先升高后降低的趋势,而气相产物收率与之相反.添加稻壳的废塑料当共热解温度在500 ℃时,液相产物收率达到最大值34.17%,废塑料与稻壳共热解后的固体残余物收率基本在30%左右;废塑料与稻壳共热解温度在550~600 ℃高温阶段,液相产物收率随温度升高逐渐降低,可能是因为温度的升高导致初步生成的大分子量的中间产物再次裂解为大量的小分子,使总体分子量的分布变小,不凝气体变多,从而使气相产物收率逐渐升高,而液相产物收率逐渐降低.
2.1.3 反应压力对产物收率的影响
不同反应压力下三相产物的收率如图4所示.由图4可知:添加稻壳的废塑料在压力改变条件下固体残碳收率基本不变,说明液相、气相产物总收率较为平稳.稻壳与废塑料共热解反应主要是液相和气相产物的互相转化,液相产物收率先升高后降低,气相产物收率与之相反.随着压力的提高,热裂解程度加深,分子链断裂的频率及位置增多.当共热解压力在3.0 MPa时,添加稻壳的废塑料液相产物收率达到最大值34.17%.

图4 压力对废塑料稻壳混合物产物收率的影响
2.2 热解油GC-MS表征结果分析
气相色谱-质谱联用(GC-MS)技术是一种高效鉴定和分析有机混合物的常用方法.实验利用GC-MS分析仪对热解油的组分进行分析,考察添加稻壳对热解油组分的影响.分析结果见表1.
在废塑料的热解油中检测出180种有机化合物组分,由于组分过于复杂,部分含量微量且匹配度低,所以仅统计了90.35%的化合物.废塑料热解油的主要组分为芳香烃、含氧化合物和烯烃,质量分数分别为53%、14.78%和11.4%.
添加稻壳的废塑料热解油主要组分为芳香烃和含氧化合物,质量分数分别为61.08%和35.54%,无炔烃、烯烃和环烷烃产生.因为稻壳含氧和氮元素较废塑料高,所以加入稻壳后含氧化合物类(醇、酯和酮类)增加了1.4倍多,含氮化合物也增加近1倍.在热解油组分中发现有较高经济价值的有机化合物成分,如苯、甲苯、二甲苯等.因此,热解油不仅可以用作燃料利用,还可以提炼具有高经济价值的化学产品.

表1 常压蒸馏热解油组分类型
生物质与废塑料共热解的协同作用机理到目前还没有完全解释清楚.一般认为,聚烯烃及生物质的热解为自由基反应,包括自由基的引发、链断裂和链终止3个过程[8].
3 结 论
(1) 以热解油收率为主要参考因素、裂解气收率和固相收率为辅助因素,确定废塑料与稻壳共热解的最佳实验室条件为:混合废塑料与稻壳质量比为1∶1,反应温度500 ℃,反应压力3 MPa.在最优工艺条件下,液相产物收率为34.17%.废塑料与稻壳共热解,热解油收率比废塑料单独热解时有显著提高,说明废塑料与稻壳共热解发生协同作用.
(2) 废塑料热解油主要组分为芳香烃、含氧化合物和烯烃,质量分数分别为53%、14.78%和11.4%.稻壳与废塑料共热解油主要组分为芳香族、含氧化合物,质量分数分别为61.08%、35.54%.
(3) 通过GC-MS分析,共热解油组分中含有较高经济价值的有机化合物,如苯、甲苯等含量较高,苯、甲苯是应用最广泛的基本有机原料.为更好地利用能源,将废塑料与稻壳共热解所得裂解油作为苯源,从中提取价格可观的原料苯.
