09MnNiDR低温钢容器焊接工艺研究
2022-05-16朱莎莎陈恺张力李冬宇张继亮
朱莎莎 陈恺 张力 李冬宇 张继亮
(二重(镇江)重型装备有限责任公司,江苏 镇江 212000)
随着压力容器向着大型化、高参数和高寿命的方向发展,一些大型、低温、深冷压力容器在石油炼化行业应用越来越多。09MnNiDR为铁素体+少量珠光体型低温用钢,可用于制造-45~-101℃低温压力容器[1]。目前,09MnNiDR钢主要应用于石油、化工设备的低温容器制造,其焊接加工技术成为焊接研究的重要课题。
近期我公司承制的某项目中60万吨/年丙烷脱氢装置产品分离塔就采用了09MnNiDR,在产品制造前期按照产品技术要求开展了相关焊接工艺试验。
1 产品简介
由于丙烯下游产业的迅猛发展,带动了国内丙烯的需求量激增,蒸汽裂解工艺和催化裂化工艺等传统丙烯生产工艺已不能满足市场需求[2]。丙烷脱氢制丙烯工艺由于具有技术成熟、产品质量好、转化率高、副产物少等优点,其市场占有率不断增加。分离塔是丙烷脱氢装置中的核心塔器,其运行状态关系到整套装置的稳定性并影响到整套装置的经济效益,主体材料为09MnNiDR+Q345R,DN8900×126890,δ=50 mm/46 mm/44 mm,其结构简图如图1所示。
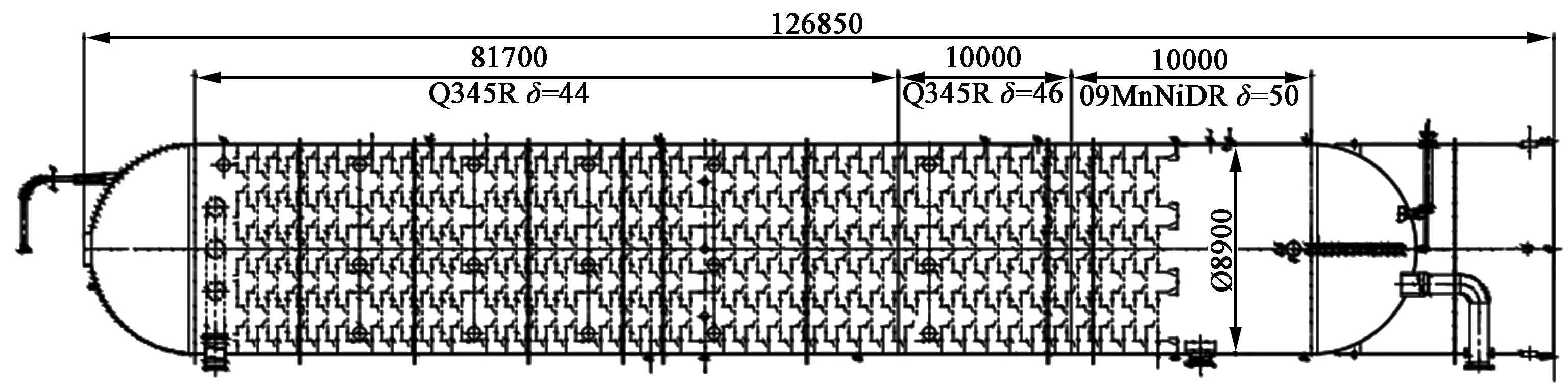
图1 产品分离塔结构简图Figure 1 Structure diagram of product separation tower
2 焊接工艺试验及分析
2.1 试验材料
试验母材采用09MnNiDR钢板,规格为40 mm×200 mm×500 mm,其化学成分、力学性能要求见表1、表2,其焊接接头宏观形貌如图2所示。为了保证-70℃下焊缝的冲击韧性,选择了3.5Ni钢焊材,埋弧焊丝/焊剂为某公司XY-S55Ni3+XY-AF204,焊条为XY-W707Ni。

表1 09MnNiDR钢板化学成分要求(质量分数,%)Table 1 Chemical composition requirementsof 09MnNiDR steel plate(mass fraction, %)CSiMnPSNiNb≤0.120.15~0.501.20~1.60≤0.020≤0.0080.30~0.80≤0.040表2 力学性能要求Table 2 Mechanical properties requirementsReLMPaRmMPaA%-70℃ KV2J430~560≥270≥23平均≥60 J,允许一件≥42 J


表3 焊接工艺参数Table 3 Welding process parameter

回火参数(P)值对冲击性能影响很大,回火温度对焊缝金属影响比较复杂,随着保温温度提高,低温钢熔敷金属冲击韧性有所改善。层间温度是低温钢埋弧焊熔敷金属低温冲击韧性的重要影响因素,故层间温度尽量控制得较低,满足层间温度≤150℃。
2.2 理化性能试验及分析
2.2.1 熔覆金属化学成分
在焊缝中取屑样和满足标准的棒样,采用全谱制度电感耦合等离子发射光谱(ICP)和高频红外碳硫仪进行检测,其检测结果如表4所示。

表4 熔覆金属化学成分(质量分数,%)Table 4 Chemical composition of cladding metal (mass fraction, %)
2.2.2 焊接接头室温拉伸性能
试板后热完毕24 h后,对焊缝进行100%TOFD检测,结果符合标准NB/T 47013.10—2015技术等级B级,质量等级I的要求。热处理后,试板分层取样,各2件,按照GB/T 228.1—2010进行全断面接头板拉伸试验,试验结果如表5所示。
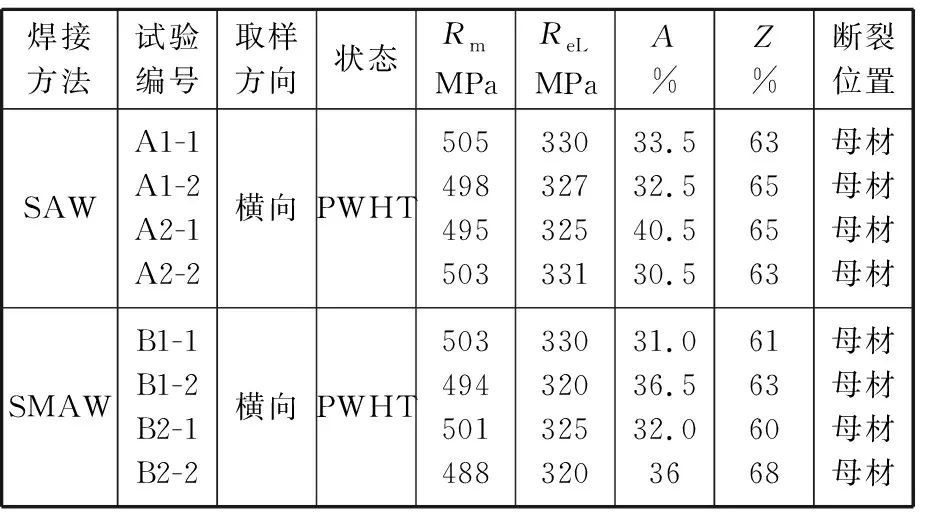
表5 焊接接头室温拉伸试验结果Table 5 Tensile test results of welded jointsat room temperature
从表5中可以看出焊接接头的拉伸强度均大于母材最低强度,符合标准要求。分析可知,接头中的Ni元素溶入固溶体中,增加位错运动阻力,起到了固溶强化作用以提高钢的强度。

表6 焊接接头冲击性能检测结果Table 6 Impact performance test results of welded joints
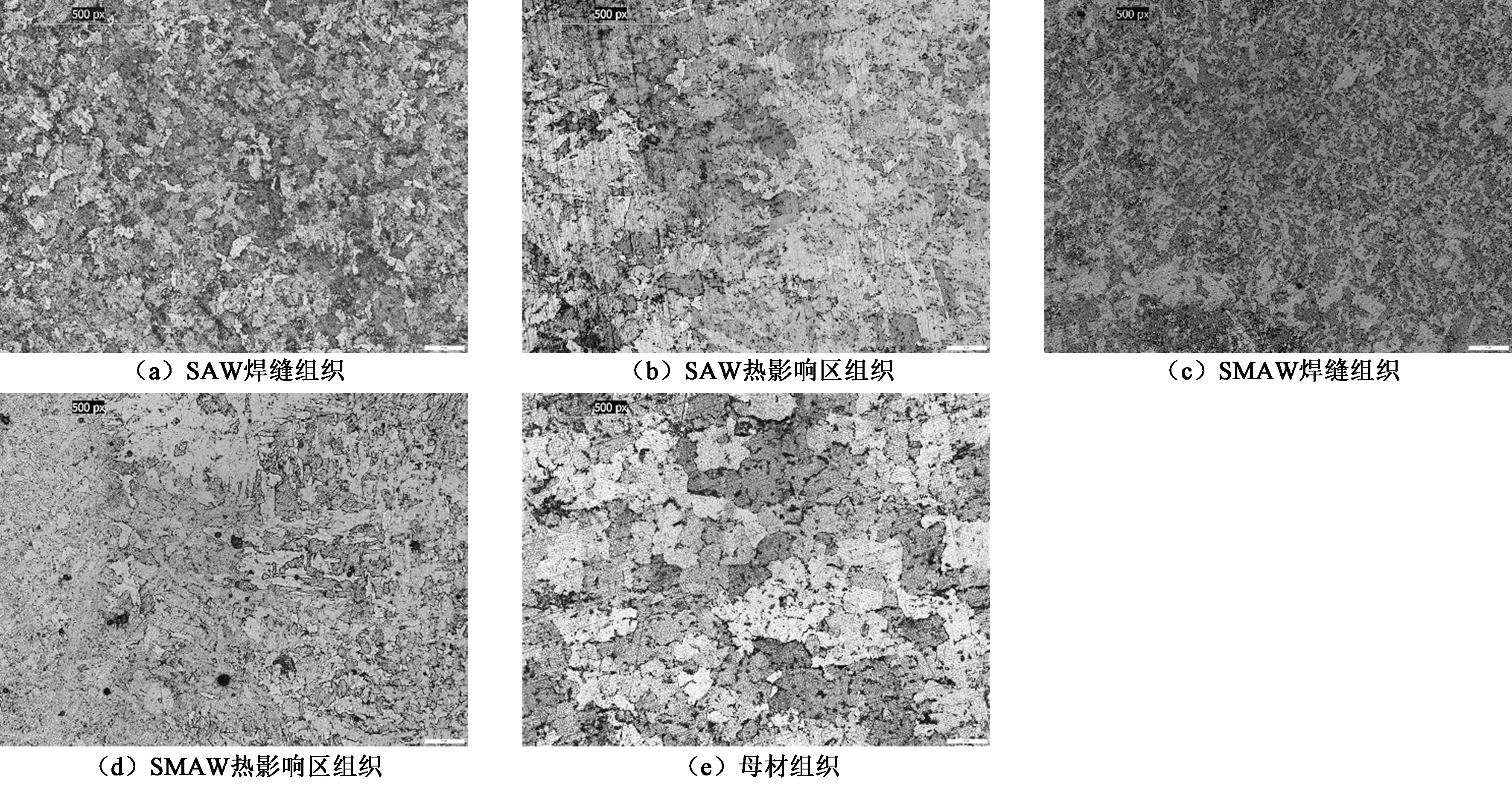
图3 焊接接头的微观组织(×500)Figure 3 Microstructure of welded joint (×500)
2.2.3 弯曲试验
根据NB/T 47014—2011承压设备焊接工艺评定要求,PWHT后对试样进行横向侧弯,弯曲试样按照NB/T 47014—2011标准加工,弯心直径D=4a(a为试样厚度),弯曲角度180°,弯曲试验按GB/T 2653—2008测定焊接接头的完好性和塑性[5],在试样拉伸面上的焊缝和热影响区内无裂纹。
2.2.4 焊接接头冲击试验
根据NB/T 47014—2011承压设备焊接工艺评定要求,按照GB/T 229—2007对焊接接头热影响区、焊缝进行了PWHT冲击试验,试样尺寸为10 mm×10 mm×55 mm,检测结果如表6所示,均满足GB/T 3531—2014标准和产品技术条件要求。
2.2.5 微观组织
09MnNiDR钢在低温下具有较好韧性的主要原因为铁素体晶粒较小、铁素体百分数较高和带状组织仅为单一珠光体[6-7]。埋弧焊(SAW)、手工电弧焊(SMAW)焊接接头的焊缝、热影响区以及母材微观组织如图3所示,09MnNiDR钢在焊接、消除应力处理等多次热加工后保持其组织稳定性,均为单一的铁素体F+珠光体P,但由于SAW线能量稍大于SMAW,组织略粗大。
3 结论
09MnNiDR钢板的金相组织为铁素体加少量珠光体,其碳当量为0.365%,焊接性良好。焊接试板在经历(610℃±10℃)×2+0.2h焊后热处理后,其拉伸性能、弯曲性能、冲击韧性均能满足产品技术条件要求。
