某型航空发动机尾喷管裂纹故障分析与改进
2022-05-19金洪江
1 概述
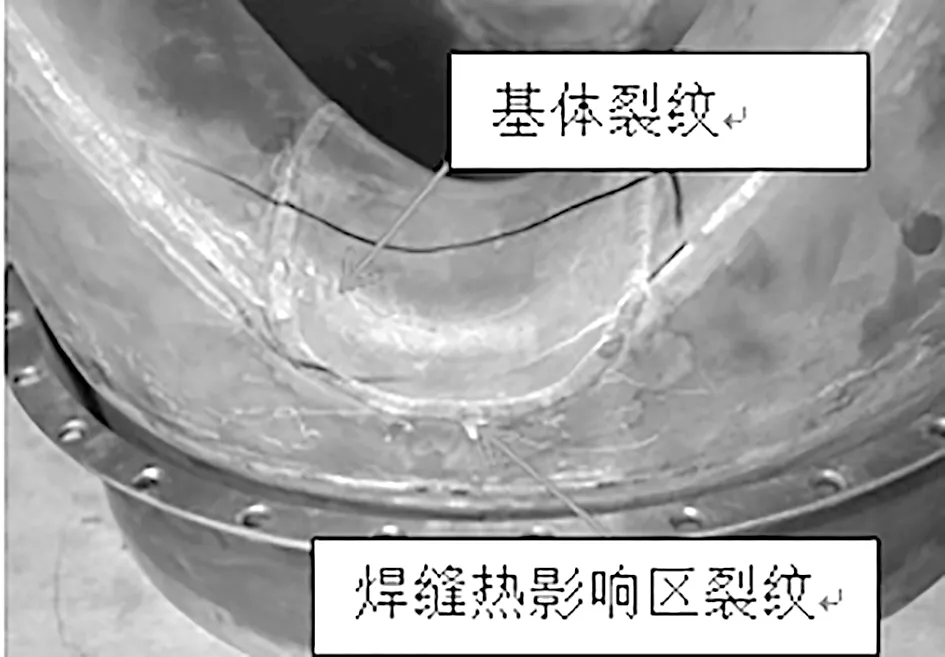

某型发动机使用中,在飞行前检查时发现尾喷管出现裂纹。将故障尾喷管卸下后发现,尾喷管前转接段处有两条裂纹,长度均在130mm左右。一条裂纹处于基体转接段,另一条裂纹处于转接段和管口段焊缝热影响区位置,见图1。该尾喷管为裤叉型结构,见图2。其型面由四大片和前/后转接段焊接而成,材料为GH3030,裂纹处温度约为550℃。
尾喷管主要作用是将自由涡轮出口的燃气排入大气,并且保护后传动部件免受高温燃气的侵蚀。同时,为了增大发动机的输出功率,要尽量降低自由涡轮后的总压,以增加自由涡轮的落压比,然后通过尾喷管扩压减速,使燃气在尾喷管出口处以大气压力和较低的速度排入大气。
2 故障原因分析
2.1 失效分析
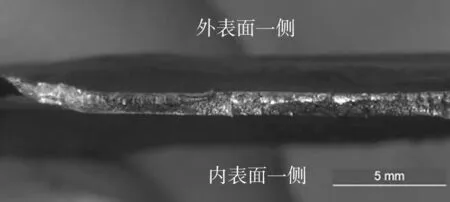

两条裂纹分别处于转阶段基体及焊缝热影响区位置。两种裂纹走向和形貌特点基本一致,都是在中间开口较大,两端开口小。两条裂纹走向平行,长度相当,其起源和扩展无明显的主次顺序。从两条裂纹断口上看整条裂纹均呈现双侧(内、外表面两侧)对称起源、往板厚度方向扩展的特征,在中间形成一条交界线,内表面一侧的扩展区稍大于外表面一侧的扩展区。见图3。扫描电镜下观察,内外表面起源均为线源特征,源区未见冶金缺陷,局部源区可见磨损特征,扩展区可见细密的疲劳条带,见图4。
两条裂纹各自均从尾喷管内、外两个表面双侧起源,沿尾喷管板材厚度方向扩展,条带细密,说明尾喷管前转接段位置存在沿厚度方向的交变应力。从尾喷管的受力形式看,这种沿厚度方向的交变应力往往是一种振动。从两侧的疲劳起源和扩展上看,内表面一侧疲劳起源扩展面积大于外表面一侧,内表面一侧起源处磨损程度也大于外表面起源一侧,这是由于内表面一侧还受到燃气冲击作用力有关。
综上所述:尾喷管裂纹性质为高周疲劳,由双侧开裂;裂纹产生的主要原因与其受到的振动有关。燃气冲击、焊接结构薄弱以及转接处的应力集中对裂纹的萌生起促进作用。
2.2 动应力测试
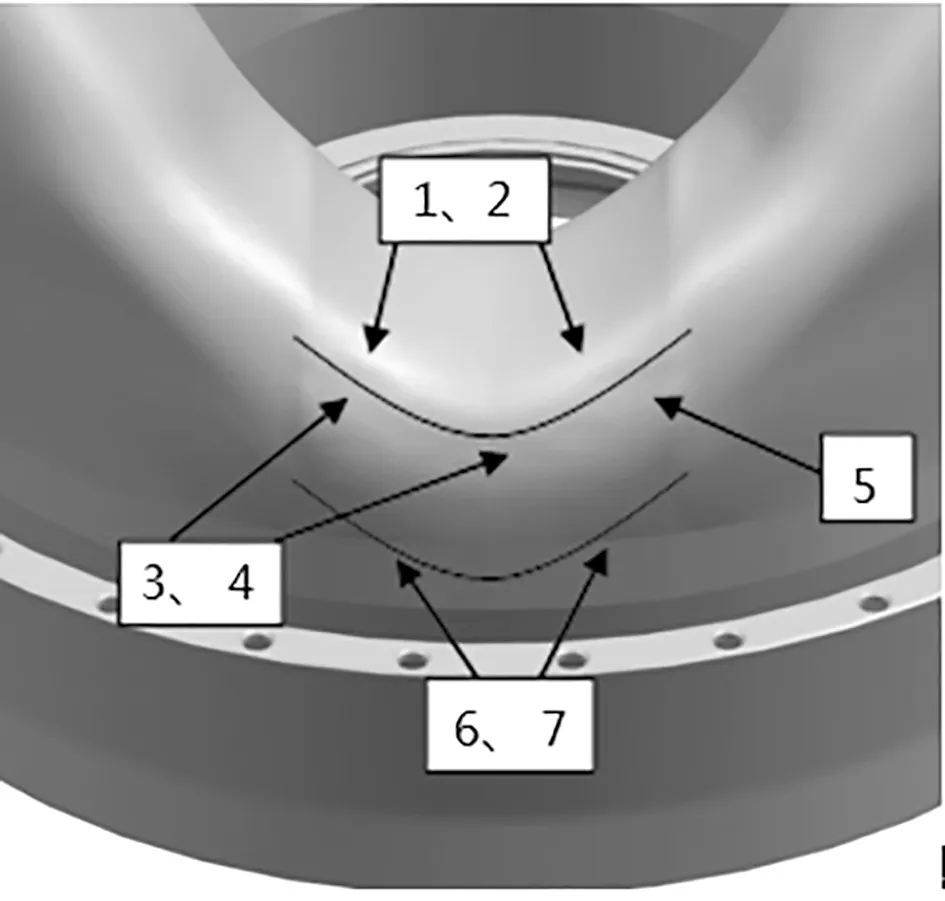
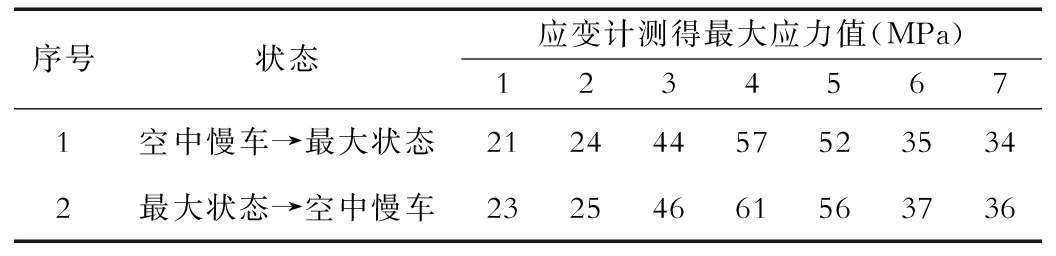
为分析故障原因,该发动机配装与故障尾喷管同批次的尾喷管在厂内试车台进行动应力测试。尾喷管裂纹部位贴应变片,见图5。其中基体裂纹处5片,序号1至5,焊缝裂纹处2片,序号6、7,应变计丝栅方向垂直于故障裂纹。发动机从空中慢车→最大状态→空中慢车,全转速扫描,测量裂纹位置应力情况。各位置应力最大值见表1,由表可知,两条裂纹位置的振动应力较大,最大为基体裂纹位置(4、5号应变计位置),并测得频率约260Hz。
2.3 疲劳强度储备分析
电厂的总体规划工作是具有全局性和战略意义的一项综合性的工作,所涉及的因素很多,定量与定性的因素交织在一起。因此要用全局观点、动态观点,从工程的经济性、技术的先进性、生产的安全性、发展的合理性进行全面的衡量和考虑,总体规划工作必须在充分调查研究和掌握资料的基础上进行。
系统提供的收入报表是否准确,反映系统设置的严密性和准确性,收入数据必须与业务量、患者预交金余额和各类应收款项环环相扣,HIS系统提供的各类数据必须要实现逻辑平衡关系,与预交金、医疗应收款、医疗欠费、收退款等明细账、总账保持逻辑平衡,各类数据通过不同方式的统计结果要保持一致,以保证收入核算的准确性。收费系统需实现自动核对功能,门诊收入报表等式:门诊病人费用合计=项目收入合计=科室收入合计=费别收入合计;住院病人费用合计=项目收入合计=科室收入合计=本期结算病人医药费+当期在院病人医药费-上期在院病人医药费。
参考《航空发动机试验指南》(BZ183-97)采用振动疲劳强度储备系数:Kv=σ
/σ
在波达方向估计中,针对非稀疏均匀线阵估计信源数不足的问题,给出一种基于互质阵列重构的高维波达方向估计算法,该算法引入稀疏的互质阵模型,在对自相关矩阵进行列向量化处理的基础上构造虚拟阵列,然后对不连续的虚拟阵列进行内插重构,增大了虚拟阵列孔径,最后采用空域平滑技术,高分辨的检测出来波方向.相比于迭代内插检测算法,本文算法以较小的复杂度代价,获得了自由度的较大提高.同时给出了自由度分析和复杂度分析.仿真实验表明,本文算法不仅增大了阵列自由度,并且角度分辨率,检测精度和鲁棒性等方面的性能都有较大提升.
式中σ
—疲劳极限;σ
—共振状态下的最大应力;σ
—材料的强度极限。
常用工作状态Kv必须满足:Kv≥[Kv]=2.1;
GH3030是Ni-Cr基固溶强化型变形高温合金,使用温度在800℃以下,具有较好的热强性和高塑性,以及抗冷热疲劳和抗氧化性能,具有良好的冷冲压和焊接工艺性能。GH3039是Ni-Cr基固溶强化型变形高温合金,在800℃以下具有中等的热强性和良好的冲压性能,具有良好的冷成形和焊接性能。GH3625是Ni-Cr基固溶强化型变形高温合金,最高使用温度950℃,从低温到980℃具有良好的抗拉强度和抗疲劳性能,且加工焊接工艺性良好。GH5188是Co-Ni-Cr基固溶强化强化型变形高温合金,使用温度小于1100℃,具有较好的冷热加工塑性和焊接性,适于制作980℃以下要求高强度和1100℃以下要求抗氧化的航空发动机零件。
根据测试最大动应力:σ
=61 MPa;根据尾喷管的工作环境,插值得到相关材料参数;

储备系数 Kv=132.7/61=2.17,满足≥ 2.1要求,但裕度不大。
2.4 故障原因与机理分析
根据动应力测试结果可知,尾喷管前转接段的最大应力为基体裂纹处4号应变计位置,常用转速范围内最大应力为61 MPa。虽然试验件疲劳强度储备系数满足要求,但裕度不大。由于尾喷管是结构复杂的钣金薄壁焊接件,型面控制精度不高,产品分散性较大,会导致部分零件在实际使用中应力大于61 MPa,疲劳强度储备系数不足,出现裂缝的现象。6号、7号应变计在焊接热影响区,疲劳性能较薄弱,也易疲劳开裂。该型发动机为自由涡轮式,控制策略为保持自由涡轮转速恒定。260Hz频率为自由涡轮部件激起的频率。长期在该频率下工作,导致尾喷管产生裂纹。
综上所述,尾喷管前转接段裂纹性质为双侧疲劳开裂.裂纹产生的主要原因为装机工作状态在260Hz频率发生共振导致。GH3030材料的热疲劳强度不足,焊接热影响区疲劳性能薄弱,对裂纹产生起促进作用。
3 改进措施
(1)优化尾喷管前转接段型面,缓解燃气冲击及转接处的应力集中。(2)更换前转接段的材料,提高基体及焊缝的热疲劳强度。
3.1 型面改进
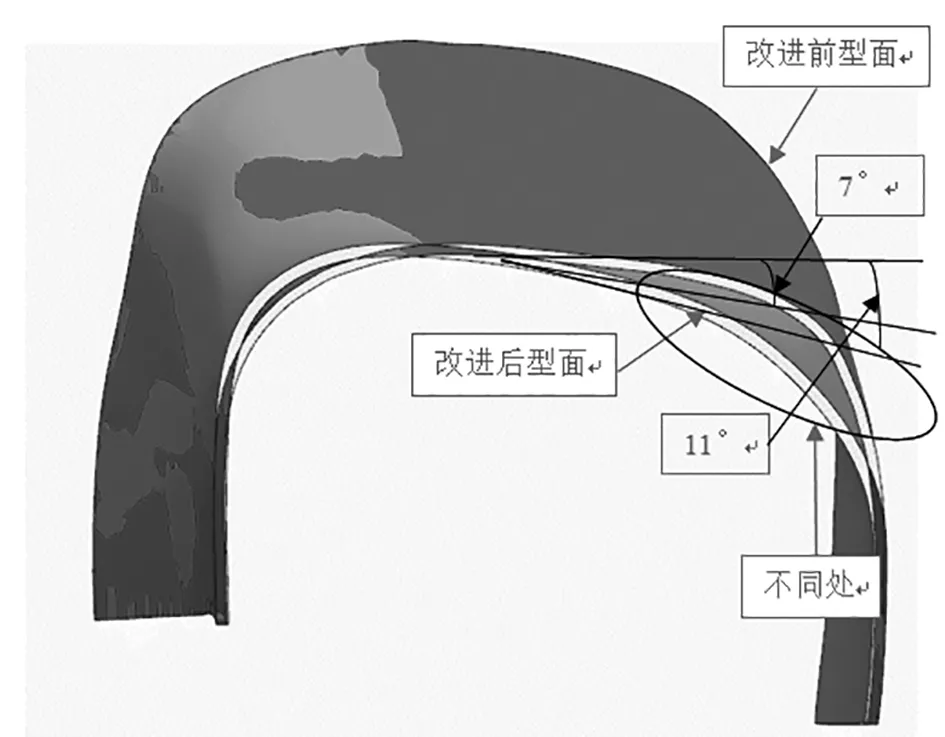
根据数值模拟结果对前转接段的型面进行改进和对比分析,见图6。改进前转角处型面(红色)与水平面夹角约7°,改进后的前转接段型面转角处型面(蓝色)与水平面夹角约11°,改进后前转接段曲率半径明显减小。改进后尾喷管前转接段为钝角平缓过渡,当燃气气流冲击前转接段时,改进前转角处直接受到冲击,而改进后则有所缓冲,将缓解燃气冲击及应力集中。
2.2.4 用药频次不适宜 如左甲状腺素片宜将一日剂量一次性服用,常见错误用法为每日3次或每日2次服用;脾氨肽口服冻干粉宜每日一次或隔日一次服用,错误为每日3次服用。
3.2 材料改进
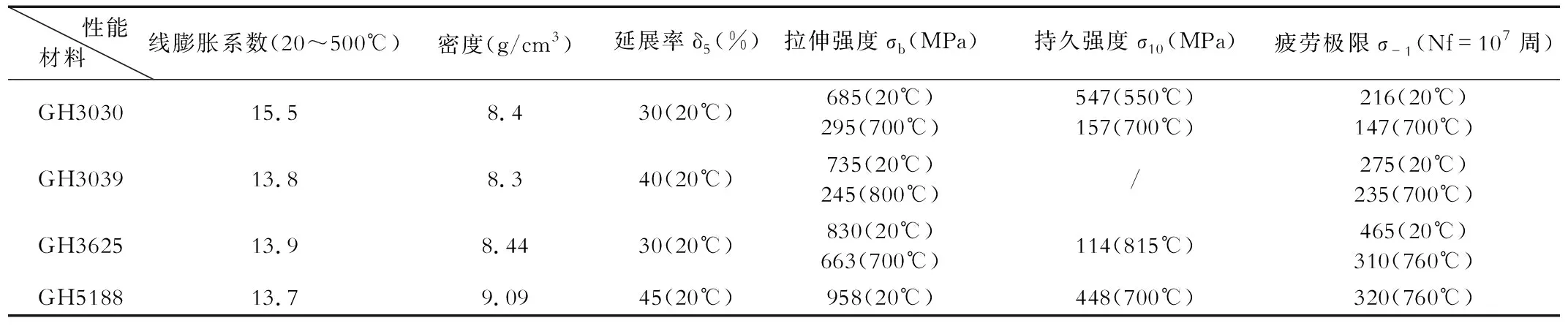
选材分析:为提高基体抗疲劳能力,结合尾喷管复杂的焊接结构特点和高温(550℃)振动的使用工况,经查应用比较广泛的高温合金材料有GH3039、GH3625、GH5188等,材料特性见表2,为了选择性能更优的替代材料,对各材料进行了对比分析。
本次学术论坛汇集了成人教育、职业教育领域研究的专家学者、期刊代表以及博士。他们基于新时代背景,对中国成人与继续教育事业进行探讨,并呈现出一定的研究取向。
在具体的文本中,这些戏拟途径可能是并存的,当然也可能以某一种或某几种为主。《爵士乐》的文本主要是戏拟了经典的文体和叙事模式,具体地说也就是《爵士乐》戏拟了侦探小说的模式,传统的线性叙事模式和传统大团圆的结局。
经分析,这四种材料都属于Ni-Cr基固溶强化型变形高温合金,能够满足尾喷管的温度使用要求。GH3039的拉伸强度σ
800℃时为245MPa,比GH3030低,故不选GH3039;GH5188的密度较高,故也不选。只有GH3625的拉伸强度比GH3030高,弯曲疲劳极限σ-1 为310MPa,比GH3030提高约1倍,两者材料密度也相当。通过综合对比三种材料的性能参数,选用GH3625作为尾喷管前转接段的改进材料。
式中σ
—考虑温度和循环非对称时疲劳极限的最小值;σ
—统计的最大交变应力。
材料改进对疲劳性能的影响:根据表2材料特性参数,疲劳极限σ-1大幅提高,将大幅提高基体裂纹位置的抗疲劳能力。为了研究将前转接段材料由GH3030更换为GH3625后,焊缝热影响区的疲劳强度,设计了三组焊接试片,对其进行疲劳试验,对比它们的疲劳性能差异。试验结果见表3:在焊缝等级相同的情况下,材料GH3625与GH3030的焊缝疲劳极限190MPa大于GH3030焊缝的疲劳极限139MPa,常温条件下疲劳极限提升37%,将前转接段材料由GH3030更改为GH3625后,焊缝热影响区疲劳强度明显提高。
水稻绿色高产创建过程中,要积极推广测土配方,精确定量施肥技术,要根据示范区内的目标产量、土壤立地条件、有机肥使用量等确定施肥量。结合多年来的工作经验,一般情况下,选择使用19:8:5复合肥,每亩40 kg。在施肥过程中,要结合水稻生长发育规律,土壤供肥规律确定最佳的氮磷钾施肥比例和施肥时间。

3.3 试验验证
将前转阶段材料更换为GH3625,完成4件尾喷管试制(分别为1号、2号、3号、4号)。
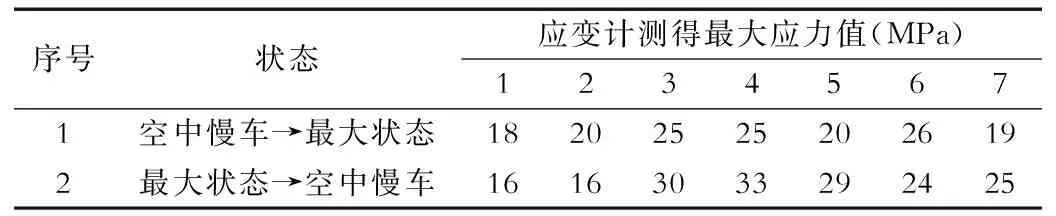
将1号尾喷管装配在发动机上进行动应力测试。贴片位置同图5,按同样的试验方式测量动应力,结果见表4。尾喷管改进后在常用转速下及同位置下应变计测得的最大动应力值都小于改进前尾喷管,改进后尾喷管测得动应力最大值33 MPa,比改进前尾喷管61 MPa降低了46% ,常用状态的最大动应力下降明显。
[2]余英时:《今古逍遥知识人》,《学思答问——余英时访谈集》,北京:北京大学出版社,2013年,第123页。
根据测试最大动应力:σ
=33 MPa;根据尾喷管的工作环境,插值得到相关材料参数;

储备系数 Kv=337.3/33=10.22,满足≥ 2.1要求,且裕度很大。
为考核改进件的耐久性,将2号尾喷管装机按1∶1进行寿命考核试车,尾喷管工作正常;将3号尾喷管装机进行低循环疲劳试车,尾喷管工作正常;将4号尾喷管装机进行持久试车,尾喷管工作正常。
4 结论
针对尾喷管裂纹故障,对裂纹断口进行失效分析,确定了裂纹性质。通过动应力试验测得裂纹处的应力,分析了疲劳裕度不足。通过优化尾喷管前转接段型面,调整缓解燃气冲击和应力集中;同时更换材料,提高基体与焊缝的热疲劳强度。最后,经动应力测试,应力值大幅下降;经过多台整机开展耐久试车试验验证,措施有效。
[1]《航空发动机设计手册》总编委, 航空发动机设计手册-第7册-进排气装置[M], 航空工业出版社, 2000.
[2]王福军.计算流体动力学分析——CFD软件原理与应用 [J]. 热能动力工程, 2005, 20(5):468-468.
[3]王新敏. ANSYS工程结构数值分析. 人民交通出版社2007.10.
[4]刘将辉, 李本威, 贺孝涛,等. 某型直升机发动机尾喷管前转接段模态分析[J]. 海军航空工程学院学报, 2012(2):161-165.
[5]胡海岩. 机械振动基础. 北京航空航天大学出版社,2005.07.
