小麦自动收割机电气及调速控制系统的设计
2022-05-25胡志荣
胡志荣
(江西新能源科技职业学院,江西 新余 338000)
0 引言
针对常规小麦收割机系统存在的作业速率自适应调整水平较低、收割损失率较高等技术难题,基于西门子PLC和PID算法研制一款小麦自动收割机电气及调速控制系统。系统采用旋转编码器及时采集收割作业时电机的速率,并反馈给PLC进行处理,在PID算法的精准控制下,可根据作业的具体要求自适应地调节收割作业的速率,达到能量输出最优和收割效果最佳的双赢工作模式。
1 收割机整机结构设计
整机采用往复式收割设计方案(见图1)。实际作业时,将割刀调整至与田间小麦根部相一致的高度上,割刀进行水平往复切割作业,整个作业过程具有运转平稳、振动幅度小等优点。整机包括蓄电池、割刀、直流无刷电机、传送带、储麦盒、控制器等机构。整机在田间进行小麦收割作业时,由蓄电池向割刀运转直流无刷电机、运转轮电机和传送带电机提供动能,割刀根据系统控制器预设的作业参数,自动精准地切割田间小麦,已切割好的小麦由传送带传送到储麦盒中。
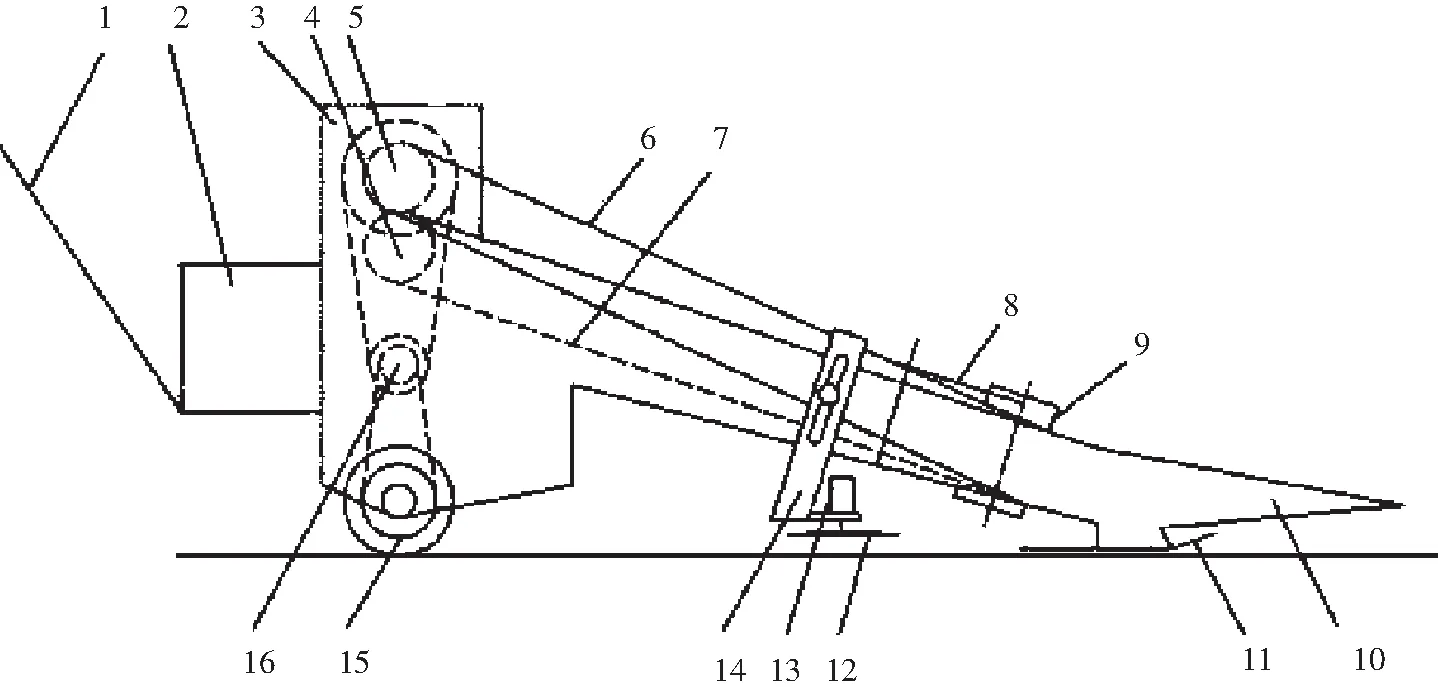
1—扶手;2—储麦盒;3—外壳;4~5—直流无刷电机;6~8—传送带;9—控制器;10~11—割刀;12~13—蓄电池;14—驱动器;15—运行轮;16—带动轮。
2 收割机电气系统设计
2.1 电气系统框图
收割机电气系统框图如图2所示。选用西门子公司研发的S7-200型PLC为核心控制器,用以控制割刀和收割机运动的速度;割刀转动电机选用57BL75S10-225TF9高速直流无刷闭环电机,该电机的额定电压为DC24 V,功率为100 W,额定转速为2 500 r/min,额定扭矩为0.15 N·m,体积和尺寸适中,可方便地安装在收割机内部;选用旋转编码器检测割刀转速和收割机运动速度,并反馈给PLC;采用PWM脉冲宽度调制的方式实现对割刀电机和运动电机的自动控制;选用昆仑通泰MCGS触摸屏设计收割机作业控制人机操作面板[1]。整个系统电气控制方式简单实用,可满足小麦自动收割及设备调速的自动化控制。

图2 小麦自动收割机电气系统框图
2.2 电气控制原理
系统以PLC为控制核心,通过编订自动收割及调速程序实现设备对田间小麦的自动收割、存储等作业,整套系统应用PID思想设计割刀精准调速控制算法[2]。各模块电气控制原理如下。
1)操作面板模块。选用昆仑通泰MCGS触摸屏为操作面板硬件核心,通过RS485[3]与PLC进行通信,实际田间收割作业时,操作人员可直接在触摸屏上点击虚拟按钮,控制设备启停,并在触摸屏界面设置割刀转速、设备运动速度等参数。
2)核心控制器模块。应用西门子S7-200型PLC,为实现小麦收割机基本电气、调速和拓展功能,特选用I/O端口24/16数量的226型CPU内核,通过编订步进顺序控制梯形图指令,实现“启动—设置电机转速—收割运动作业—实时反馈电机转速—PID调整优化转速—停止”步进顺序化的收割作业自动化控制。此外,还编订了收割故障判定与自动报警停止功能。
3)调速控制模块。由电机驱动器、高速无刷直流电机、旋转编码器等核心部件构成。实际作业时,由旋转编码器实时反馈割刀转速给PLC,PLC进行PID运算后,输出PWM[4]脉宽调制信号给电机驱动器控制电机转速,完成对割刀转速的实时调控。
2.3 PLC控制地址分配
系统选用PLC外部5个输入端口和3个输出端口,通过对所选I/O端口的数字化编程控制,实现小麦收割机的自动作业和调速控制,具体的地址分配方式为:①输入端口地址分配。I0.0为系统启动,I0.1为系统停止,I0.2为设备运动电机编码器测速,I0.3为割刀运转电机编码器测速,I0.4为故障传感器信号。②输出端口地址分配。Q0.0为设备运转电机输出线圈,Q0.1为割刀电机输出线圈,Q0.2为故障报警器。
3 收割机调速控制设计及试验
系统采用PID学习算法调速控制方案,调速控制框图如图3所示。调速原理为:当小麦收割机工作时,旋转编码器实时采集割刀转速,并将采集到的速度值y与系统设置速度值r进行相减运算,得到偏差error和变化率e,将这2个值输入PID控制学习算法方程中进行最优化调节运算,计算出Δkp、Δki和Δkd,得到整合优化后的kp、ki和kd数值,之后传送给电机驱动器,实现对割刀电机转速的精准动、静态控制。

图3 小麦自动收割机PID调速控制框图
具体调速传递函数为:G(S)=KP(1+1/T1S+TDS)。式中,KP为比例增益,T1为积分时间常数,TD是微分时间常数。其中,调节积分时间常数T1,能够实现对割刀电机转速增量变化速度的调节,调节微分时间常数TD,能够实现对割刀电机反馈转速响应量的调整。通过设置合理的积分时间常数T1和微分时间常数TD,可达到对割刀电机运转速度的精准调节目的,实现对田间小麦自动收割作业的最优化速率控制。
4 结语
系统设计完后进行小麦收割试验作业,通过对比多组试验参数,结果显示:当割刀转速为2 500 r/min时,收割成功率为100%,根部损失率为5%,割刀运行在该速度下能获得最佳收割效果。通过设置调节参数,测试割刀转速在2 500 r/min时系统PID自适应调速效果,结果发现:当温度、湿度、作业地点、田间沙土含量等外部参量发生改变时,割刀转速均能稳定地保持2 500 r/min转速,说明本系统PID控制算法科学合理,达到了预期调速控制效果。
